Основным авт. св. № 95612 защищен способ очистки и полировки внутренней поверхности труб путем продавливания абразивного материала через полости труб; при этом абразивный материал заполняет полости труб и продвигается с малой скоростью.
Предлагаемый способ является дальнейшим развитием способа по основному авт. св. № 95612 и заключается в том, что в качестве абразивного материала, продавливаемого через полость трубы сжатым возд}хом, применяют отработанное масло с абразивным порошком, а в устройстве для осуществления способа пневматическая полость отделена от абразивного материала упругой диафрагмой. Такое осуществление предлагаемого способа и устройства предотвращает образование задиров и царапин на обрабатываемой поверхности трубы и устраняет потери абразивного материала.
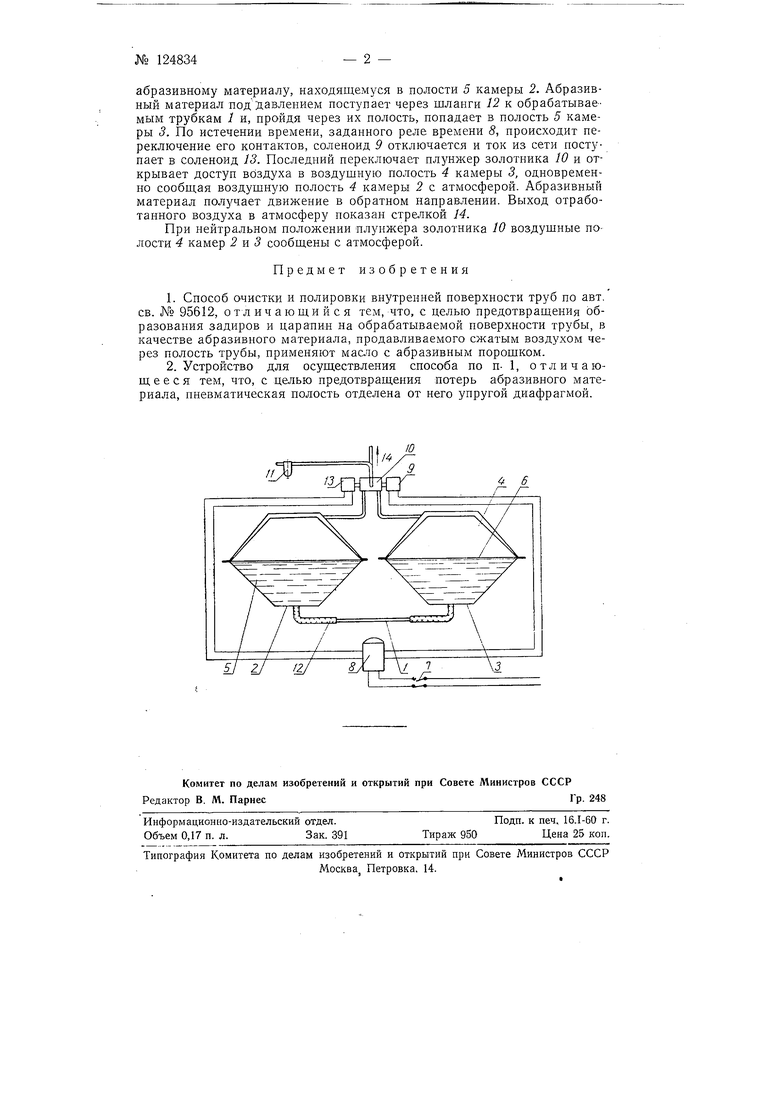
На чертеже дана схема устройства для осуществления предлагаемого способа.
Очистка и полировка внутренни.х поверхностей труб производится путем продавливания абразивного материала через их полости.
Устройство для осуществления предлагаемого способа состоит из двух камер 2 и 5, в которых воздушные полости 4 отделены от полостей 5 с абразивным материалом резиновыми диафрагмами 6. Из электросети через электровыключатель 7 электрический ток поступает через реле времени 8 в соленоид 9 реверсивного золотника 10; нри втягивании сердечника соленоида, являющегося продолжением плунжера золотника, плунжер открывает доступ сжатому воздуху из промыщленной сети через водоотделитель 11 в воздушную полость 4 камеры 2. Попавший в полость 4 сжатый воздух давит на диафрагму 6, которая передает усилие
абразивному материалу, находящемуся в полости 5 камеры 2. Абразивный материал под давлением поступает через шланги 12 к обрабатываемым трубкам / и, нройдя через их полость, попадает в полость 5 камеры 3. По истечении времени, заданного реле времени 8, происходит переключение его контактов, соленоид 9 отключается и ток из сети поступает в соленоид J3. Последний переключает плунжер золотника 10 и открывает доступ воздуха в воздушную полость 4 камеры 5, одновременно сообш;ая воздушную полость 4 камеры 2 с атмосферой. Абразивный материал получает движение в обратном направлении. Выход отработанного воздуха в атмосферу показан стрелкой 14.
При нейтральном положении плунжера золотника 10 воздушные полости 4 камер 2 и 3 сообшены с атмосферой.
Предмет изобретения
1.Способ очистки и полировки внутренней новерхности труб по авт. св. № 95612, отличаюшийся тем, что, с целью предотвраш.ения образования задиров и царапин на обрабатываемой поверхности трубы, в качестве абразивного материала, продавливаемого сжатым воздухом через полость трубы, применяют масло с абразивным порошком.
2.Устройство для осуш;ествления способа по п- 1, отличающееся тем, что, с целью предотвращения потерь абразивного материала, пневматическая полость отделена от него упругой диафрагмой.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕНТОЧНОШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ НАРУЖНОЙ ПОВЕРХНОСТИ ДЛИННОМЕРНЫХ ИЗДЕЛИИ | 1973 |
|
SU395239A1 |
| Способ очистки и полировки внутренней поверхности труб | 1952 |
|
SU95612A1 |
| Автоматический воздушный однопроводной тормоз | 1925 |
|
SU20129A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2203754C2 |
| Приспособление к воздушному автоматическому тормозу системы Вестингауза, предназначенного для ступенчатого торможения и отпуска, с возможностью прямого торможения из главного воздухопровода | 1925 |
|
SU28515A1 |
| Гидравлический домкрат, преимущественно для подъема автомобилей | 1959 |
|
SU132390A1 |
| Порошковый питатель | 1985 |
|
SU1389870A2 |
| Защитный клапан для пневматических систем транспортных средств | 1984 |
|
SU1174305A1 |
| ПНЕВМАТИЧЕСКИЙ ГЛУБИННЫЙ НАСОС | 1964 |
|
SU164795A1 |
| Электропневматический воздухораспределитель | 1960 |
|
SU133912A1 |
//Ж
ЗДР
« ff
