Изобретение относится к обработке металлов резанием и предназначено для обработки точных по расположению осей отверстий направляемым по кондукторным втулкам осевым инструментом, имеющим сложный профиль рабочей части, например при сверлении всеми видами сверл, зенкерами, развертками и т. д.
Цель изобретения - повышение точности путем беззазорного направления инструмента диаметром 0,25-80 мм за счет увеличения количества направляющих цилиндрических роликов, в ползушках.
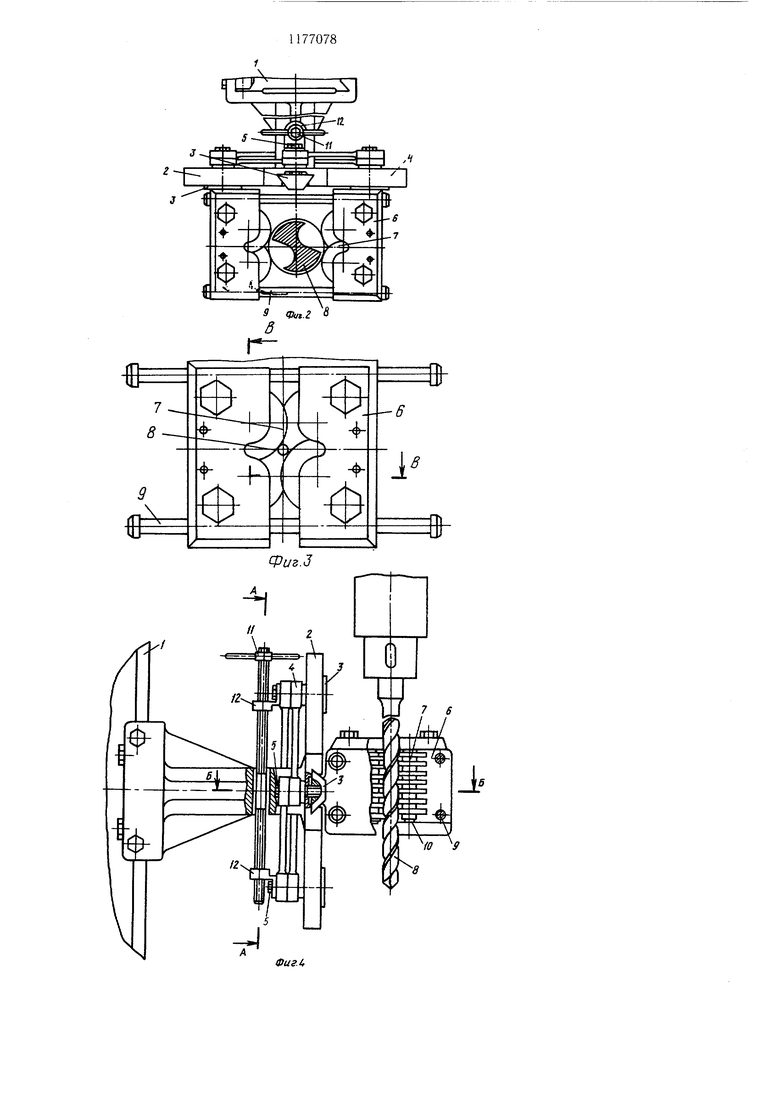
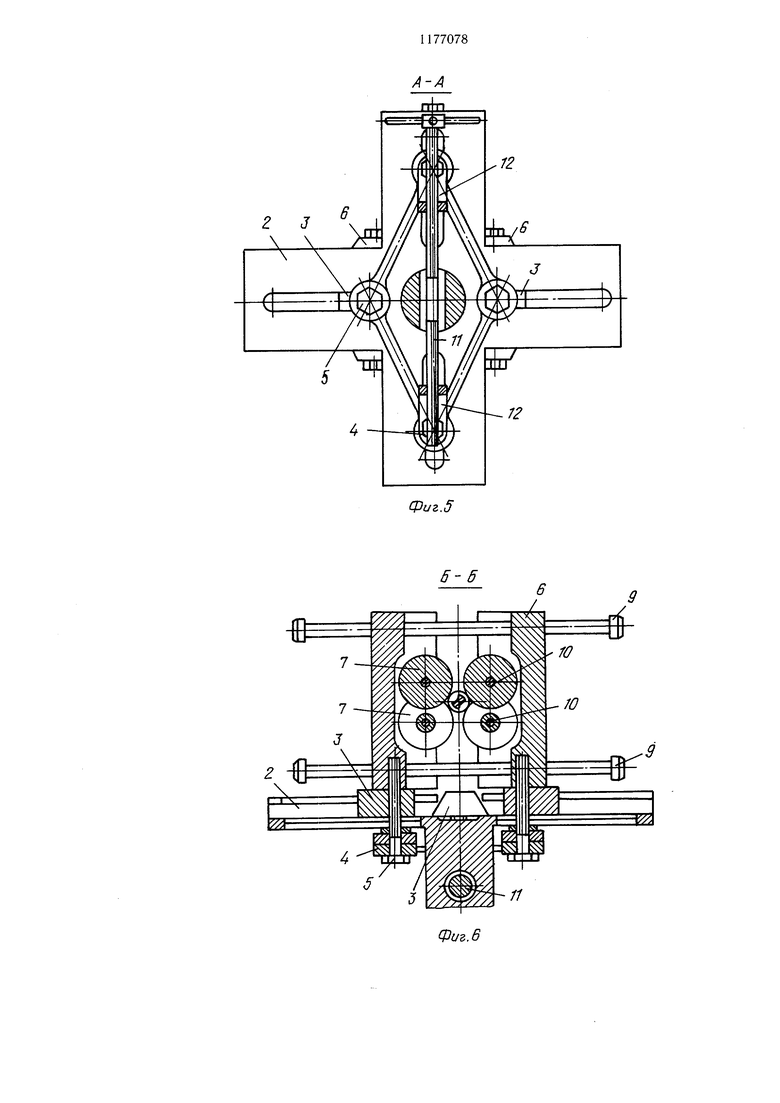
На фиг. 1 показан кондуктор, вид спереди; на фиг. 2 - то же, вид сверху, при центрировании сверла максимального диаметра; на фиг. 3 - то же, при центрировании сверла минимального диаметра; на фиг. 4 - то же вид сбоку; на фиг. 5 - разрез А-А на фиг. 4; на фиг. б - разрез Б-Б на фиг. 4; на фиг. 7 - разрез В-В на фиг. 3.
На станине 1 станка жестко закреплен корпус 2 кондуктора. В нем посредством крестообразных направляющих, например, типа «ласточкин хвост расположены четыре ползушки 3, соединенные с шарнирами четырехзвенника 4, посредством винтов 5.
Одна пара противолежаших ползушек 3 выполнена в виде кассеты 6 с роликами 7. С целью увеличения жесткости узла беззазорного направления инструмента 8 кассеты 6 могут быть Связаны между собой посредством направляющих скалок 9. Ролики 7 предназначены для центрирования инструмента 8 (на фиг. 1 не показан) и размещены в кассетах 6 посредством осей 10. С учетом обратной конусности сверла по всей длине ролики 7 выполнены с чередующимися впадинами и выступами, но таким образом, что во впадинах одного ролика могут размещаться выступы двух других соседних роликов. Другая пара противолежащих ползущек 3 соединена между собой посредством винта 11 с противонаправленными резьбовыми частями через кронщтейны 12, которыми снабжена каждая ползушка.
Кондуктор работает следующим образом.
Вращением по часовой стрелке винта 11 с противонаправленными резьбовыми частями посредством кронштейнов 12 через щарнирный четырехзвенник 4 осуществляется перемещение ползущек 3 по крестообразным пазам корпуса 2. При этом плечи четырехзвенника 4 поворачиваются вокруг
осей винтов 5 и последние перемещаются, увлекая за собой пару горизонтального расположения ползущек 3, снабженных кассетами 6 с центрирующими роликами 7, к оси инструмента до беззазорного контакта роликов с боковой поверхностью инструмента 8.
Фиксация механизма настройки внутреннего размера кондуктора осуществляется винтом 11 за счет явления самоторможения резьбы. При центрировании инструмента минимального диаметра, например, 0,25 мм (фиг. 3), центрирующие ролики 7 располагаются в пространстве таким образом, что выступы роликов одной кассеты 6
размещаются во впадинах роликов противолежащей кассеты. Таким образом осуществляется настройка кондуктора на определенный диаметральный размер.
При вращении инструмента 8 приводятся во вращение центрирующие ролики 7,
которые, обкатываясь по поверхности инструмента, образуют беззазорное соединение, что повышает точность обработки отверстия.
Необходимое и достаточное число роликов для направления инструмента определяется типом обрабатываемых отверстий и формой детали, т. е, ползущки выполняются сменными. Например, для обработки отверстий с наклонным входом-выходом, а также неполных отверстий, когда направление действия неуравновешенной радиальной силы резания известно, на каждой ползущке 3 устройства достаточно установить только по одному ролику 7.
При обработке отверстий с перпендикулярным входом (наиболее часто встречающиеся отверстия) для беззазорного центрирования инструмента на каждой ползущке 3 целесообразно устанавливать по два центрирующих ролика 7. Это объясняется тем, что неуравновещенная радиальная составляющая сила носит случайный характер и направление ее действия постоянно изменяется в процессе вращения инструмента 8. Поэтому необходим беззазорный обхват инструмента роликами 7 по крайней мере с четырех сторон.
При обработке отверстий большого диаметра требуется повышенная жесткость узла направления, поэтому на каждой ползушке 3 необходимо устанавливать по три ролика 7, т. е, большее количество роликов 7. Это также необходимо и при обработке группы отверстий, когда центрируют несколько осевых инструментов.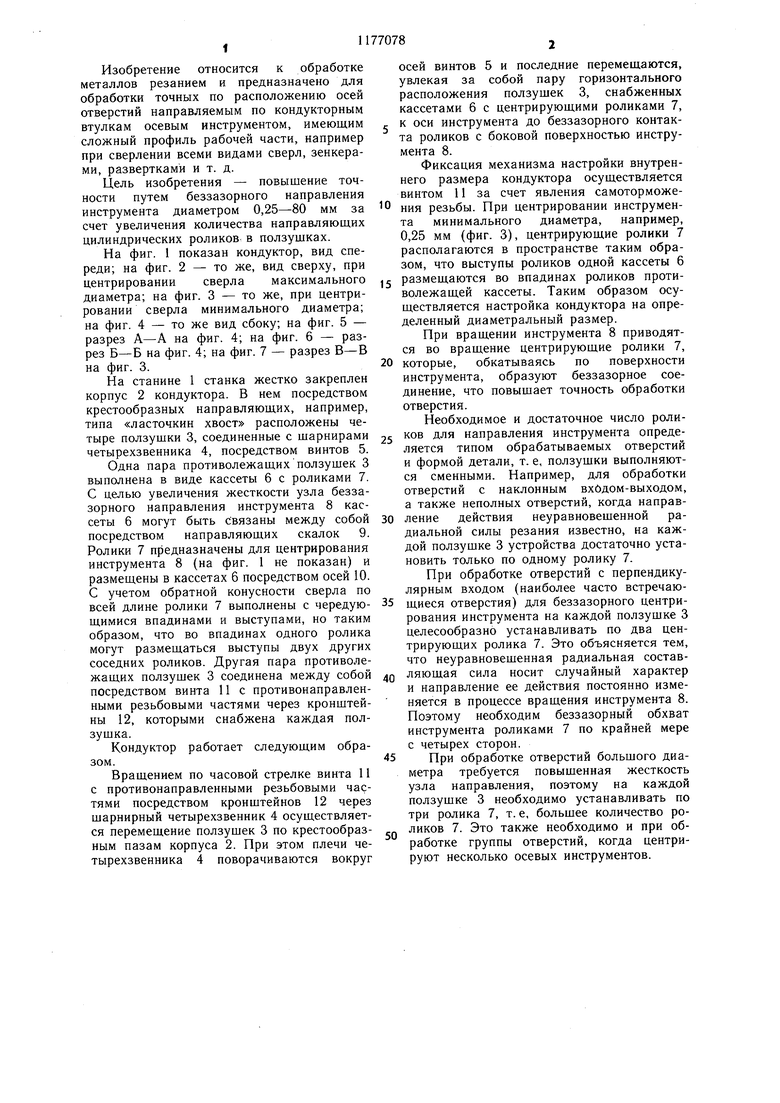
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сверления | 1986 |
|
SU1366317A1 |
| Кондуктор для сверления отверстий | 1979 |
|
SU837602A1 |
| Приспособление для кондукторного сверления электродрелью отверстий в деревянных изделиях | 1937 |
|
SU54626A1 |
| НЕПРЕРЫВНО-ПРОТЯЖНОЙ СТАНОК | 1973 |
|
SU380404A1 |
| Приспособление для сверления отверстий | 1988 |
|
SU1537405A1 |
| НАКЛАДНОЙ ПЕРЕНАЛАЖИВАЕМЫЙ КОНДУКТОР | 1972 |
|
SU340486A1 |
| Штамп для разделительных операций | 1987 |
|
SU1433620A1 |
| ЧЕТЫРЕХКУЛАЧКОВЫЙ ТОКАРНЫЙ ПАТРОН | 1969 |
|
SU234826A1 |
| Неподвижный люнет к токарным танкам для обработки тяжелых валов | 1959 |
|
SU134539A1 |
| Борштанга | 1980 |
|
SU884872A1 |

1. КОНДУКТОР ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ, содержащий корпус с направляющими, в которых размещены с возможностью установочного перемещения от соответствующего механизма ползушки с цилиндрическими роликами для направления инструмента, отличающийся тем. что, с целью повыщения точности путем беззазорного направления инструмента диаметром 0,25-80 мм, механизм установочного перемещения ползущек в направляющих выполнен в виде щарнирного четырехзвенника, щарниры которого связаны с ползушками, направляющие выполнены взаимно перпендикулярными, а одна пара противолежащих ползушек связана между собой резьбовым соединением. 2. Кондуктор по п. 1, отличающийся тем, что наружная поверхность роликов образована равномерно расположенными цилиндрическими выступами и впадинами, причем выступы одного ролика расположены во впадинах другого, а оси роликов установлены с возможностью радиального перемещения.
6Фиг.6
РигЛ
| Кондуктор для сверления отверстий | 1978 |
|
SU795747A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
