Изобретение относится к станко строению и может быть использовано для подачи плоских деталей, например слюдяных пластин, в технологическое оборудование различного назначения.
Цель изобретения - повышение производительности устройства и расширение технологических возможностей за счет разделения по,тока деталей, помещенных в зону разделения навалом, а также его универсаль ности путем использования для подачи деталей различных типоразме ров,
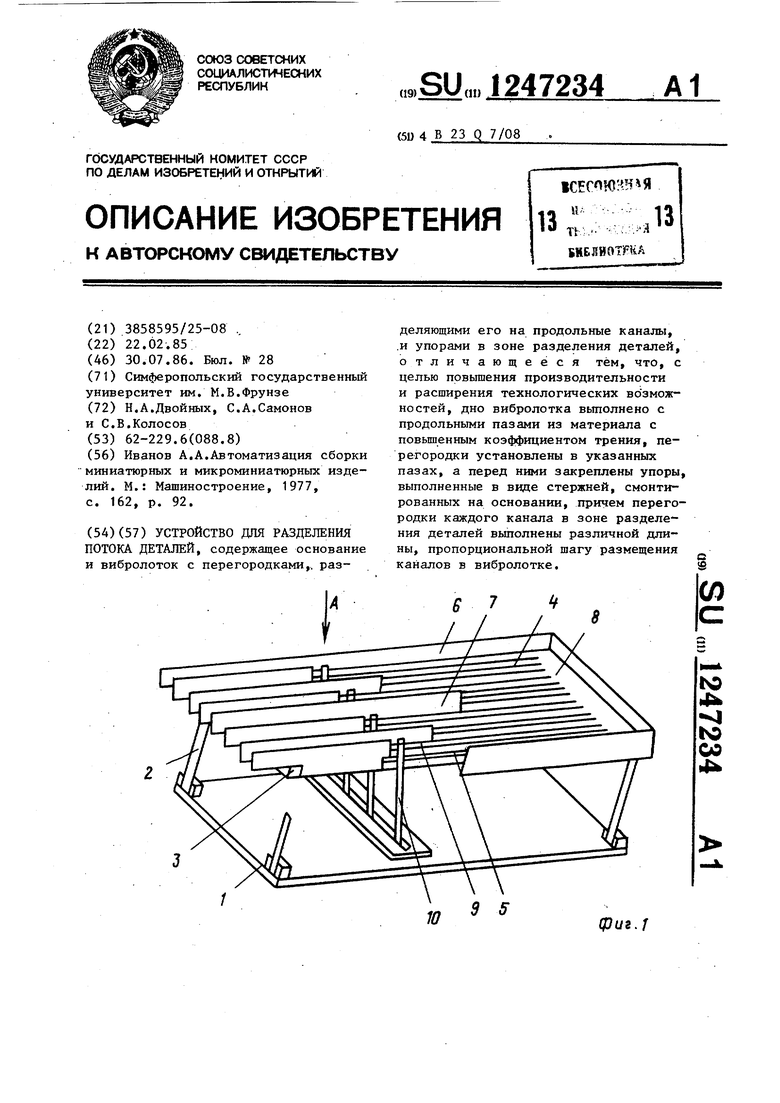
На фиг,1 схематически изображено устройство, общий вид; на фиг.2 - вид А на фиг.1.
Устройство для разделения потока деталей содержит основание 1, на котором при помощи наклонных пружин 2 установлен вибролоток 3 с продольными пазами 4 и виброприводом (не показан).
Дно вибролотка 3 покрыто материалом 5 с повьш1енным коэффициентом трения, например резиновым листом. В пазах 4 закреплены перегородки 6 и 7 образующие перед собой зону 8 ориентации деталей и продольные каналы 9.
В пазах 4 перед наиболее узкими каналами 9 установлены, упоры в виде стержней 10, смонтированные на основании 1, причем длина перегородок
12472342
7 каждого кана/ia 9 имеет различную длину, пропорциональную шагу размещения перегородок 7 в вибролотке 3.
Устройство работает следующим об- 5 разом.
Детали типа слюдяных пластин укла- дьшаются на вибролоток 3 в зону разделения и под действием вибрации перемещаются к перегородкам 7. Упира- 10 ясь последовательно в перегородки 7 или в стержни 10, установленные перед
ними, поток деталей каждьй раз делится на два потока, постепенно заполняя каналы 9 и перемещаясь в зону выдачи. Стержни 10, закрепленные на основании 1 устраняют заторы в наиболее узких местах входа в каналы 9 за счет разворачивания пластин во время их перемещения под действием вибрации. Разность между коэффициентами трения дна вибролотка. 3 и поверхностями деталей между собой способствует равномерному однослойному соединению их в зоне 8 разделения и в
каналах 9.
Переналадка устройства на работу с деталями другого типоразмера осуществляется изменением ширины каналов 9 посредством перестановки перегородок 6 и 7 и стержней 10 в соответствующие пазы 4.
фуг. 2 ВНИИПИ Заказ 4060/17 Тираж 826
Подписное
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
Подписное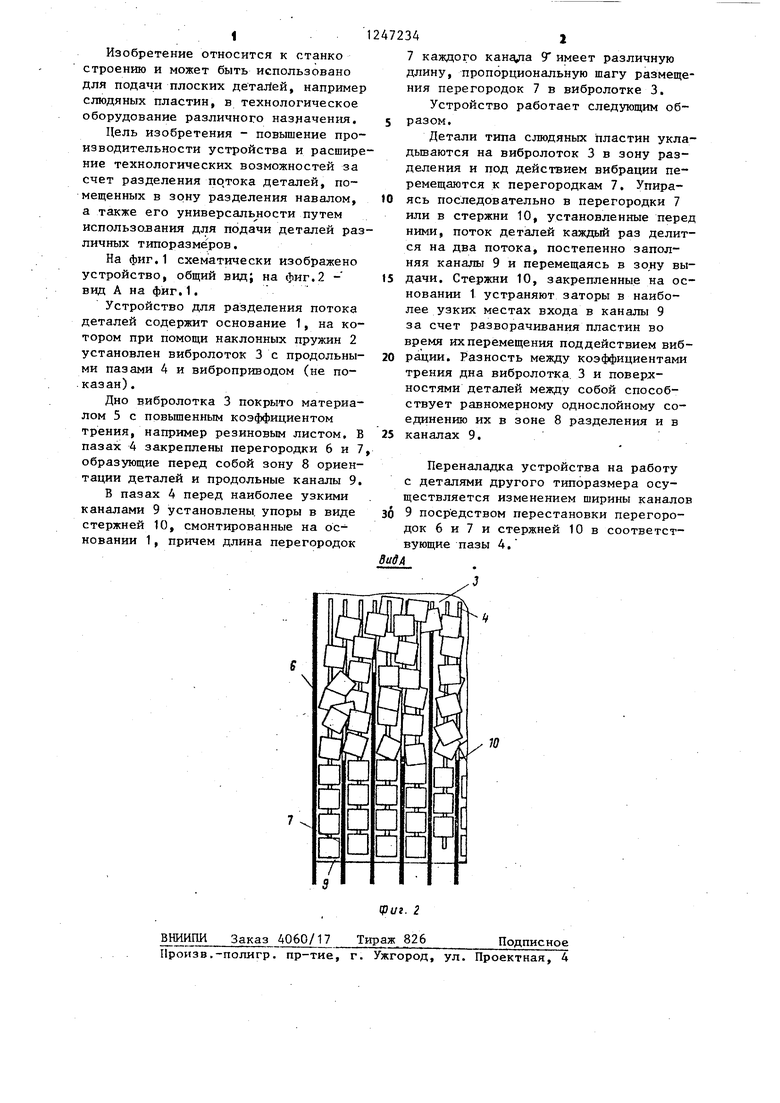
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки плоских деталей | 1985 |
|
SU1331734A1 |
| Пневмоклассификатор сыпучего материала | 1990 |
|
SU1745372A1 |
| УСТРОЙСТВО ДЛЯ ВЕСОВОГО ДОЗИРОВАНИЯ СЫПУЧИХ И МЕЛКОШТУЧНЫХ ПРОДУКТОВ | 2001 |
|
RU2196713C1 |
| Устройство для смешения сыпучих материалов | 1983 |
|
SU1118401A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ДЕТАЛЕЙ | 2002 |
|
RU2215680C1 |
| Устройство для поштучной выдачи деталей | 1985 |
|
SU1276477A1 |
| Устройство для ориентированной подачи деталей | 1985 |
|
SU1294566A1 |
| ЭЛЕКТРОМАГНИТНЫЙ ВАЛКОВЫЙ СЕПАРАТОР | 2011 |
|
RU2469793C1 |
| Устройство для ориентированной подачи изделий | 1985 |
|
SU1339056A1 |
| Устройство для ориентации и загрузки контактов в гнезда колодки разъема | 1980 |
|
SU955303A1 |
| Иванов А.А.Автоматизация сборки миниатюрных и микроминиатюрных изделий | |||
| М.: Машиностроение, 1977, с | |||
| Деревянное стыковое скрепление | 1920 |
|
SU162A1 |
| Автоматический огнетушитель | 0 |
|
SU92A1 |
