Изобретение относится к обработке материалов давлением, а именно к способам изготовления труб, преимущественно тонкостенных, предназначенных для производства мебели и других товаров бытового назначения.
В настоящее время представляют интерес способы и устройства, обеспечивающие получение труб с высокой степенью чистоты наружной поверхности. Однако существующие способы отделки труб требуют больших трудозатрат.
Известен способ обработки поверхности труб (авт. свид. СССР 1104760, МКИ В 24 В 5/12), при котором готовую трубу перемещают поступательно прямолинейно и обрабатывают ее шлифовальными абразивными кругами. При этом шлифовальные круги совершают сложные движения с вращением резания ω1 и скоростью обкатывания ω2.
Известно устройство для осуществления описанного способа (авт. свид. СССР 1104760, МКИ В 24 В 5/12), состоящее из вращающейся центральной гильзы, четырех расположенных в ней шпиндельных гильз с шлифовальными шпинделями, на которых укреплены абразивные круги. На шпиндельных гильзах жестко закреплены зубчатые колеса. Шпиндели установлены в шпиндельных гильзах эксцентрично их осям.
В данном случае получение трубы и отделка наружной поверхности разорваны во времени и выполняются на различном оборудовании.
Также известен способ обработки поверхности труб, описанный в книге "Отделка профилей и труб давлением". Ю.Л. Семененко, М., Металлургия, 1972, 23 с. , согласно которому обработку поверхности трубы производят полировочными дисками, при этом трубу задают во вращающиеся в одном направлении, слегка выпуклые полировочные диски, несколько выше центров дисков, затем защемляют и полируют. Труба предварительно калибруется во вращающихся дисках, сообщающих ей вращение и поступательное перемещение, и правится во втулках.
Устройство для осуществления этого способа представляет собой приводные диски для калибровки и полировки, закрепленные на консолях валов фланцевых электродвигателей.
Недостатками описанных способа и устройства являются:
- дополнительные затраты на специальное оборудование для отделки трубы, так как отделка производится отдельно после изготовления ее;
- неудовлетворительное качество отделки, так как полировка осуществляется за счет проскальзывания поверхности диска относительно поверхности трубы за счет разности скоростей, что не исключает царапины, задиры.
Наиболее близким к заявляемому является способ изготовления труб, описанный в книге "Техника прокатного производства", А.П. Грудев, А.Ф. Машкин, М.И. Ханин, М.: Арт-"Бизнес-центр", Металлургия, 1994 г., 656 с., заключающийся в том, что последовательно гнут штрипс, свертывают его, сваривают, формообразовывая трубу, калибруют ее, правят и режут.
Наиболее близким к заявляемому устройству является устройство для изготовления труб, описанное в книге "Техника прокатного производства", А.П. Грудев, А.Ф. Машкин, М.И. Ханин, М.: Арт-"Бизнес-центр", Металлургия, 1994 г., 656 с. Это устройство представляет собой трубосварочный стан, содержащий последовательно расположенные клети - гибочную, формовочную, сваривающую, калибровочную, а также клети правки и резки.
Известные способ и устройство позволяют получить трубу, однако не предусматривают обработку ее наружной поверхности.
Задачей предлагаемых изобретений является расширение технологических возможностей трубосварочного стана за счет обеспечения качественной обработки наружной поверхности трубы путем выполнения дополнительной операции в уже существующей последовательности и введения дополнительной клети в линию стана.
Поставленная задача решается тем, что в способе изготовления труб, при котором последовательно гнут штрипс, свертывают его, сваривают, формообразуя трубу, калибруют ее и правят, дополнительно перед правкой трубу пропускают через фильеру со степенью деформации, равной 4-7%. Поставленная задача решается также тем, что в устройстве для изготовления труб, содержащем последовательно расположенные гибочную клеть, формовочную, сварочную, калибровочную, правильную, согласно изобретению, перед правильной клетью установлена дополнительная клеть, снабженная фильерой, выполненной из высокопрочной технической керамики, с углом заходного конуса, равным 5-10o, и установленной в обойме с относительным натягом, равным 0,2-0,4%.
Именно введение дополнительной клети в известное устройство, размещенной перед правильной клетью, и снабжение ее фильерой, выполненной из высокопрочной технической керамики, позволяет, согласно способу, продавливать трубу через фильеру с определенной степенью деформации и тем самым обеспечивает достижение цели изобретений. Это позволяет сделать вывод о том, что заявляемые изобретения связаны между собой единым изобретательским замыслом.
Выбор степени деформации, а именно 4-7%, обусловлен тем, что при большей степени деформации возможны потеря устойчивости трубы, а также пробуксовка валков предыдущей клети. А величина деформации меньше минимального значения граничит с упругой областью. Пределы степени деформации определены опытным путем.
Кроме того, место расположения дополнительной клети позволяет в некоторых случаях исключить калибровочную клеть. Так, новая клеть либо калибрует и выглаживает наружную поверхность трубы, либо дополнительно калибрует (корректирует) и выглаживает наружную поверхность трубы. При этом в заявляемом решении предложен материал для фильеры и указан угол заходного конуса, параметры которого выбраны из условия обеспечения минимального силового режима, так как величина усилия деформации в зависимости от ее степени и угол воронки фильеры связаны между собой.
Величина натяга 0,2-0,4% при бандажировании фильеры выбрана опытным путем, при меньшей величине натяга возможно разрушение фильеры при эксплуатации.
Следует подчеркнуть, что предлагаемые технические решения позволяют совместить процесс отделки трубы с процессом ее изготовления во времени и на существующем оборудовании. Это стало возможным благодаря усовершенствованию известного устройства и применению инструмента, позволяющего повысить качество отделки наружной поверхности трубы.
Сравнение заявляемых технических решений с прототипом позволило установить соответствие их критерию "новизна". А приведенная совокупность существенных признаков заявляемых способа и устройства является достаточной во всех случаях, на которые распространяется объем правовой защиты, так как решает поставленную задачу.
Способ изготовления труб осуществляют с помощью устройства, представленного на фиг.1 и 2.
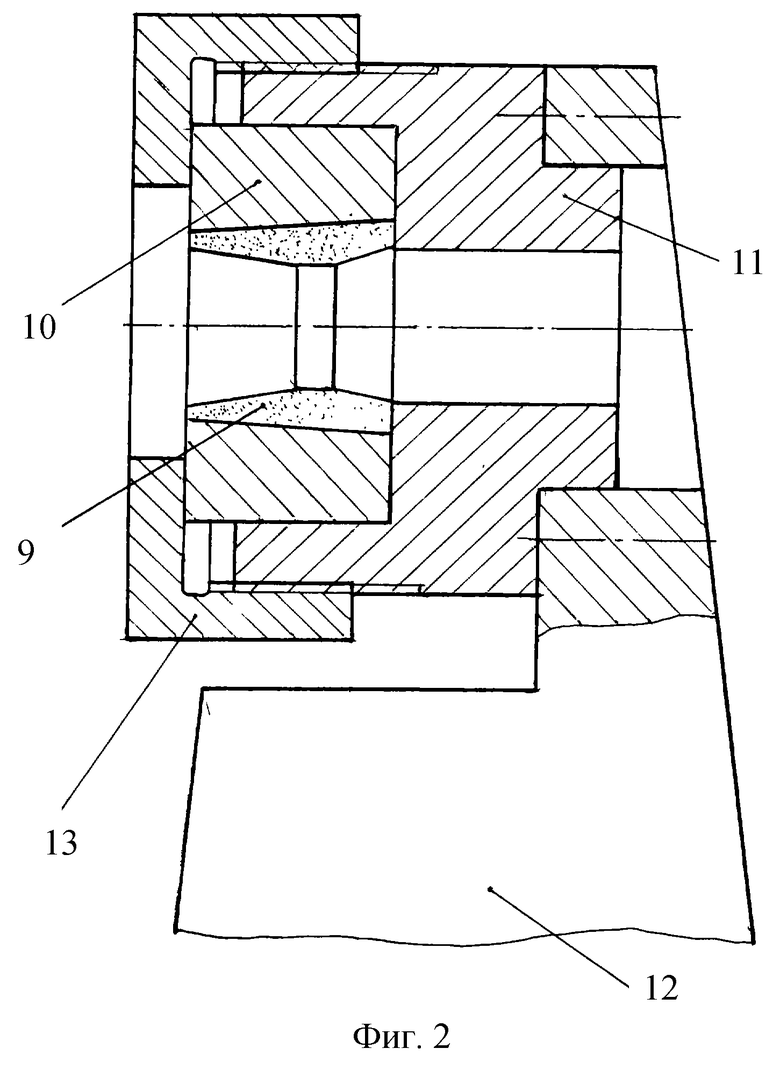
На фиг.1 приведена схема заявляемого устройства.
На фиг.2 показана дополнительная клеть с фильерой.
Устройство для изготовления труб содержит гибочную клеть 1 (фиг.1), формовочные клети 2 и 3, сваривающую клеть 4, калибровочные клети 5 и 6 и клеть для правки трубы 7. Между последней калибровочной клетью 6 и правящей клетью 7 установлена клеть 8 для выглаживания трубы, содержащая фильеру 9 (фиг. 2), выполненную из высокопрочной технической керамики, изготовленной, например, на основе диоксида циркония (ZrО2), угол заходного конуса которой равен 5-10o, при этом фильера установлена в обойме 10 с относительным натягом, равным 0,2-0,4% от диаметра фильеры. Обойма 10 с фильерой 9 установлена в корпусе 11 (фиг.2), закрепленном в раме 12, при помощи гайки 13. В промежутке между приводными валками клетей 1 и 2, 2 и 3, 4 и 5, 5 и 6 установлены клети с неприводными валками 14.
Диоксид циркония отличается высокими значениями прочности и трещиностойкости, повышенной твердостью, ударной вязкостью, низкой теплопроводностью, химической и коррозийной стойкостью, отсутствием сродства с металлами, что обеспечивает работу фильеры без применения смазки, изготовленной из ZrО2, и высокое качество отделки поверхности трубы, так как практически исключаются задиры из-за схватывания материала трубы с материалом инструмента.
Проведенные нами сравнительные испытания в линии трубосварочного стана американской фирмы RAFTER показали, что при выглаживании трубы с использованием фильеры из твердого сплава ВК6М происходило налипание металла на фильеру после прессования 10-12 м трубы. При использовании керамической фильеры, после отделки 10000 м трубы отсутствовали какие-либо признаки ее износа, при этом поверхность фильеры оставалась зеркальной, а качество обработанной наружной поверхности трубы было превосходным.
| название | год | авторы | номер документа |
|---|---|---|---|
| Механизированная линия для изготовления электросварных труб | 1979 |
|
SU1808436A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОСВАРОЧНЫХ АГРЕГАТАХ | 2007 |
|
RU2351423C2 |
| ВАЛКОВЫЕ КАЛИБРЫ АСИММЕТРИЧНОЙ ФОРМОВКИ ТРУБНОЙ ЗАГОТОВКИ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2002 |
|
RU2218224C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОСВАРОЧНЫХ АГРЕГАТАХ | 2010 |
|
RU2412016C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ ИЗДЕЛИЙ И ЛИНИЯ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2122910C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОСВАРОЧНЫХ АГРЕГАТАХ | 2010 |
|
RU2465084C2 |
| Трубоэлектросварочный стан | 1986 |
|
SU1373460A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРУБ НА НЕПРЕРЫВНЫХ ТРУБОСВАРОЧНЫХ АГРЕГАТАХ | 2013 |
|
RU2540057C1 |
| Способ производства сварных труб | 1986 |
|
SU1433521A2 |
| Непрерывный трубосварочный агрегат | 1975 |
|
SU590033A1 |
Изобретение относится к обработке металлов давлением, а именно к способам изготовления труб. Способ изготовления труб включает в себя операции гибки заготовки, формовки, сварки, калибровки и правки. Перед правкой трубу пропускают через фильеру со степенью деформации, составляющей 4-7%. Устройство для изготовления труб содержит последовательно расположенные гибочную клеть, формовочную, сварочную, калибровочную и правильную. Перед правильной клетью установлена дополнительная клеть, снабженная фильерой. Фильера выполнена из высокопрочной технической керамики и установлена в обойме с относительным натягом, составляющим 0,2-0,4% от диаметра фильеры. Угол заходного конуса фильеры составляет 5-10o. В результате обеспечивается расширение технологических возможностей трубосварочного стана. 2 с.п. ф-лы, 2 ил.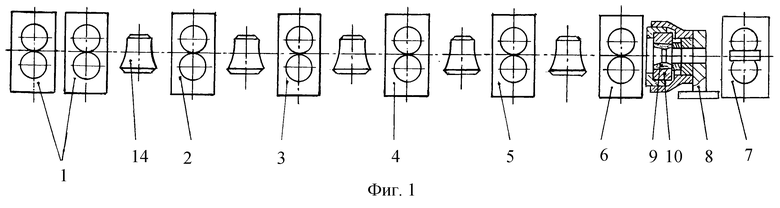
| Грудев А.П | |||
| и др | |||
| Технология прокатного производства | |||
| - М.: Металлургия, 1994, с.592 | |||
| Способ изготовления труб | 1987 |
|
SU1447467A1 |
| Многоклетьевой формовочный стан | 1962 |
|
SU177406A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ | 1999 |
|
RU2152281C1 |
| АВТОНОМНЫЙ ТЯГОВЫЙ ЭЛЕКТРОПРИВОД | 1995 |
|
RU2093378C1 |
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |

