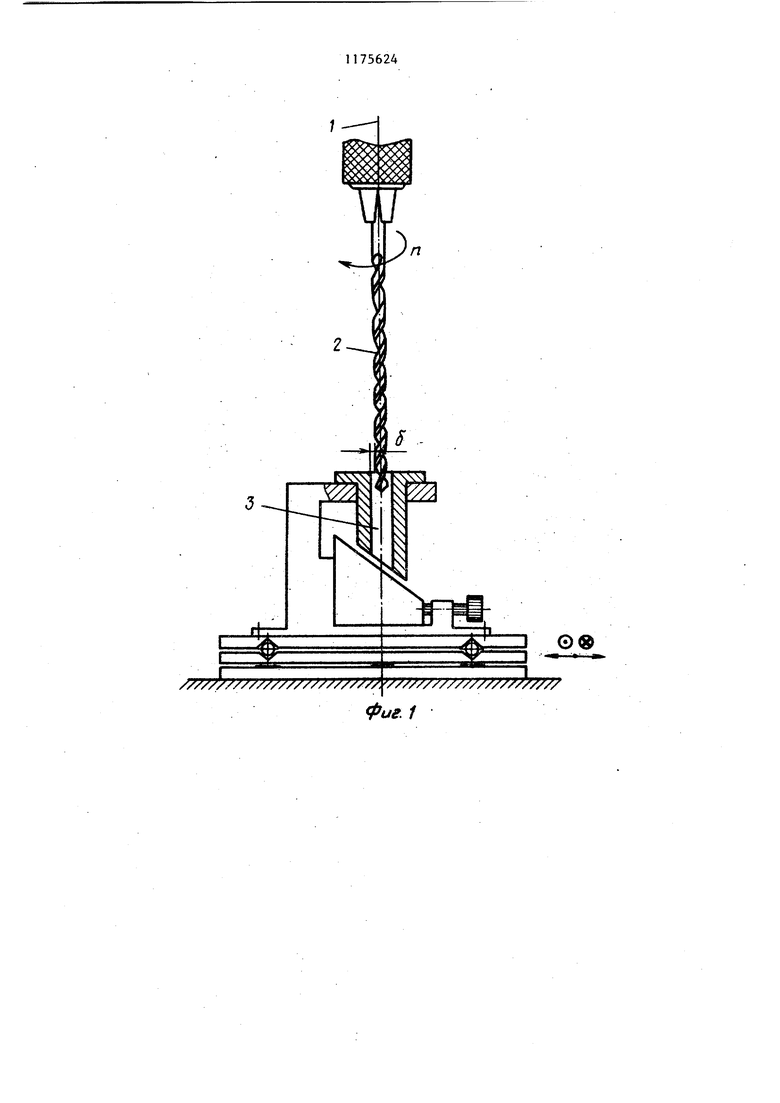
Изобретение относится к обработке металлов резанием, в частности касается обработки отверстий осевым лезвийным инструментом. Цель изобретений - повышение точности обработки за счет точного совмещения оси кондукторной втулки С осью инструмента и устранения изгиба последнего. На фиг. 1 изображена схема отно- сительного положения инструмента и кондукторной втулки после прекращения осевого перемещения инструмента на фиг. 2 - схема относительного.по ложения инструмента и кондукторной втулки в период засверливания наклонной поверхности детали. Кондукторной втулке 1 с деталью 2 сообщают две степени свободы в двух взаимно перпендикулярных напра лениях при вращающемся инструменте посредством плавающего стола 4. Во время прекращения осевого перемещения инструмента происходит вьшрямле ние его, оси 5, причем инструмент устанавливает кондукторную втулку V 1 с кондуктором и подвижным элементом плавакяцего стола 4 по оси 6 вращения шпинделя 7. При врезании инструмента в наклонную поверхность детали на сверло со стороны детали действует сила Р. Соотнественно третьему закону Ньютона со стороны сверла .на деталь действует сила, ра ная по величине Рр, но противополож ная ей по направлению. Под действие этойсилы деталь вместе с кондуктор смещается на величину зазора S межд инструментом и отверстием во втулке до касания направляющей части инртр мента с поверхностью отверстия во втулке, а инструмент при этом . остается прямолинейным. Это объясня ся тем, что сила упругости сверла больше, чем сила, препятствующая перемещению плавающего стола с кондуктором. Очевидно, что указанное я ление сохраняется и в дальнейщем пр обработке отверстия, так как образо вавщееся отверстие выполняет роль кондукторной втулки., р и м ер. Производилось свер.ление ой азцов из стали 45 размером в основании 30 ммхЗО мм с различными углами наклона засверливаемой поверхности по отношению к оси сверла (углы принимались 35, 45, 50 и 55). Базирование образцов осуществляют по двум взаимно перпендикулярным боковым сторонам. Инструмент - спиральные сверла диаметром 4,1 мм удлиненные, изготовленные из стали Р18. Сверла затачивают в специальном приспособлении. Параметры заточки , ci 12°. Режимы обработки: скорость резания ,9 м/мин; частота вращения об/мин.; подача ,04 мм/об; СОЖ:10%-ный раствор эмульсола в воде. Образцы жестко крепят в универсально сборном приспог соблении, которое в свою очередь жестко закрепляют на крестовом двухкоординатном плавающем столе размером в основании ;200 мм х 200 мм и высотой: 30 мм, причем стол снабжен щариковыми направляющими. Осуществляют предварительное совмещение оси кондукторной втулки с вершиной сверла при невращающемся инструменте, затем инструмент вводят в кондукторную втулку на величину 2-3 мм и сообщают ему вращение, После этого закрепляют плавакиций стол с кондуктором и деталью с обеспечением ему двух степеней свободы в двух взаимно перпендикулярных направлениях. Прекращают осевое перемещен ие инструмента на 1,5-2 с до точного совмещения оси кондукторной втулки с осью вращения шпинделя, которое определялось с помощью двухиндикаторов часового типа, установленных в горизонтальной плоскости, по уменьщёнию амплитуды колебаний плавающего стола с кондуктором и деталью. Осуществляют сверление отверстия, сохраняя при этом две степени свободы стола с кондуктором и деталью в процессе всей обработки, после чего фиксируют плаванлций. стол с кондуктором для снятия детали. Применение предложенного способа обработки позволяет автоматически достигнуть точную коррекцию оси кондукторной втулки с осью вращения щпинделя, что увелшчивает точность размеров получаемого отверстия в 2 раза и уменьщает позиционные отклонения в 2,5 раза.
фиг. 1
6
/ // //////////// / ///////////// ///Т/Т/////// ///////
фиг. 2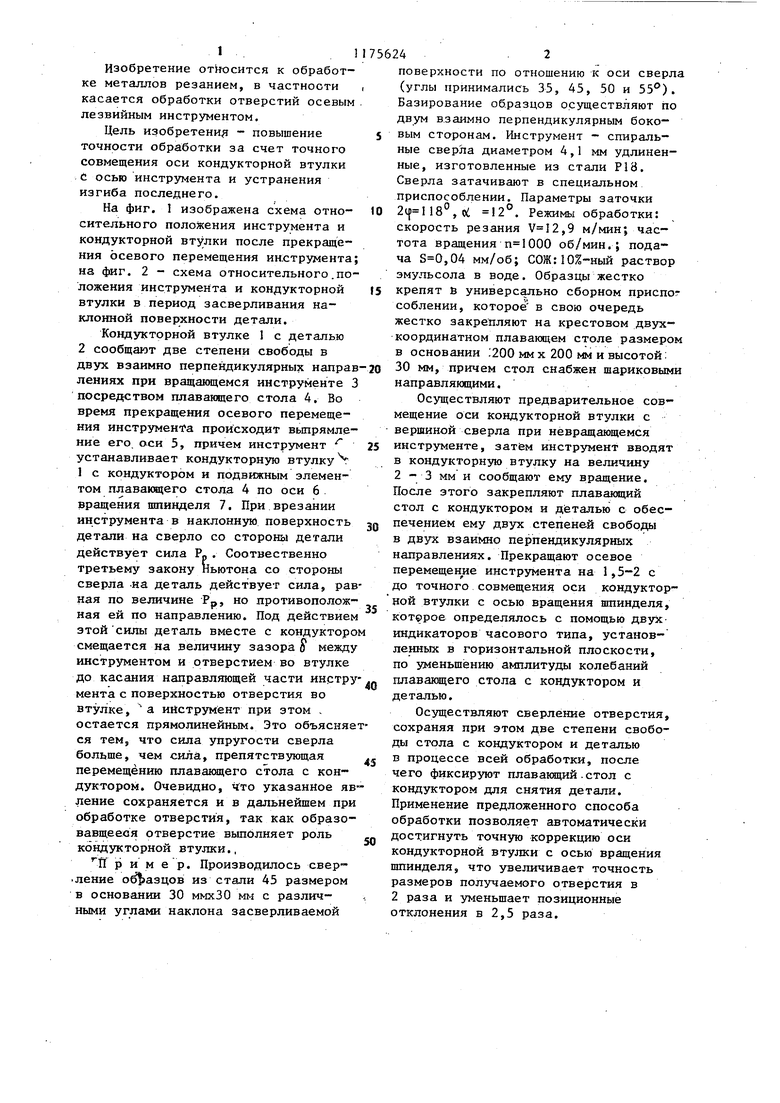
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки отверстий мерным многолезвийным инструментом | 1987 |
|
SU1710213A1 |
| Кондуктор для сверления отверстий | 1984 |
|
SU1177078A1 |
| Устройство для сверления взаимосвязанных отверстий | 1986 |
|
SU1373490A1 |
| Кондуктор для сверления отверстий | 1979 |
|
SU837602A1 |
| Способ обработки сложнопрофильных отверстий и устройство для его осуществления | 1984 |
|
SU1248727A1 |
| Способ обработки отверстий и многошпиндельная головка для его осуществления | 1986 |
|
SU1404194A1 |
| Устройство для сверления | 1986 |
|
SU1366317A1 |
| СПОСОБ ФРЕЗЕРОВАНИЯ МНОГОГРАННЫХ ОТВЕРСТИЙ | 1991 |
|
RU2009788C1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |
| Устройство для обработки отверстий | 1980 |
|
SU876326A1 |
СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ, включающий закрепление детали в кондукторе, совмещение оси кондукторной втулки с осью инструмента посредством плавающего стола, вращение и осевое перемещение инструмента, отличающийся тем, что, с целью повьопения точности обработки, вращение инструменту сообщают после совмещения его оси . с осью кондукторной втулки при вводе инструмента в последнюю, затем прекращает осевое перемещение инструмента на период, соответствукщий точному совмещению оси кондукторной втулки с осью инструмента, причем детали с кондукторной втулкой сообщают две степени подвижности в двух взаимно перпеядакулярных направлениях как в-процессесовмещения оси кондукторной .втулки с осью инструмента, так и в процессе обработки.
| Ансеров М.А | |||
| Приспособления для металлорежущих станков, Л.: Машиностроение,1975, с | |||
| Способ получения целлюлозы из стеблей хлопчатника | 1912 |
|
SU505A1 |
