Изобретение относится к обработке металлов давлением, может .быть использовано для горячей штамповки труднодеформируемых сплавов в изотермических условиях с использованием эффектов сверхпластичности и является усовершенствованием штампа по авт. св. № 462648.
Цель изобретения - снижение энергозатрат путем исключения потерь тепла.
На чертеже изображен штамп (слева - в исходном положении перед штамповкой, справа - в момент окончания штамповки).
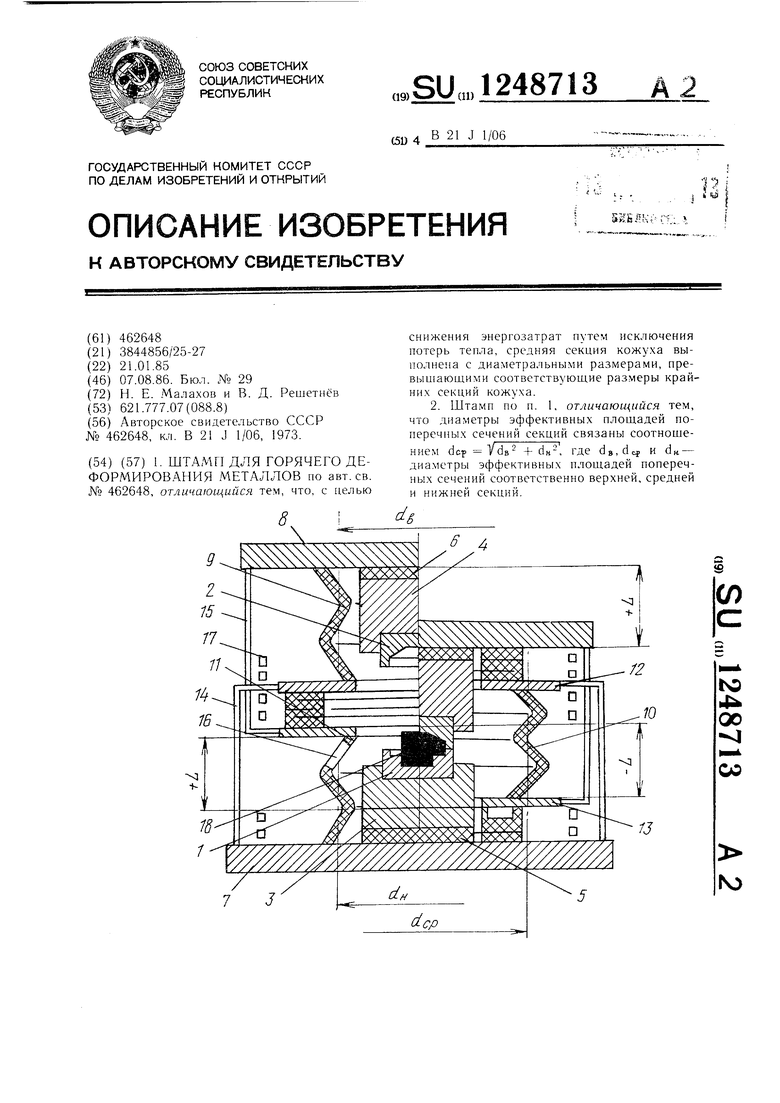
Штамп состоит из матрицы 1, пуансона 2, которые размещены соответственно на неподвижном матрицедержателе 3 и подвижном пуансонодержателе 4 и через теплоизоляционные пластины 5 и 6 соединены с нижней неподвижной плитой 7 и верхней подвижной плитой 8. Имеется также теплозащитное ограждение, выполненное в виде трех гофрированных кожухов в форме секций-сильфонов 9-11, изготовленных из легких, мягких, легкообрабатываемых материалов (например, кремнеземных плит, стеклоткани, стекловаты). В местах стыка секции сильфоны связаны опорными кольцами 12 и 13, которые соединены тягами 14 и 15 со штамповыми плитами. В нижней секции- сильфоне 11 теплозащитного ограждения имеется загрузочно-разгрузочное отверстие 16 для установки заготовок в штамп и удаления готовых поковок. Нагрев и поддержание изотермических условий в рабочей зоне штампа осуществляется индукционным нагревателем 17.
Штамп работает следующим образом.
Обрабатываемая заготовка 18 вводится в рабочее нагретое пространство штампа через отверстие 16, расположенное в стенке нижней секции-сильфона II теплозащитного ограждения. При этом верхняя штампо- вая плита 8 находится в крайнем верхнем положении, верхняя 9 и нижняя 11 секциисильфоны теплозащитного ограждения растянуты, а средняя секция-сильфон 10 сжата опор::ыми кольцами 12 и 13. При включении пресса подвижная плита 8 с закрепленными в ней пуансонодержателем 4, пуансоном 2 и тягой 15 с кольцом 13, опускаясь, сжимает верхнюю секцию-сильфон 9 теплоизоляционного ограждения и нижнюю секцию- сильфон 11, вытесняя при этом воздух в полость растягиваемой между опорными кольцами 12 и 13 средней секции-сильфона 10.
Поскольку диаметральные габариты средней секции-сильфона 10 больше диаметральных габаритов верхней и нижней секций- сильфонов 9 и 11, то при равной величине хода (деформации всех трех секций) L увеличение объема полости средней секции- сильфона 10 .может полностью компенсировать уменьшение объемов обеих сжимаемых секций-сильфонов: верхней 9 и нижней 11.
0 Складки гофр нижней теплозащитной секции-сильфона 11 в это вре.мя перекрывают отверстие 16, препятствуя доступу холодного атмосферного воздуха в зону штамповки. По окончании штамповки во время холостого хода вверх подвижной плиты 8 верхняя 9
5 и нижняя 11 секции-сильфоны теплозащитного ограждения растягиваются, увеличивая объем своих полостей, а средняя секция-сильфон 10 сжимается, уменьшая объем своей внутренней полости на эквивалентную величину, компенсирующую суммарное увеличение объема верхней и нижней секций-сильфонов. В результате при любых перемещениях подвижной штамповой плиты 8 рабочий объем штампа, охваченный секционным теплозащитным кожухом, остается постоян- ным и вследствие этого отсутствует подсос ненагретого атмосферного воздуха в зону штамповки и, следовательно, резко снижается возможность подстуживания инструмента и заготовки.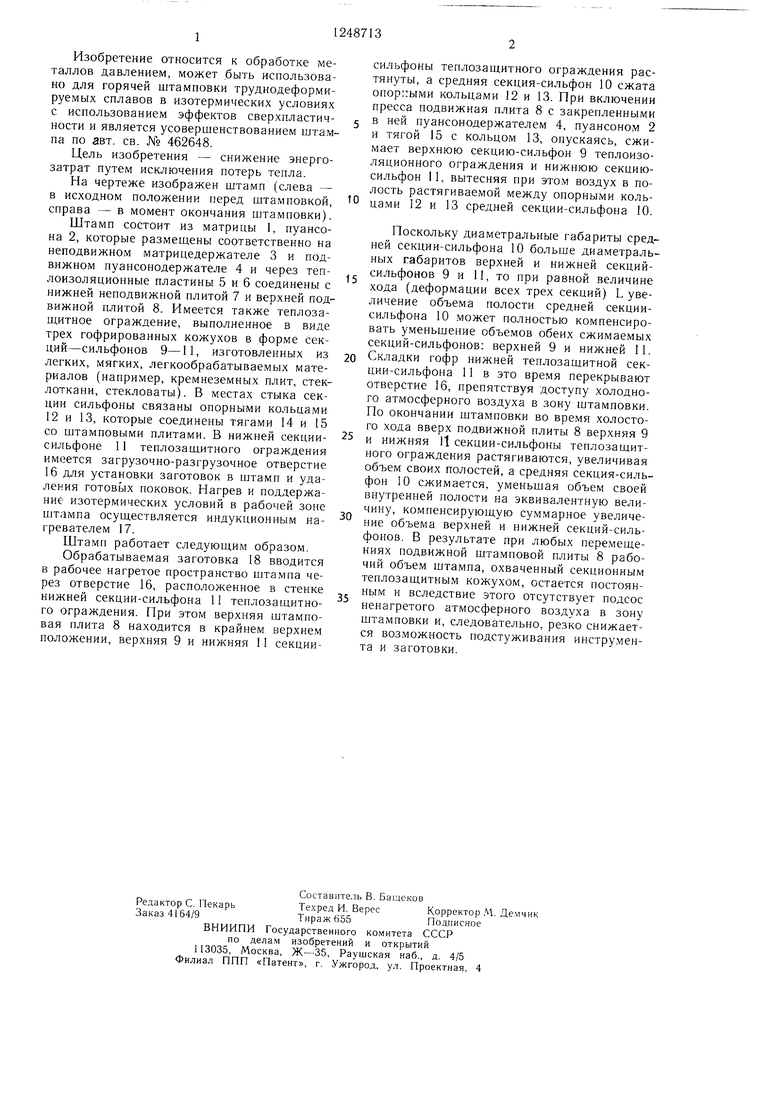
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для горячей изотермической штамповки | 1979 |
|
SU871984A1 |
| Штамп для горячего,преимущественно изотермического деформирования | 1977 |
|
SU721235A1 |
| Штамп для закрытой объемной изотермической штамповки | 1982 |
|
SU1129007A1 |
| Штамп для закрытой объемной,преимущественно,изотермической штамповки | 1982 |
|
SU1127679A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ РЕБРИСТЫХ ПАНЕЛЕЙ | 2012 |
|
RU2523158C2 |
| Штамп для горячего формирования металлов | 1983 |
|
SU1237298A1 |
| Устройство для штамповки в изотермических условиях | 1981 |
|
SU1026912A1 |
| Штамп для горячей изотермической штамповки | 1977 |
|
SU727304A1 |
| Штамп для горячего деформирования | 1973 |
|
SU462648A1 |
| Штамп для горячего деформирования деталей | 1982 |
|
SU1077689A2 |
| Штамп для горячего деформирования | 1973 |
|
SU462648A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
