Изобретение относится к обработке металлов резанием.
Цель изобретения - расширение технологических возможностей и повышение точности обработки за счет прямолинейного направления инструмента в обрабатываемом отверстии.
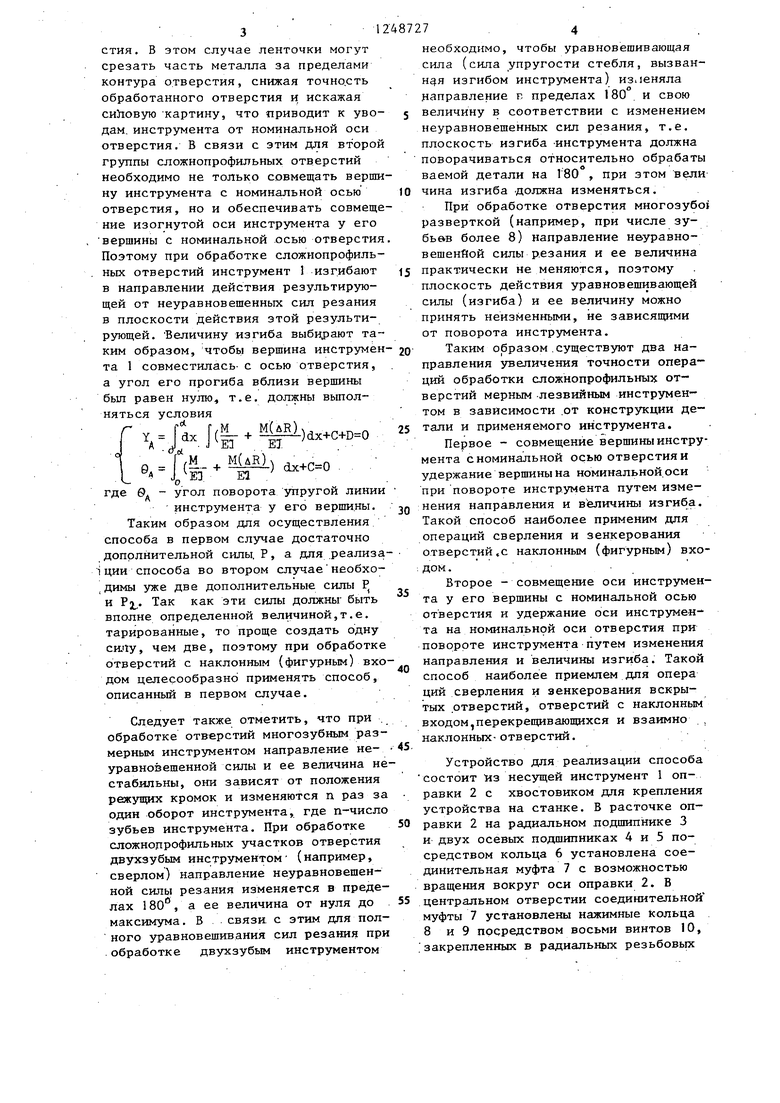
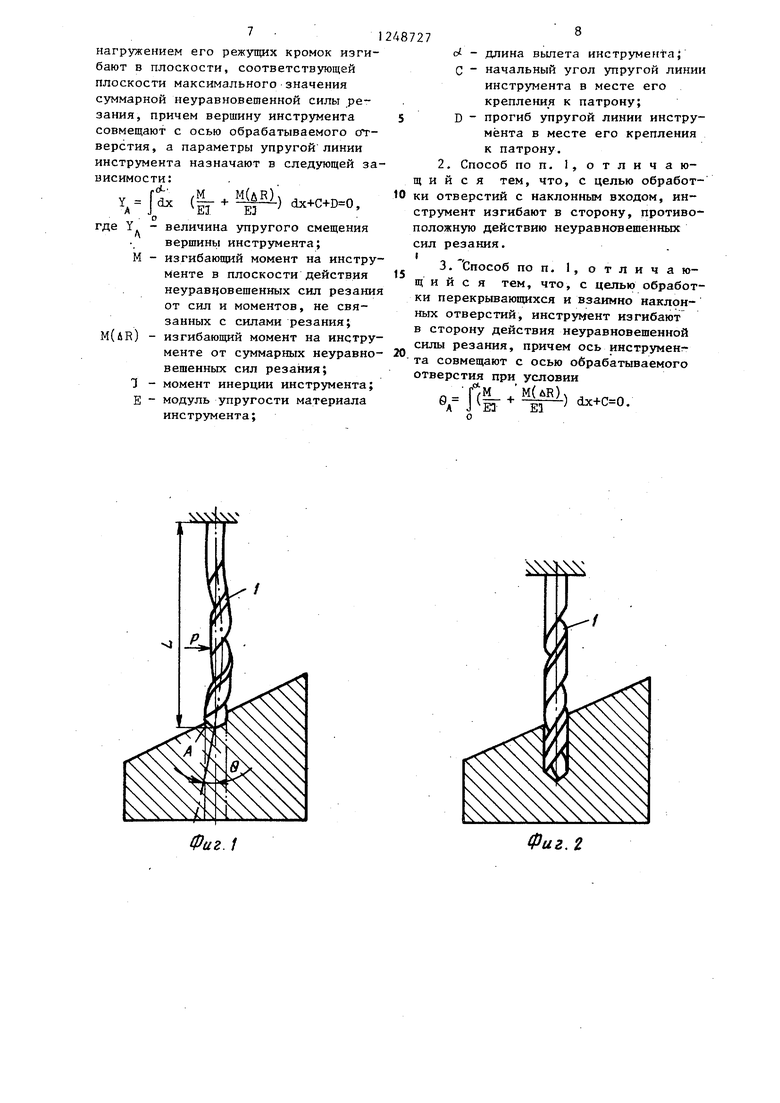
На фиг. 1 изображена схема реализации способа, отражающая форму сверла при обработке входной части отверстия с наклонным входом и установке сверла в жестком патроне; на фиг.2 - то же, при обработке основной части отверстия; на фиг. 3 - схема реализации способа при обработке отверстий с фигурным входом и установке инструмента в качающемся патроне, отражающая форму инструмента при обработке входной части отверстия; на фиг. 4 то же, при обработке, основной части отверстия; на фиг. 5 - схема реализации способа при сверлении отверстий с наклонным выходом и установке сверла в жестком патроне, отражающая форму инстрз ента при обработке основной части отверстия; на фиг. 6 - то же, при обработке выходной части отверстия; на фиг. 7 - схема реализации способа при обработке перекрещивающихся отверстий и установке инструмента в качающемся патроне, отражающая форму инструмента при обработке основной части отверстия; на фиг. 8 - то же, при входе в перекрещивающееся отверстие; на фиг. 9 - схема реализации способа при сверлении вскрытого отверстия и установке инструмента в плавающем патроне; на фиг. 10 - схема реализации способа при обработке пересекающихся взаимно наклонных отверстий и установке инструмента в плавающем качающемся патроне при обработке основной части отверстия; на фиг. II - то же, при выходе инструмента в наклонное отверстие; на фиг. 12 - устройство для обработки сложнопрофиль- ных отверстий, осевой разрез;, на фиг. 13 - разрез А-А на фиг. 12; на фиг. 14 - разрез Б-Б на фиг. 12. I
Основным фактором, снижающим точность обработки сложнопрофильных, участков отверстий, являются неуравновешенные силы резания, отжимающие инструмент от заданного положения. Для получения точности сложнопрофильных отверстий соответствующей точноти нормальных отверстий необходимо
48727 ,
уравновесить эти силы. В данном способе предлагается уравновесить силы с помощью сил упругости стебля инструмента 1, для чего необходимо изги5 бать его на такую величину, чтобы силы упругости равнялись неуравновешенным силам резания, т.е. обеспечивая совмещение вершины инструмента с номинальной осью отверстия. При обра10 ботке отверстий с наклонными (или фигурным) входом, когда калибрующая (направляющая) часть инструмента 1 еще не вошла в обработанное отверстие, достаточно всего одного
)5 условия: совмещения вершины инструмента с номинальной осью отверстия. При заходе инструмента 1 в отверстие с наклонным или фигурным входом инструмент изгибают в направлении дейст20 ВИЯ результирующей от неуравновешенных сил резания в плоскости действия зтой результирующей. Величину изгиба назначают в зависимости от величины результирующей от неуравновешенных
25 сил резания, т.е. должно выполняться условие
М M(uR) ЕЗ EG
YA
ti
dx
-) dx+C+D 0,
где 1,
cJM
прогиб вершины инструмента; длина вылета инструмента; изгибающие моменты от сил и моментов, не связанных с силами резания;
М(дК) - изгибающие моменты от неуравновешенных сил резания;
Е - модуль упругости материала инструмента;
1 - осевой момент инерции сечения инструмента;
С - начальный угол упругой линии инструмента в месте крепления его к патрону;
D - прогиб инструмента в месте крепления его к патрону.
При обработке второй группы сложнопрофильных отверстий (вскрытых, с наклонным выходом и т.д.), когда при возникновении неуравновешенных сил резания калибрующая (направляющая) часть инструмента 1 уже находится в обработанной части отверстия, как и в первом случае, необходимо совмещать вершину инструмента с номинальной осью отверстия. Но в этом случае, если не ограничить угол поворота упругой линии инструмента у его вершины0„
то ленточки инструмента могут
касаться стенок обработанного отверстия. в этом случае ленточки могут срезать часть металла за пределами контура отверстия, снижая точно.сть обработанного отверстия и искажая картину, что приводит к уво- 5 дам. инструмента от номинальной оси отверстия, В связи с этим для второй группы сложнопрофильных отверстий необходимо не только совмещать вершину инструмента с номинальной осью 10 отверстия, но и обеспечивать совмещение изогнутой оси инструмента у его вершины с номинальной .осью отверстия. Поэтому при обработке сложнопрофильных отверстий инструмент 1 изгибают 15 в направлении действия результирующей от неуравновешенных сил резания в плоскости действия этой результирующей. Величину изгиба таким образом, чтобы вершина инструмен- 20 та 1 совместилась- с осью отверстия, а угол его прогиба вблизи вершины был равен нулю, т.е. должны выполняться условия
Г .. f f,M 2S
jiij.
vbl
ЕЗ
;.-i(|f)
где 0д - угол поворота упругой линии
инструмента у его вершины. Таким образом для осуществления способа в первом случае достаточно дополнительной силы. Р, а для реализа- дни способа во втором случае необхо- ДИМЫ уже две дополнительные силы Р и Р2. Так как эти силы должны быть вполне определенной величиной,т.е. тарированные, то проще создать одну CR ly, чем две, поэтому при обработке отверстий с наклонным (фигурным) входом целесообразно применять способ, описанный в первом случае.
Следует также отметить, что при . обработке отверстий многозубным размерным инструментом направление не- уравновешенной силы и ее величина нестабильны, они зависят от положения режущих кромок и изменяются п раз за один оборот инструмента, где п-число зубьев инструмента. При обработке сложнопрофильных участков отверстия двухзубым инструментом (например, сверлом) направление неуравновешенной силы резания изменяется в пределах 1 so, а ее величина от нуля до максимума. В связи с этим для пол- ного уравновешивания сил резания при обработке двухзубым инструментом
30
35
40
45
50
55
5 10 15 20
S
0
5
0
5
0
5
необходимо, чтобы уравновешивающая сила (сила упругости стебля, вызван- изгибом инструмента) из.шняла направление Е пределах 180°. и свою величину в соответствии с изменением неуравновешенных сил резания, т.е. плоскость изгиба -инструмента должна поворачиваться относительно обрабаты ваемой детали на 180°, при этом вели чина изгиба должна изменяться.
При обработке отверстия многозубо разверткой (например, при числе зубьев более 8) направление неуравно- вешенйой силы р.езания и ее величина практически не меняются, поэтому плоскость действия уравновешивающей силы (изгиба) и ее величину можно принять неизменными, не зависяш 1ми от поворота инструмента.
Таким образом .существуют два направления увеличения точности операций обработки сложнопрофильных отверстий мерным -лезвийным инструментом в зависимости .от конструкции детали и применяемого инструмента.
Первое - совмещение вершины инструмента с номинальной осью отверстия и удержание вершины На номинальной.оси при повороте инструмента путем изменения направления и величины изгиба. Такой способ наиболее применим для операций сверления и зенкерования отверстий .с наклонным (фигурным) входом . Второе - совмещение оси инструмента у его вершины с номинальной осью отверстия и удержание оси инструмента на номинальной оси отверстия при повороте инструмента путем изменения направления и величины изгиба. Такой способ наиболее приемлем для опера ций сверления и зенкерования вскрытых отверстий, отверстий с наклонным входом,перекрещивающихся и взаимно . , наклонных-отверстий.
Устройство для реализации способа состоит из несущей инструмент 1 оправки 2 с хвостовиком для крепления устройства на станке. В расточке оправки 2 на радиальном подшипнике 3 и двух осевых подшипниках 4 и 5 посредством кольца 6 установлена соединительная муфта 7 с возможностью вращения вокруг оси оправки 2. В центральном отверстии соединительной муфты 7 установлены нажимные Кольца 8 и 9 посредством восьми винтов 10, .закрепленных в радиальных резьбовых
отверстиях соединительной муфты 7 и расположенных в два ряда напротив колец 8 и 9 под углом 90 друг к . другу. Кольца 8 и 9, разнесенные в осевом направлении, внутренней цилиндрической .поверхностью контактируют посредством двух цилиндрических штырей 11 с подшипниками 12 и 13. Подшипник 12 установлен на инструмен тальной втулке 1А с коническим внутренним отверстием, в котором закреплен хвостовик инструмента I, а подшипник 13 посажен на нажимную втулку 15, внутреннее отверстие которой со- ответствует диаметру направляющей части инструмента 1. Верхний торец нажимной втулки 15 оперт на державку 16 с тремя пазами. Центральный паз державки 16 надет на нижний конец инструментальной втулки 14, выполненной с площадками, расстояние между которыми равно ширине центрального паза, а в два радиальных паза, оси которых совпадают с осью цент- рального паза, установлены штыри П диаметрами, равньгми ширине радиальных пазов. Державка 16 установлена в отверстии соединительной муфты 7 с возможностью поворота. На верхнем торце инструментальной втулки 14 выполнен паз, стенки которого параллельны .площадкам нижнего конца втулки и контактируют с лысками, вьшол- ненными на центральной оси оправки 2 Сферический торец инструментальной втулки 14 оперт посредством двух колец 17 и сепаратора 18 с шариками на буртик оси оправки 2. Подшипник и нажимное кольцо 9 торцами оперты на крьш1ку 19., жестко прикрепленную к соединительной муфте 7. Снаружи на соединительную муфту посредством болта 20 и гайки 21 прикреплен хомут 22 с поводковым пальцем 23, пред назначенным для контакта с выступом корпуса зажимного приспособления {не показан).
Устройство работает следующим образом.
Предварительно инструмент 1 устанавливают таким образом, чтобы угол между плоскостью расположения штырей 11 и плоскостью расположения режущих кромок инструмента (например, сверла) был равен углуоС, который вычисляется из следзпощего соотношения:
tgct-P /P. i 0,4, где Ру - радиальная сила резания;
Р., - тангенциальная сила резания.
Затем в зависимости от максимальной величины неуравновешенных сил резания посредством винтов 10 устанавливают нажимные кольца 8 и 9 с различным эксцентриситетом е относительно центрального отверстия соединительной муфты 7 в направлении расположения штырей I1. При обработке, например сверлении, вскрытого отверстия поводковый палец 23 вводят в зацепление с выступом корпуса зажимного приспособления (не показан). Далее приводят во вращение сверло либо деталь и сообщают осевое перемещение подач. Соединительная муфта 7 посредством поводкового кольца связана с зажимным приспособлением, а инструмент 1 - с оправкой 2, поэтому соединительная муфта 7 с нажимными кольцами 8 и 9 вращаются относительно инструмента 1, инструментальной втулки 14 и державки 16, В результа- те вращения указанных элементов один относительно другого инструментальная втулка 14 и нажимная втулка 15 посредством эксцентрично установленных колец 8 и 9 начинают совершать колебательные движения в плоскости расположения штьфей 11, возвращая вершину инструмента, нагруженного неуравновешенной силой резания, на ось обрабатываемого отверстия. Поводковый палец 23 с хомутом 22 устанавливают на соединительной муфте 7 таким образом, чтобы положение обрабатываемой детали, при котором возникают наибольшие неуравновешенные силы резания, приходилось на максимальное смещение инструментальной втулки 14 и нажимной втулки 15.
Формула изобретения
1 . Способ обработки сложнопрофиль- ных отверстий с возникновением неравномерного нагружения режущих кромок силами резания, при котором инструменту и детали сообщают относительные вращения и осевое перемещение, отличающий ся тем, что, с целью расширения технологических возможностей и повышения точности обработки, инструмент на участках обработки отверстия с неравномерным
нагружением его режущих кромок изгибают в плоскости, соответствующей плоскости максимального значения суммарной неуравновешенной силы резания, причем вершину инструмента совмещают с осью обрабатываемого отверстия, а параметры упругой линии инструмента назначают в следующей зависимости:
-OL
. Г (|г 1f «.
величина упругого смещения
вершины инструмента; изгибающий момент на инструменте в плоскости действия неуравновешенных сил резания от сил и моментов, не связанных с силами резания; изгибающий момент на инструменте от суммарных неуравновешенных сил резания; момент инерции инструмента; модуль упругости материала инструмента;
8
of - длина вьшета инструме гтаj С - начальный угол упругой линии инструмента в месте его крепления к патрону; D - прогиб упругой линии инструмента в месте его крепления к патрону, 2, Способ по п. 1, отличаю5
щ и и с я тем, что, с целью обработ- 10 ки отверстий с наклонным входом, инструмент изгибают в сторону, противоположную действию неуравновешенных
сил резания.
3. Способ по п. и и с
1, отличающийся тем, что, с целью обработки перекрывающихся и взаимно наклонных отверстий, инструмент изгибают в сторону действия неуравновешенной силы резания, причем ось инструмент та совмещают с осью обрабатываемого отверстия при условии
J IbJ ij

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки отверстий | 1984 |
|
SU1248728A1 |
| Способ обработки отверстий | 1983 |
|
SU1175624A1 |
| Способ механической обработки и устройство для его осуществления | 1989 |
|
SU1838047A3 |
| Устройство для обработки отверстий | 1980 |
|
SU876326A1 |
| Кондукторная втулка | 1983 |
|
SU1152719A2 |
| Устройство для сверления | 1986 |
|
SU1366317A1 |
| Устройство для сверления | 1983 |
|
SU1094678A1 |
| Кондуктор для сверления отверстий | 1984 |
|
SU1177078A1 |
| Способ обработки глубоких отверстий | 1986 |
|
SU1400794A1 |
| Способ обработки некруглых валов и отверстий и устройство для его осуществления | 1991 |
|
SU1827331A1 |



Изобретение относится к обработке резанием отверстий в деталях,имеющих сложнопрофильнуго поверхность входа и выхода инструмента. Целью изобретения является расширение технологических возможностей и повышение точности обработки за счет прямолинейного направления инструмента в обрабатываемом отверстии. Способ реализуется с помощью устройства, которое представляет собой оправку 2 с установленной в ее расточке с возможностью вращения муфтой 7. В центральном отверстии муфты эксцентрично относительно ее оси установлены кольца 8 и 9, которые устанавливают в зависимости от максимальной величины неуравновешенных сил резания. В результате вращения муфты 7 и колец 8, 9 друг относительно друга втулка 14, несущая инструмент 1, начинает совершать колебательные движения, возвращая вершину инструмента, нагруженного неуравновешенной силой резания, на ось обрабатываемого отверстия. 2 3.п. ф-лы, 14 ил. (С (Л го V Vui. 12
ЧЧУ
Фиг.
Фиг. 2
Фиг.З
ФигЛ
4VS
Фиг. 5
Фиг.Ъ
ФигЛ
Фиг. 8
фиг.З
1
Фиг. 10
Фиг. 11
20
Редактор С. Пекарь
Фиг- /«
Составитель Г, Сиротовская
Техред И.Гайдош Корректор М. Демчик
Заказ 4166/10 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
