{54) УСТРОЙСТВО Для ОБРАБОТКИ ОТВЕРСТИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки отверстий и многошпиндельная головка для его осуществления | 1986 |
|
SU1404194A1 |
| МЕТАЛЛОРЕЖУЩИЙ СТАНОК | 1992 |
|
RU2033914C1 |
| Устройство для сверления | 1983 |
|
SU1094678A1 |
| Способ многопроходной обработки отверстий | 1989 |
|
SU1779478A1 |
| Устройство для сверления | 1986 |
|
SU1366317A1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |
| Станок для обработки сферических поверхностей | 1980 |
|
SU889394A1 |
| МНОГОПОЗИЦИОННЫЙ СТАНОКI ВСЕСОЮЗНАЯ \ | 1973 |
|
SU381499A1 |
| Устройство для сверления взаимосвязанных отверстий | 1986 |
|
SU1373490A1 |
| Станок для изготовления гладких бус | 1977 |
|
SU768650A1 |
1
Изобретение относится к машиностроению и может быть использовано при обработке отверстий при сверлении, зенкеровании и т.д.
Известно пневматическое устройство для перемещения шпинделя сверлильного станка, представляющее собой нежесткий привод перемещения и соетоящее из пневмоцилиндра с поршнем, на конце которого установлена зубчатая рейка, входящая в зацепление с шестерней, закрепленной на одном валу с реечной шестерней перемещения шпинделя станка 1.
При работе известного устройства наличие осевых люфтов в кинематической цепи привода перемещения пиноли не исключает самбзатягивания инструмента в деталь на выходе из обрабатываемого отверстия. Известно/ что щЗи сверлении сквозных отверстий, когда сверло подходит к выходу ИЗ отверстия, сопротивление материала детали уменьшается, сверло резко опускается, захватываетбольшой слой материала и, заклиниваясь, может сломаться. Кроме того, на входе инструмента в деталь, например при обработке отверстий с наклонным входом, данное устройство не исключает
осевых колебаний шпинделя с инструIментом, обусловленных наличием зазоров в кинематической цепи подач станка. Указанные колебания снижают стойкость инструмента. В свою очередь, .повышение стойкости приводит к снижению производительности обработки.
Цель изобретения - повышение жесткости системы станок - приспособлеtoние - инструмент - деталь (СПИД) и, соответственно, повышение стойкости инструмента и производительности обработки отверстий, а именно предотвращение поломки инструмента при обработке нетехнологичных.отверстий, на15пример, с наклонным входом, неполных отверстий и т.д. и при выходе инструмента из обрабатываемой детали.
Указанная цель достигается тем,
20 что устройство для обработки отверст,ий, включающее нежесткий привод подачи шпинделя, снабжено дополнителъным приспособлением для исключения осевых колебаний, корпус которого.
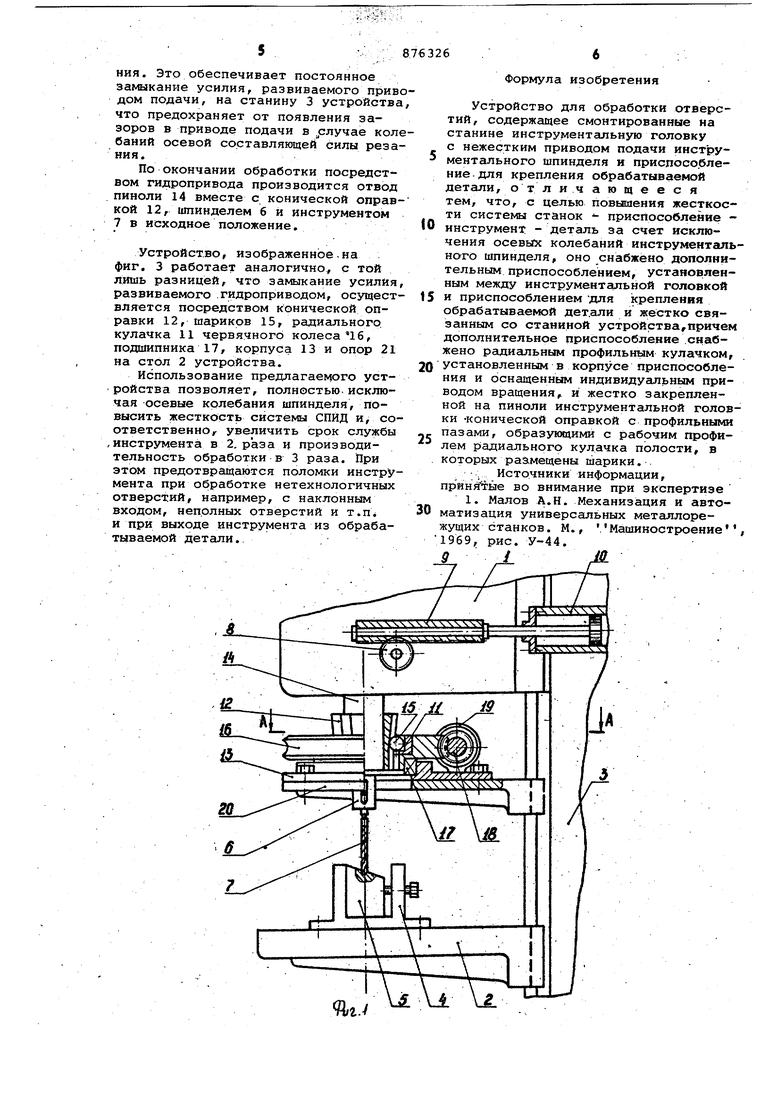
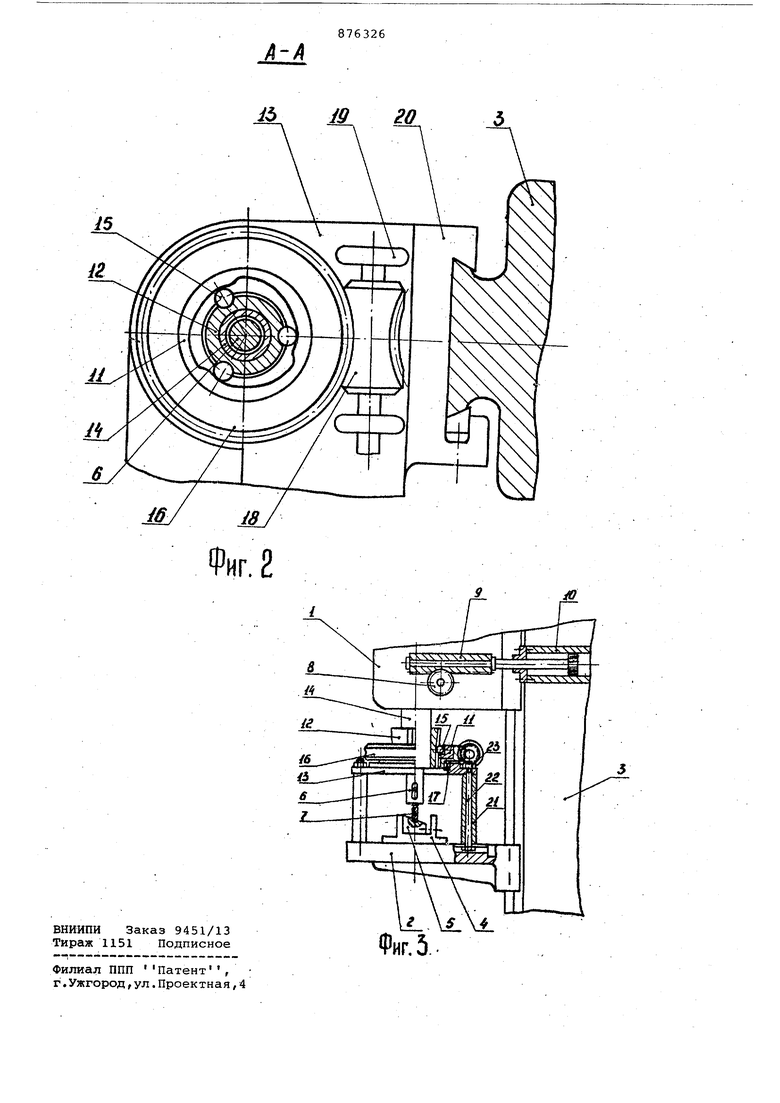
25 жестко закреплен на станке, а оправ-ка - нэ пиноли шпиндельной бабки, лри этом радиальный копир дополнительного приспособления, установленный в корпусе с возможностью вращения, выполнен в виде внутреннего профиль30ного кулачка и снабжен индивидуальны приводом, а оправка снабжена осевым профильными пазами, причем в полост образованных пазами оправки и рабоч профилем кулачка установлены шарики Такая конструкция позволяет повы сить жесткость -системы СПИД, т.е. исключить осевые колебания шпинделя с инструментом путем предварительно силового замыкания кинематической цепи подач станка. Это способствует нагружению механизма подачи до начала обработки и обеспечивает осевое перемещение шпинделя без люфтов по строго заданному закону подачи. На фиг. 1 изображено устройство для обработки отверстий, общий вид, с.закреплением дополнительного приспособления на станине; на фиг. 2- разрез А-А на фиг. 1; на фиг. 3- вариант установки дополнительно го приспособления на столе устройст ва. Устройство для обработки отвер.стий (фиг. 1) состоит из инструментальной головки 1 и стола 2, смо тированных на станине 3 и приспособления 4 для крепления обрабатываемой детали 5, жестко закрепленного на столе 2. Для осуществления перемещений инструментального шпинделя 6 с инструментом 7 инструментальная головка 1 снабжена нежестКИМ приводом, выполненным в виде, например, гидропривода, в состав которого входят шестерня 8, зубчата рейка 9 и гидроцйлиндр 10. в качестве нежесткого привода могут быть также использованы груз, пружина, пневмопривод и т.п. Для повышения жесткости системы СПИД устройство оснащено дополнительным приспособлением. Последнее снабжено радиальным профильным кулачком 11 (фиг.1 и 2) и конической оправкой 12, переходящей в цилиндрическую, причем радиальный кулачок 11 установлен в корпусе 13 и оснащен индивидуальным приводом вращения, а коническая оправка 12 жестко закреплена на пиноли 14 инст рументальной головки 1 (фиг. 1) и имеет профильные пазы, образующие с рабочим профилем радиального кула ка 11 (фиг, 1 и 2) полости, в которых размещены шарики 15. Индивидуал ный привод вращения радиального кулачка 11 может быть выполнен, например, в виде червячной передачи, сосйэящей из червячного колеса 16, установленного посредством подшипни 17 в корпусе 13 и имеющего расточку ;для крепления радиального кулачка 11, и червяка 18, установленного н корпусе 13 посредством двух опор 1 и связанного с двигателем вращател ного действия Сне показан). В зависимости от конфигурации и размеров обрабатываемых деталей и зажимного приспособления 4 корпус 13 дополнительного приспособления может жестко закрепляться либо на станину 3 (фиг. 1) посредством кронштейна 20, либо на стол 2 устройства посредством опор 21 -и болтов 22 с гайками 23 (фиг. 3). Последний вариант исполнения устройства предпочтительнее, поскольку в этом случае достигается более высокая жесткость системы СПИД. Расположение дополнительного приспособления между инструментальной головкой 1 и столом 2 выбирается в зависимости от высотных габаритов приспособления 4 и детали 5. При этом настройка устройства осуществляется так, чтобы в конце холостого хода пиноли 14, т.е. когда инструмент 7 находится над поверхностью обрабатываемой детали 5, коническая оправка 12наименьшим диаметром своей конической части опиралась через шарики 15 на рабочий профиль наименьшего радиуса радиального кулачка 11. Устройство работает следующим образом. При включении.нежесткого привода подачи пиноль 14 (фиг. 1) посредством гидроцилиндра 10, зубчатой рейки 9 и шестерни 8 совершает холостой ход вместе с закрепленной на ней конической -оправкой 12. Величина холостого хода равна длине цилиндрической части конической оправки 12. В конце холостого хода происходит силовое нагружение привода подачи за счет того, что пиноль 14 посредством своей .конической оправки 12, шариков 15, радиального кулачка 11, червячного колеса 16, подшипника 17, корпуса 13и кронштейна 20 замыкается на станину 3. Это обеспечивает выборку люфтов и зазоров в приводе подачи до начала обработки отверстия в. детали 5. Далее включается привод вращения инструментального шпинделя 6. Необходимым и достаточным условием для начала обработки отверстия является включение привода вращения радиального кулачка 11. При этом пиноль 14вместе с конической оправкой 12 под действием гидропривода и опираясь на шарики 15 опускается, так как радиальный кулачок 11, вращаясь, дает возможность шарикам 15 перемещатьхзя в радиальном направлении (от оси пиноли). Таким образом, профилем радиального кулачка 11 может задаваться любой закон рабочей подачи инструмента, в toM числе уменьшение подачи, например, врезании в поверхность детали, на выходе из детали, а также выст.ой инструмента для отвода СТРУЖКИ из обрабатываемого, отверстия. Усилие, развиваемое гидроприводом, должно быть по крайней мере на 5% больше осевой составляющей силы резания. Это обеспечивает постоянное замыкание усилия, развиваемого приводом подачи, на станину 3 устройства
что предохраняет от появления зазоров в приводе подачи в „случае колебаний осевой составляющей силы резания.
По окончании обработки посредством гидропривода производится отвод пиноли 14 вместе с конической оправкой 12, шпинделем 6 и инструментом 7 в исходное положение.
Устройство, изображенное.на фиг. 3 работает аналогично, с той лишь разницей, что замыкание усилия развиваемого гидроприводом, осуществляется посредством конической оправки 12, шариков 15, радиального, кулачка 11 червячного колеса16, подшипника 17, корпуса 13 и опор 21 на стол 2 устройства.
Использование предлагаемого устройства позволяет, полностью исключая осевые колебания шпинделя, повысить жесткость системы СПИД и, соответственно, увеличить срок службы ,инструмента в 2. раза и производительность обработки в 3 раза. При этом предотвращаются поломки инструмента при обработке нетехнологичных отверстий, например, с наклонным входом, неполных отверстий и т.п и при выходе инструмента из обрабатываемой детали.
Формула изобретения
Устройство для обработки отверстий, содержащее смонтированные на станине инструментальную головку с нежестким приводом подачи инструментального шпинделя и приспособление, для крепления обрабатываемой детали, отличающееся тем, что, с целью повышения жесткости системы станок - приспособление 0HHCTpyMeHt - деталь за счет исключения осевых колебаний инструментального шпинделя, оно снабжено дополнительным приспособлением, установленным между инструментальной головкой
5 и приспособлением для крепления обрабатываемой дет.али и жестко связанным со станиной устройства,причем дополнительное приспособление снабжено радиальным профильным кулачком, установленным в корпусе приспособле0ния и оснащенным индивидуальным приводом вращения, и жестко закрепленной на пиноли инструментальной головки -конической оправкой с профильными пазами, образующими с рабочим профи5лем радиального кулачка полости, в которых размещены шарики. .
. Источники информации, прйн5 тые во внимание при экспертизе
