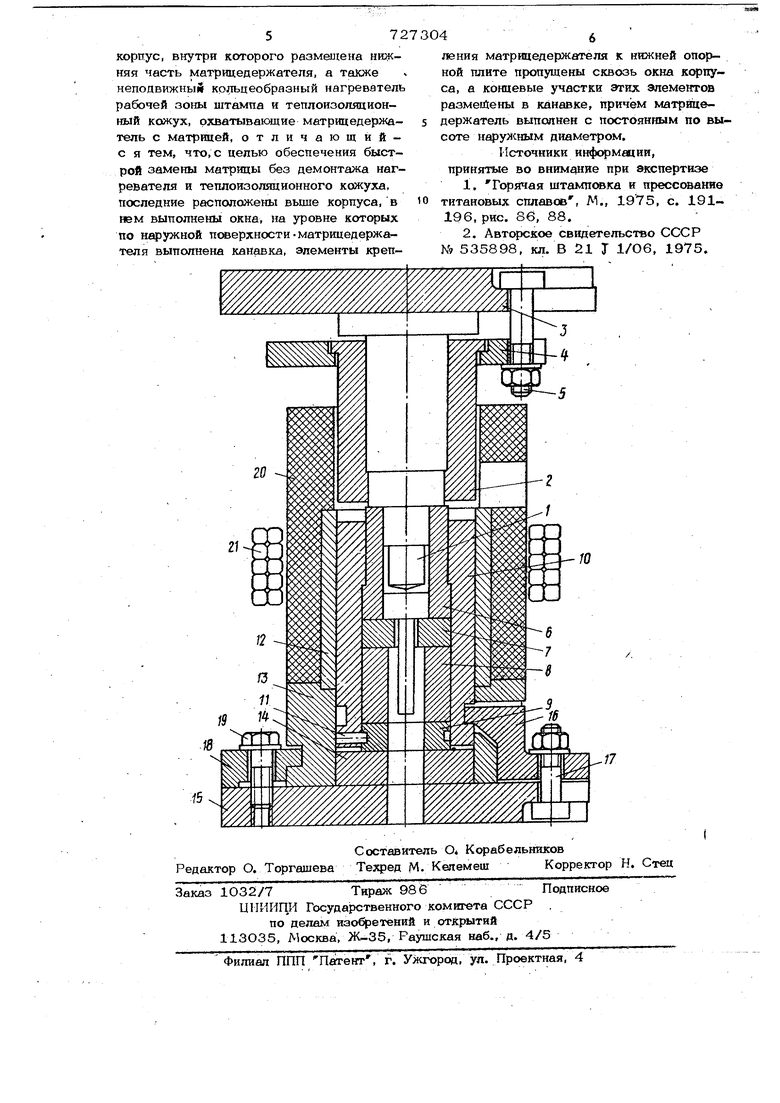
Изобретение относится к области обработки металлов давлением и моЖет быть использовано при горячей изотермической штамповке точиих поковок, преиму щественно выдавливанием. Известен штамп для горячей изотермической штамповки, содержащий опорные плитад, прикрепленные к ним штампадержатели и рабочие вставки, устанс пенные в штамподержателях посредством штифтов, a также кольлхеобразный нагреватель и теплоизоляционный кожух р. .. Конструкция иггампа, позволяет производить замену рабочих вставок без демонтажа нагревателя и теплоизоляционногх йожуха, однако не обеспечивает жесткого закрепления рабочих вставок, что ведет К низкому качеству изделий. Известен штамп для горячей изотермической штамповки, содер а1ций верхнюю н нииснтого плиты, связанные с ним посредством элементов крепления соответственно пуансонодержатель и матрицедержатепь с заплечиками, пуансон и матрицу с наружными буртами, контактир1пощими по торцам с заплечиками соответственно inyансоггодержателя и матриц од ержатедя, установленный на нимсней опорной плите корпус,внутри, которого размешена нижняя часть матрицедержателя, a также непойвижные кОлы1еофазный нагреватель рабочей зоны штампа и теплоизоляционный койсух, охватывающие матрицедержатель с матрицей J2 . Известный штамп обеспечивает жесткое закрепление пуансона и матрицы, но не позволяет производить быструю замену матрицы, поскольку для ее извлечения вместе с матрицедержателем необходимо сначала демонтировать нагреватель и теплбизоляционный кожух. Целью изобретения является обеспечение быстрой замень матрицы без демонтажа нагревателя и теплоизоляционного кон:уха. Цель достигается тем, что нагреватель и теплоизоляционный колсух расположены выше корпуса, в нем выполнены окна, на уровне которых по наружной поверхности матр1й1едержателя вьшолнена канавка, элементы крепления матрицедержателя к нижней опорной плите Т:$5Ш5ш1ёШ сквозь окна корпуса, а концевые, учйстки этих элементов размещены в Канавке, причем матрицедержателъ Выполнен с посто;янным по высоте наружным диаметром. На чертеже показан штамп в сомкнутом положении, вертикальный разрез. Штамп содержит пуансон 1, который совместно с пуансододержателем 2 прижат к верхней опорной плите 3 при 1симны кольцом 4 и закреплен болтами 5. Опорная плита 3 постоянно закреплена на ползуне пресса. Матрица 6 и кольцевые прог ставки 7,8 и 9 вкгесте с матридедержателем 10, в котором они зафиксированы стопорными пальцами 11, вставлены в муфель 12. Нижняя часть матрщедержателя 1О размещена в корпусе 13, Детали 6-10 прижаты BKtecTe с подштамповой плитой 14 к нижней опорной плите 15 прижимами 16 и закреплены болтами 17. При этом придсимы 16 .(элементы крепления матрицедержателя к опорной плите) в Количестве трех штук пропущены сквозь окнй, выполненные, например, под углом 120 по окружности в корпусе 13, который постоянно закреплен на нижней опорной плите 15 прихватами 18 и болтами 19, а сама опорная плита 15 постоянно закреплена на столе пресса. Наружная П(ерхность матрицедержателя 10 выполнена в виде прямого цилиндра, на урсявне окон корпуса 13 по наружной псеерхности матрицедержателя 10 в йполнена канавка, в которой размешены концевые участки прижимов 16, Выше корпуса 13 расположены неподвиисно смонтированные теплоизоляционный кан;ух 20 и копьцеоб разный нагреватель рабочей зоны в виде ШадукГора 21.л Таким образом, крепежные детали 4, 5, 16 и 17 распйпожены выше и ниже 8ОНЫ высоких рабочих температур. Замена рабочих элементов в штампе производится следуюшим образом. . Когда Ползун пресса находится в верх нем положении, освобождают болты 5 и сжимают пуансон 1 с пуансонодержйтеле 2 и прижимным кольцом 4, Затем dcBibбоакдают болты 17 и снимают вместе с прияшмами 16. После этого матрица 6, кольцевые проставки 7,8,9, зафиксирован ные пальцами 11 в матрицедержателе 1О ёместе с ним извлекают из муфеля 12 и 7 44 корпуса 13 движением ползуна пресса верх с помощью специальных .захватов, крепяшихся к пазам плиты 3 и матрицедерисателю 10 (место крепления захватов к матрицедержателю на чертеже не показано). Установка сменных частей штампа производится в обратном порядке. Когда ползун пресса находится в верхнем положении, в корпус 13 и муфель . 12 устанавливают матрицедерлсатель 1О с матрицей 6 и кольцевыми проставками 7,8,9, зафиксированными пальцами 11. Затем в Матрицу 6 вставляют пуансон с надетым на него пуансонодержателем 2 и прижимным кольцом 4. После этого ползун пресса опускают и производят закрепление взаимосцектрированных сменных частей штампа на опорных плитах 3 и 15 болтами 5, 17 и приясимами 16. Эту операцию производят в сомкнутом положении штампа, тюказаннрм на чертеже, когда пуансон 1 своей направляюшей частью полностью вставлен в матрицу 6. Работает штамп следуюшим образом. В матрицу 6 укладывают нагретую заготовку, пуансонокс 1 производят штамповку, при этом пуансон и матрица нагреты дту температуры дeфop aции заготовки, т.е. штамповка производится в изoтep IИчecкиx условиях. По окончании процесса отштампованную поковку извлеJMOT из матрицы выталкивателем. Таким образом, размешение элементов крепления Матрицы и матрицедерлсателя вне зоны рабочих температур позволяет осуществить быструю их замену без демонтаЖа нагревателя и теплоизоляционного кожуха, что повышает производительность труда и удобно в эксплуатации штампа при сохранении жесткого закрепления пуансона и матрицы, т.е. без снижения точности штамповки. Формула изобретения Штамп для горячей изотермической штампдаки преимущественно- выдавлива- , нием, содержаший верхнюю и нижнюю опорные плиты, связанные с ним посредством Элементов крепления соответственно пуаНсоНодержатель и матрицедер 1сатель с ЭаплЕчикаМи, пуансон и матрдау с наружными буртами, контактирующими по торцам с заплечиками соответственно пуансонодёрЖатеЛя и матрицедержателя, установленный на нижней опорной плите
| название | год | авторы | номер документа |
|---|---|---|---|
| Матричный блок | 1981 |
|
SU984613A1 |
| Устройство для изотермической штамповки | 1989 |
|
SU1660822A1 |
| Штамп для горячего,преимущественно изотермического деформирования | 1977 |
|
SU721235A1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| Штамп для закрытой объемной,преимущественно,изотермической штамповки | 1982 |
|
SU1127679A1 |
| Устройство для штамповки полых изделий с наружным фланцем | 2019 |
|
RU2721340C1 |
| Штамп для пробивки отверстий в листовых деталях | 1973 |
|
SU471928A1 |
| Штамп для горячего деформирования металлов | 1985 |
|
SU1248713A2 |
| ШТАМП ДЛЯ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ С ГЛУХОЙ ПОЛОСТЬЮ (ВАРИАНТЫ) | 1998 |
|
RU2125497C1 |
| Способ штамповки полых изделий с наружным фланцем | 2019 |
|
RU2729520C1 |
