(54)
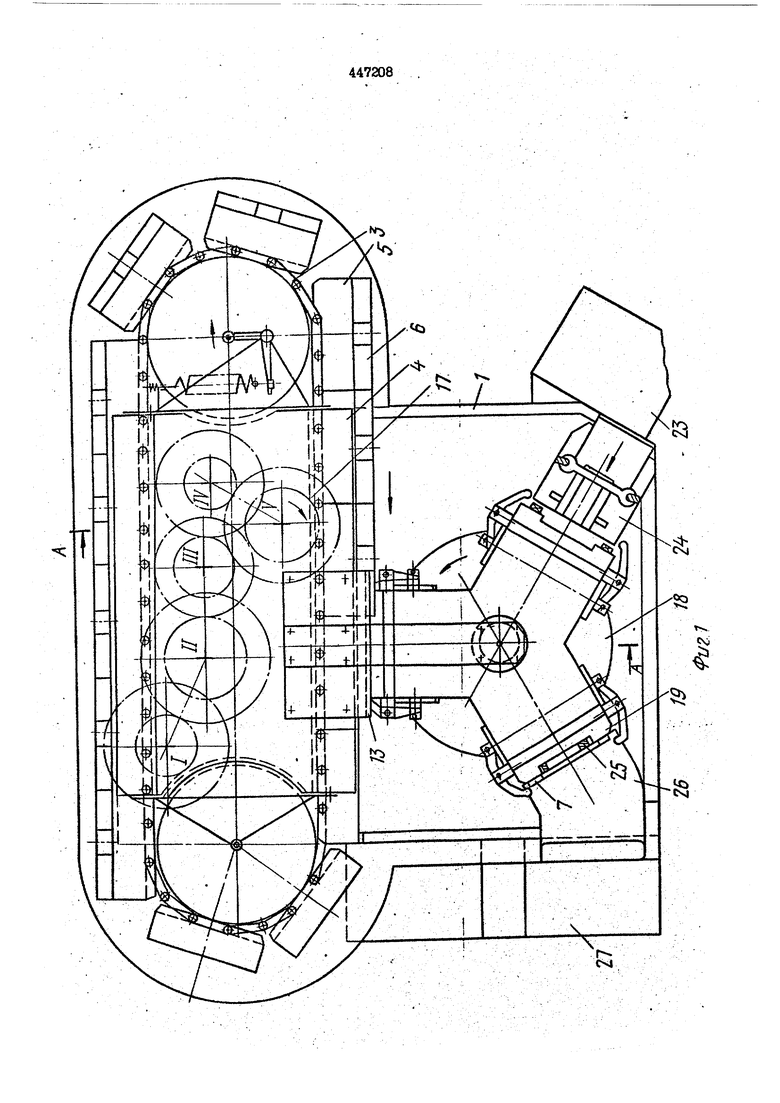
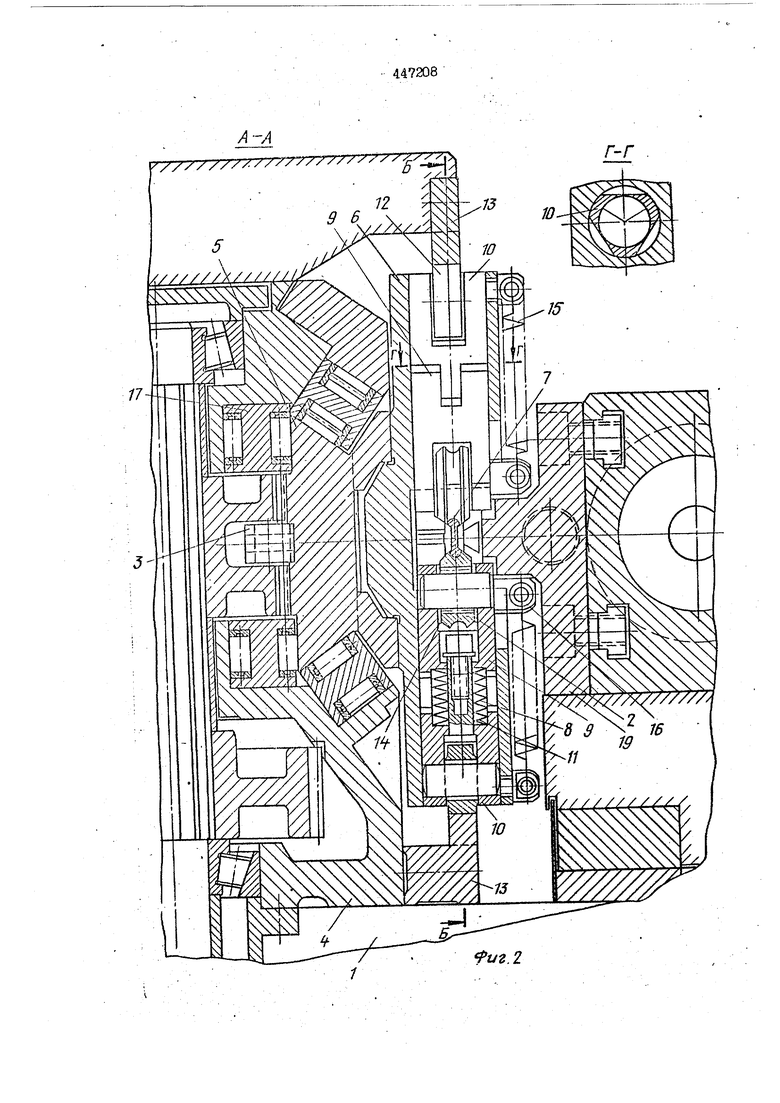
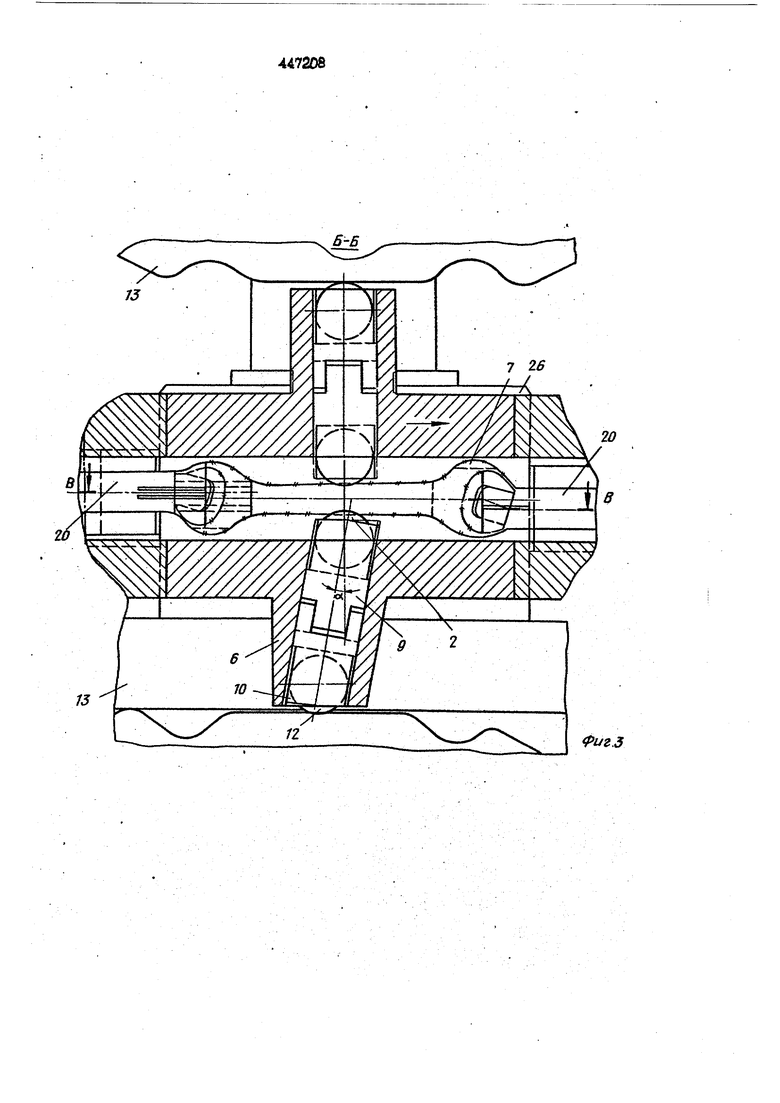
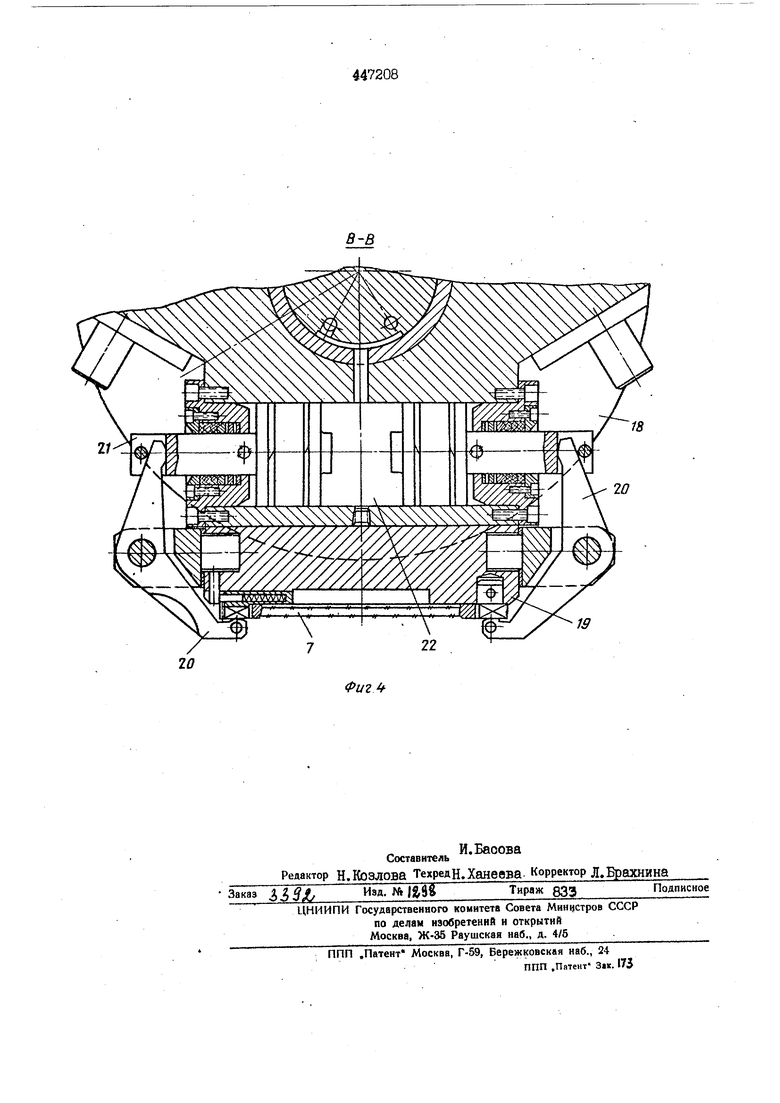
СТАНОК ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ролики 12, контактирующие с копирами 13 закрепленными на станине. Профили копиров эквизистентны обрабатываемому контуру детали. Рабочие валки для самоцентрирования подпружинены по торцевым поверхностям относительно плунжеров тарельчатыми пружинами 14. Плунжеры в отведенном положении отводятся и удерживаются с помощью пружин 15, штыри 16 и имеющиеся в державке па зы обеспечивают нужное относительное положение плунжеров. Положения частей 10 плунжеров по отношению к копирам обеспечивается пазами и выступами на концах частей 9 и 10 плунжеров, взаимно сопрягаемых друг с другом. Ползушки 5 получают перемешение от реечной передачи, на задней стороне каждой ползушки нарезана рейка, поочередно сцепляемая с шестерней 17; все предыдущие ползушки на рабочем участке методом толкания приводятся в движение от ползушки, находящейся в зацеплении. Ползуш ки на холостом участке и дуговых участках удерживаются и перемещаются под воздействием гибкой связи 3, звенья пол- зушек соединены со средними частями пол зушек. Напротив транспортера установлен мно- гопозиционный поворотный стол 18, на каждой позиции которого распологаются автоматические сменные механизмы 19 фиксации (для установки и закрепления в них обрабатываемых деталей), выполненный в виде Г-образных рычагов 2О, приводимых в движение штоками 21 силовых цилиндров 22, расположенных в корпусе механизма фиксации. При трехпозиционном столе вокруг него располагаются три зоны: зона загрузки, зона обработки и зона съема изделия. В зоне загрузки установлен загрузочный механизм, состоящий из магазина 23 для заготовок и подающего механизма 24 отсекающего и переносящего очередную заготовку в подошедший механизм фиксаци При переносе заготовки типа гаечных клю чей она в процессе перемещения кантуется на 90°. В зоне съема установлен механизм 25 съема для сталкивания или съема обработанной заготовки в лоток 26 и далее в ящик 27 готовой продукции. Заготовки деталей, обрабатываемые вручную или с помсхцью загрузочного устройства, устанавливаются, фиксируются и зажимаются в зоне загрузки стола. После окончания обработки предЬ1дущей заго- товки во время прохода холостого участ- j ка ползущек стол разфиксируется, разжимается и поворачивается на очередную позицию, перенося закрепленную заготовку из зоны загрузки в зону обработки, а обработанную детель из зоны обработки в зону съема. Затем стол фиксируется и зежимается центральным зажимом к CTOiiKe. В зону обработки в это время подходит первая державка с рабочими обкатными роликами, и начинается процесс обработки следующей заготовки. Дополнительное время идет лишь на очередной поворот стола, что составляет небольшой процент от всего времени обра ботки. В зависимости от припуска и требуемой чистоты обработки выбирается пружина определенной силы, определенное количество обкатных роликов и державок. Чем больше скорость обработки, тем больше нужно холостых ползушек, чтобы стол без стука мог повернуться за .пробег холостого участка ползушек. Обработка поверхности изделия методом обкатки может проводиться как в холодном состоянии, так и с подогревом изделия токами высокой частоты. В большинстве случаев предварительный отжиг изделия дает хорошие результаты, , а применение этого способа обработки для финишной операции после механической обработки дает хорошую чистоту и упрочнение поверхностного слоя без отжига или подогрева детали. Предмет изобретения 1. Станок для обработки заготовок, содержащий смонтированные -на станине рабочие обкатные валки с приводом, стол с механизмом фиксации заготовок, а также устройство для нагрева, отличаю- «. щ и и с я тем, что, с целью обеспечения многократной обкатки и повыщения производительности, привод обкатных валков выполнен в виде связанных между собой замкнутой гибкой связью ползущек и плунжеров, установленных в гнездах сменных державок, закрепленных на ползущках; при .этом плунжеры расположены по обе стороны относительно оси заготовки и вы полнены в виде связанных между собой двух частей, подпружиненных одни относительно других, а рабочие валки смонтированы на близлежащих торцах одних их состанных частей плунжеров, противоположные . же торцы других составных частей плулжеров через ролики связаны с копирами, предусмотренными на станине,
2. Станок по п. 1, о т п и ч а ю щ и и с я тем, что с цепью самоцентрирования рабочих валков относительно заготовки, валки подпружинены с торцов относительно плунжера..
3. Станок по п. 1, о т л и ч а ю щ и и с я тем, что, с целью смещения
усилия на валках, плунжеры установлены в державках под заданным углом относительно оси заготовки.
4, Станок по п. 1, отличающий с я тем, что стол выполнен поворотным и ;Многопозиционным, а мехакивм фиксации заготовок установлен на каждой позиции и выполнен в виде Г-образных рь чагов, связанных с силовыми цилиндрами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Непрерывно-протяжной станок | 1982 |
|
SU1115869A1 |
| Многопозиционный кольцераскатныйСТАН | 1979 |
|
SU814530A1 |
| НЕПРЕРЫВНО-ПРОТЯЖНОЙ СТАНОК | 1973 |
|
SU380404A1 |
| УСТРОЙСТВО к ПРЕССУ для ПОДАЧИ И СЪЕМА ЗАГОТОВОК | 1970 |
|
SU258854A1 |
| Обкатный станок для обработки заготовок | 1973 |
|
SU556878A1 |
| Штамп для разделительных операций | 1987 |
|
SU1433620A1 |
| Непрерывно-протяжной станок с перемещающимся инструментом | 1959 |
|
SU124780A1 |
| Устройство для гибки заготовок круглого сечения | 1982 |
|
SU1123762A1 |
| Многопозиционный кольцепрокатный стан | 1977 |
|
SU660758A1 |
| Многопозиционный станок для отгибки фланцев и зиговки полых деталей из листового материала | 1982 |
|
SU1044382A1 |
L
J
t/t.2
иг.З
Фиг
