11
Изобретение относится к машиностроению, а именно к обработке материалов резанием, и может быть ис-. пользовано при абразивной обработке, например, при шлифовании,
Цель изобретения - повьпаение качества шлифования за счет локализации смазки в зоне обработки путем размещения брикета твердой смазки под углом 60-90 относительно волног вода, расположенного перпендикулярно касательной к рабочей поверхности шлифовального круга.
На чертеже показана,схема устройства.
Устройство состоит из волновода 1, контактирующего с брикетом твердого вещества 2, например графита, парафина, льда, который прижат к рабочей поверхности шлифовального круга 3 и заготовки 4. Брике - твердого вещества 2 подается в зону контакта круга 3 и заготовки 4 из направляю- щего лотка 5 с помощью штока 6, Волновод 1 соединен с магнитострикцион ным преобразователем 7, подключенным к высокочастотному генератору (не показан) ,
Брусок твердой смазки расклинивае заготовку и шлифовальный круг демпфи рует колебания.
Устройство удобно в эксплуатации, так как ультразвуковой преобразэва- тель не мешает шлифовщику при загрузке-выгрузке заготовок.
По мере сошлифовывания бруска твердой смазки он подается к шлифовальному кругу, при этом.размер волно- водной системы остается неизменным и амплитуда смещений стабильна.
Передача ультразвуковых, колебаний шлифовальному кругу через промежуточную среду в твердом состоянии осложнена тем, что контакт шлифовального круга, рабочая поверхность кото
Сталь 40Х
Аквол-10М
Сплав АМГ
Na СОз Аквол-10М
Сплав БТЗ-1
Аквол-ЮМ Na,СО,
0
fS
20
7
5
25
зо
35
40
42J
рого движется с окружной скоростью 20-50 м/с и более, с любым твердым телом невозможен без шлифования (разрушения) последнего. Для обеспечения непрерывного контакта промежуточной среды с рабочей поверхностью круга необходимо подавать промежуточную среду, например брусок твердой смазки, в течение всего времени контакта, так как твердые тела контактируют одно с другим по выступам микропрофиля своих поверхностей для улучшения акустического контакта,
В качестве твердой смазки целесообразно использовать вещества, которые плавятся в зоне контакта с шлифовальным кругом, например парафин, замороженную СОЖ и др,
Для обеспечения стабильности амплитуды смещений ультразвуковых колебаний на рабочей поверхности шлифовального круга необходимо обеспечить неизменность длины волновода, сохраняя его длину, кратной половине длины волны ультразвуковых колебаний в материале волновода.
Выбор угла между осью брикета твердой смазки и осью волновода определялся экспериментально, В таблице показаны оптимальные значения угла при обработке волноводами из различных материалов и при использовании твердых смазок в виде замороженных СОЖ, из 3%-ного водного раствора продукта Аквол-ЮМ и 1%-ногв водного раствора ,
Исследования проводили на Кругло- шлифовальном станке. Шлифовали заготовки из титанового сплава ВТЗ-1,. прижоги определяли визуально,
В качестве источника ультразвуковых колебаний использовали установку УЗУ-025 с пьезокерамическим преобразователем ПП01/18, Амплитуда колебаний торца волновода 5 мкм.
.85
85 63
63 72 72
31
Отсутствие отличий в значении угла между осями брикета твердой смазки и волновода для твердых сма- зок из 3%-ного раствора Аквол-10М и 1%-ного раствора NajCO объясняется малым отличием акустических характеристик твердых смазок (плотности, скорости распространения звука ) Колебание величины угла ограничена сектором .
А72424
При обработке на предлагаемом устройстве заготовок из титановых сплавов ВТ22 и ВТЗ-1 при окружной скорости круга 30 м/с и окружной ско- 5 рости заготовки 30 м/мин была повышена критическая бесприжоговая попереч- :ная подача шлифовального круга в 2 раза, при этом шероховатость шлифова- ной поверхности по показателю Ра снижена на 30-50%.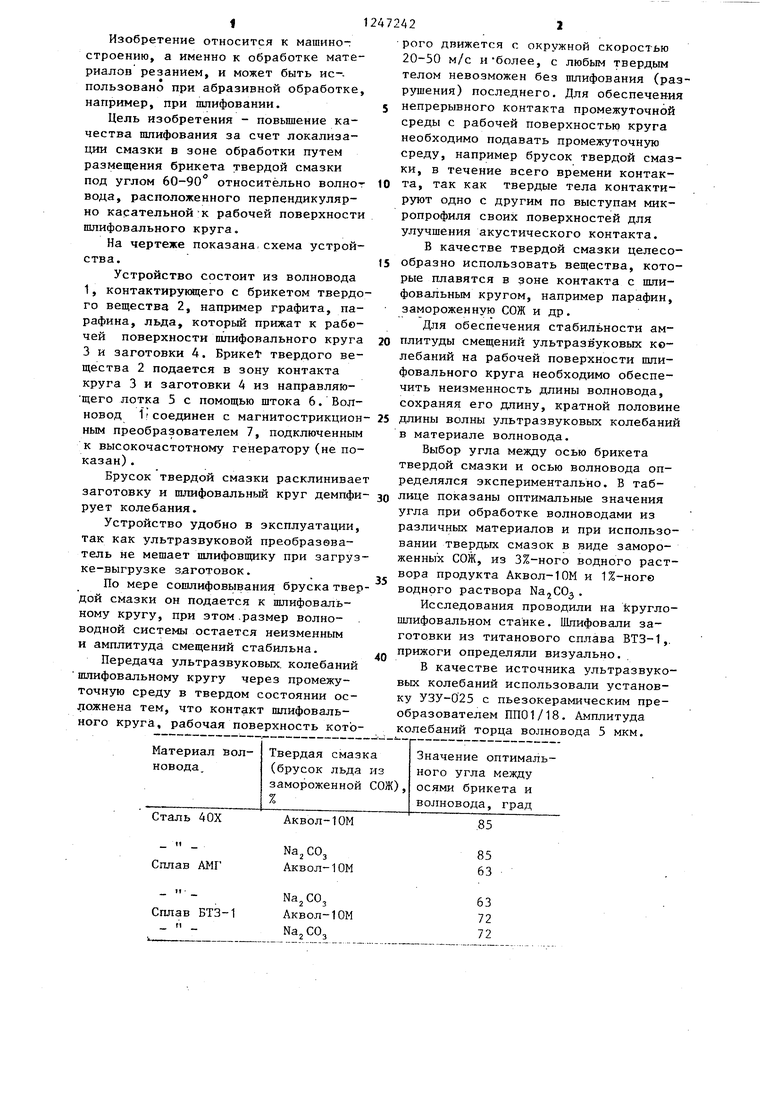

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 1999 |
|
RU2167046C1 |
| СПОСОБ ГИДРООЧИСТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 1997 |
|
RU2151042C1 |
| СПОСОБ ГИДРООЧИСТКИ РАБОЧЕЙ ПОВЕРХНОСТИ ШЛИФОВАЛЬНОГО КРУГА | 1997 |
|
RU2151043C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩЕГО ТЕХНОЛОГИЧЕСКОГО СРЕДСТВА | 1999 |
|
RU2162403C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1998 |
|
RU2153975C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2185275C1 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2176948C2 |
| КОМПОЗИЦИОННЫЙ ШЛИФОВАЛЬНЫЙ КРУГ | 1997 |
|
RU2155670C2 |
| СПОСОБ ПОДАЧИ СМАЗОЧНО-ОХЛАЖДАЮЩИХ ТЕХНОЛОГИЧЕСКИХ СРЕДСТВ | 2000 |
|
RU2176949C2 |
| Способ подачи смазочно-охлаждающе-гО ТЕХНОлОгичЕСКОгО СРЕдСТВА | 1979 |
|
SU837823A1 |
J
Редактор М. Недолуженко
Составитель В. Дрожалова
Техред О.Сопко Корректор Г. Решетник
Заказ 4061/17
Тираж 740 . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Ультразвуковая колебательная система | 1973 |
|
SU518237A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Марков А.И | |||
| Ультразвуковое резание труднообрабатываемых материалов | |||
| М.: Машиностроение, 1968, с | |||
| Гудок | 1921 |
|
SU255A1 |
| Патент США № 3081586, кл | |||
| Способ запрессовки не выдержавших гидравлической пробы отливок | 1923 |
|
SU51A1 |
| опублик | |||
| Пробочный кран | 1925 |
|
SU1960A1 |
| Авторское свидетельство СССР | |||
| Способ обнаружения малых электрических зарядов | 1928 |
|
SU11330A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
