Изобретение относится к пшифова- нию и может быть использовано для шлифования деталей из древесины,имеющих перем енную ширину по длине,например, в мебельном и лыжном производствах.
Цель изобретения - повьшение эффективности работы устройства и улучшение качества шлифования деталей с переменной по длине шириной путем стабилизации удельного давления шлифовальной ленты на обрабатьшаемую поверхность.
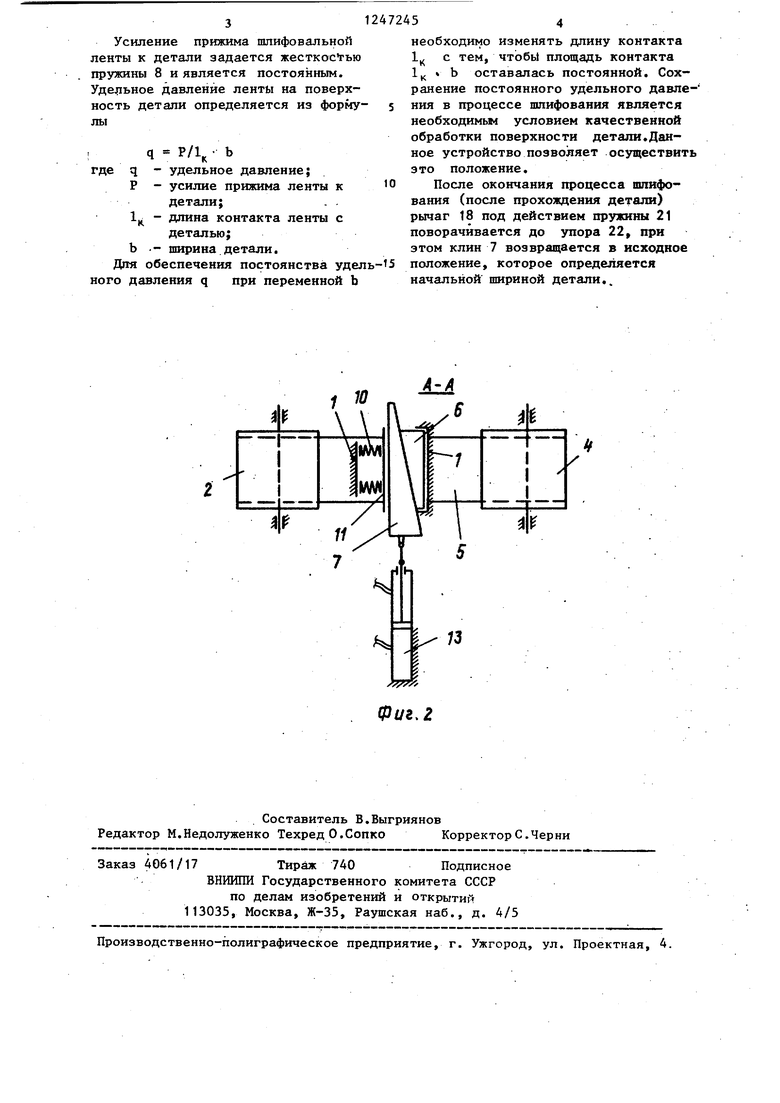
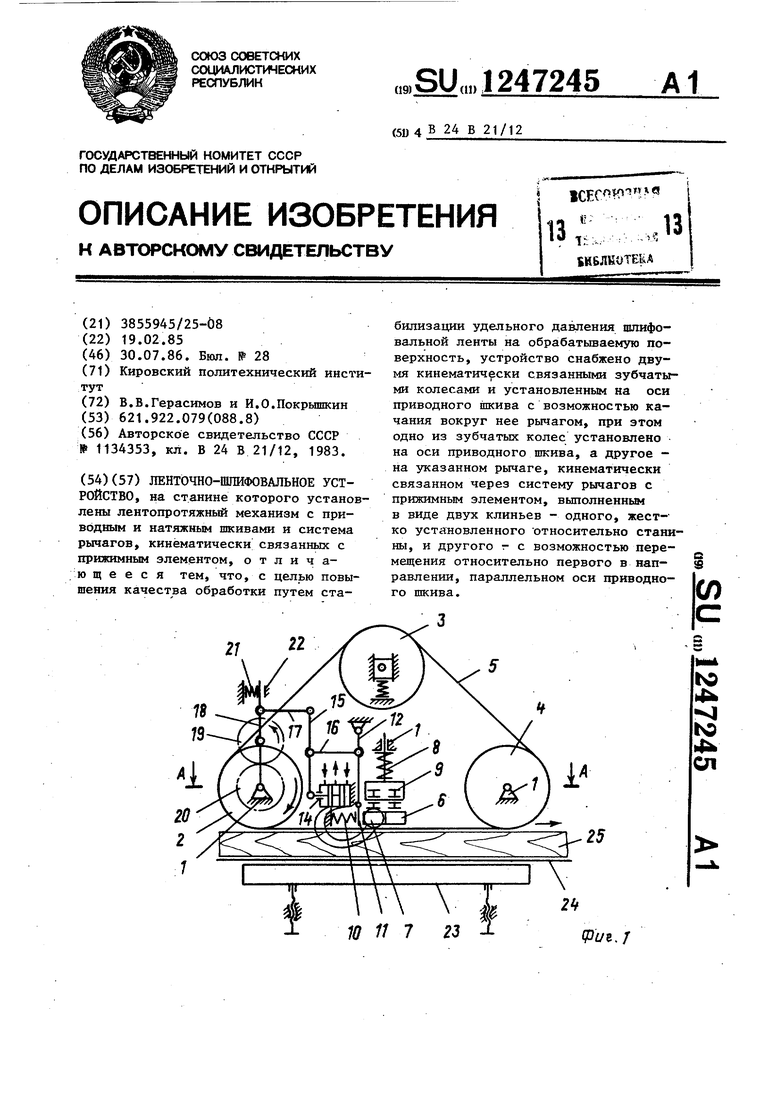
На фиг. 1 представлена схема устройства, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1.
Ленточно-шлифовальное устройство включает в себя станину 1 с установленными на ней приводным 2, натяжным 3 и холостьм 4 шкивами,огиг: баемыми пшифовальной лентой 5,прижимной элемент шлифовальной ленты к детали содержащий два плоских Клина 6 и :, пркжима емые к ленте пружиной 8 через два свободно установленных на общей оси ролика 9.
Клинья 6 и 7 прижимаются один к друго у пружинами 10 через плоскзгю направляющую 11, шарнирно закрепленную на поворотном рычаге 12. Клин 7 установлен с возможностью перемещения по пшифовальной ленте перпендикулярно направлению ее движения, а клин 6 установлен неподвижно.
Клин 7 связан со штоком поршня гидроцилиндра 13,золотник 14 которого своим штоком поршня шарнирно связан с одним концом рычага 15 управления . Средняя часть рычага 15 управления соединена шарнирным стержнем 16 с поворотным рычагом 12, а второй конец рычага 15 шарнирным стержнем 17 связан с рычагом 18, установленным на оси вращения привоного шкива 2. На рычаге 18 расположен привод (не показан) с зубчатыми колесами 19 и 20, кинематически связанными через систему рычагов.с прижимным элементом, при этом рычаг 18 опирается на пружину 21. Поворот его ограничен упором 22.
Ленточно-шлифовальное устройство - расположено над столом 23 с транспортной лентой 24, на которой находится деталь 25.
Устройство работает следующим образом.
. При прохождении детали через устройство привод передает крутящий
0
5
момент через зубчатые колеса 19 и 20 приводному шкиву 2, который, вращаясь, перемещает шлифовальную ленту 5, осуществляя обработку детали.
При этом реактивная, сила, возникающая в зацеплении колес 19 и 20 действует на рычаг 18, поворачивая его против часовой стрелки относительно оси приводного шкива 2 и сжимая пружину 21 на величину, пропор ционапьную силе сопротивления, т.е. силе резания при шлифовании. Поворот рычага 18 через стержень 17 приводит к повороту (против часовой 5 стрелки) рычага 15 управления относительно его средней точки, т.е. относительно шарнира соединения его со стержнем -16, вызывая смещение штока золотника 14, которьй в свою очередь регулирует подачу жидкости в полости гидроцилиндра 13, осуществляющего . перемещение клина 7 по шлифовальной- ленте 5 и увеличение длины контакта ленты с деталью.
При этом направляющая 11 смещается, вызывая поворот рычага 12, ко- торьй через стержень 16 поворачивает рычаг 18 управления относительно шарнирного соединения его со стержнем 17. Шток з олотника 14 возвращает- ся обратно, останавливая движение поршня гидроцилиндра 13 и клина 7.
Поскольку поворот рычага 18 пропорционален силе резания при шлифовании, которая зависит от пшрины обрабатываемой детали, то смещение штока золотника, подача жидкости в гйдроцилиндр и перемещение клина пропорциональны ширине детали,соответственно и длина контакта шлифовальной ленты с деталью изменяется пропорционально изменению ширины детали.
При уменьшении ширины детали и снижении силы на шлифование пружина 21 поворачивает рычаг 18 в противоположную сторону, вызывая также поворот рычага 15 управления и перевод штока золотника 14 в положение, при котором жидкость подается в другую полость гидроцилиндра и происходит перемещение клина 7 на уменьшение длины контакта ленты с деталью до тех пор, пока рычаг 12 через стержень 16 не приведет рычаг 15 управления в положение, при котором устанавливается определенное соответствие длины контакта ширине детали.
0
5
0
5
5
Усиление прижима шлифовальной ленты к детали задается жесткостью пружины 8 и является постоянным. Удельное давление ленты на поверхность детали определяется из формулы
P/U
где
q
Р
lu b .
удельное давление; усилие прижима ленты детали;.
длина контакта ленты деталью; ширина детали. Дня обеспечения постоянства ного давления q при переменн
необходимо изменять длину контакта 1|, с тем, чтобы площадь контакта 1., b оставалась постоянной. Сох1
ранение постоянного удельного давле- ния в процессе шлифования является необходимые условием качественной обработки поверхности детали,Данное устройство позволяет осуществить зто положение.
После окончания процесса шлифования (после прохождения детали) рычаг 18 под действием пружины 21 поворачивается до упора 22, при этом клин 7 возвращается в исходное положение, которое определяется начальной шириной детали..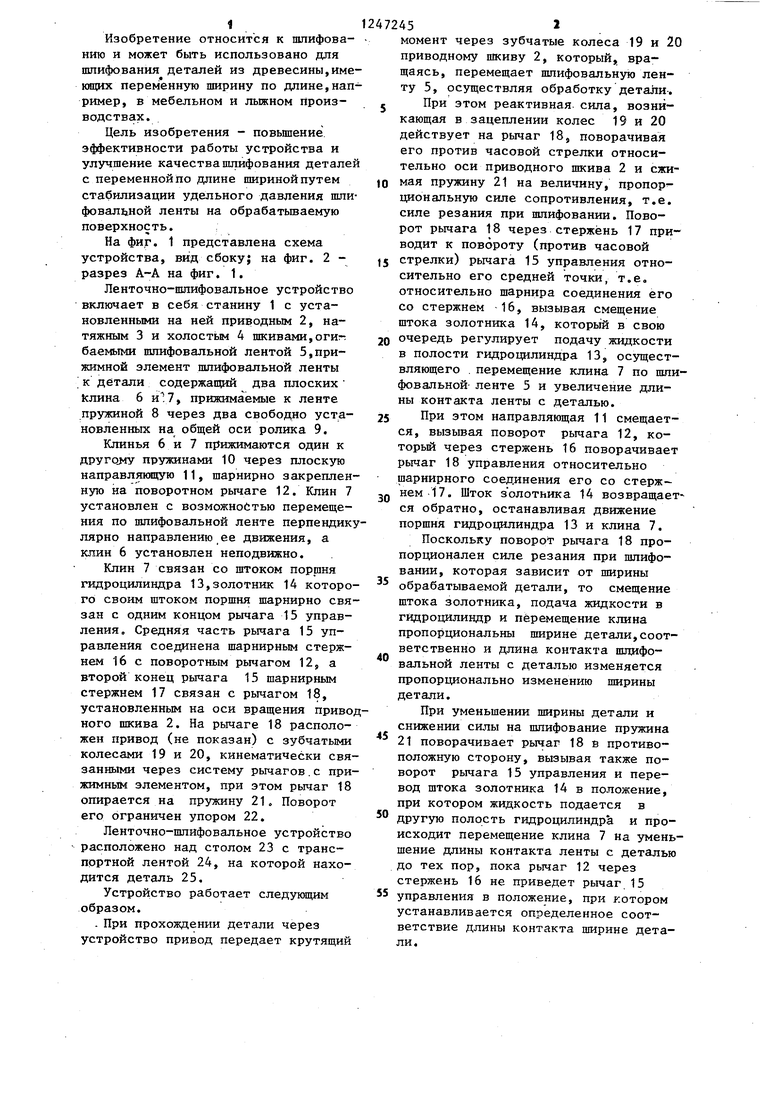
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Ленточно-шлифовальный станок | 1977 |
|
SU704765A2 |
| Ленточно-шлифовальное устройство | 1977 |
|
SU701774A1 |
| Система активного контроля | 1986 |
|
SU1414592A1 |
| Шлифовальный коленно-рычажный станок | 1985 |
|
SU1292990A1 |
| Ленточно-шлифовальный станок | 1979 |
|
SU812534A1 |
| СТОПОРНЫЙ МЕХАНИЗМ ДЛЯ МНОГОЛЕНТОЧНОГО ШЛИФОВАЛЬНОГО СТАНКА | 1993 |
|
RU2118586C1 |
| Ленточно-шлифовальное устройство | 1983 |
|
SU1134353A1 |
| Устройство для шлифования лопастей гидротурбины | 1979 |
|
SU918042A1 |
| "Устройство для шлифования гнутых деталей из древесины "Адзура" | 1990 |
|
SU1776223A3 |
X
/
;з
Составитель В.Выгриянов Редактор М.Недолуженко Техред О.Сопко Корректор С. Черни
Заказ 4061/17 Тираж 740 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4.
| Ленточно-шлифовальное устройство | 1983 |
|
SU1134353A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
