Изобретение относится к оборудованию для местной вулканизации покры-- шек пневматических шин и предназначено для вулканизации отремонтированных покрьппек пневматических шин, имеющих дефекты в зоне бортовох о кольца и боковине.
Целью изобретения является повышение качества вулканизации покрышек за счет равномерного распределения удельного давлени5Т на ремонтируемьш гчасток и проведения вулканизации ремонтируемой покрышки в зоне дефекта посредством точной ориентации подвижного профильного элемента.
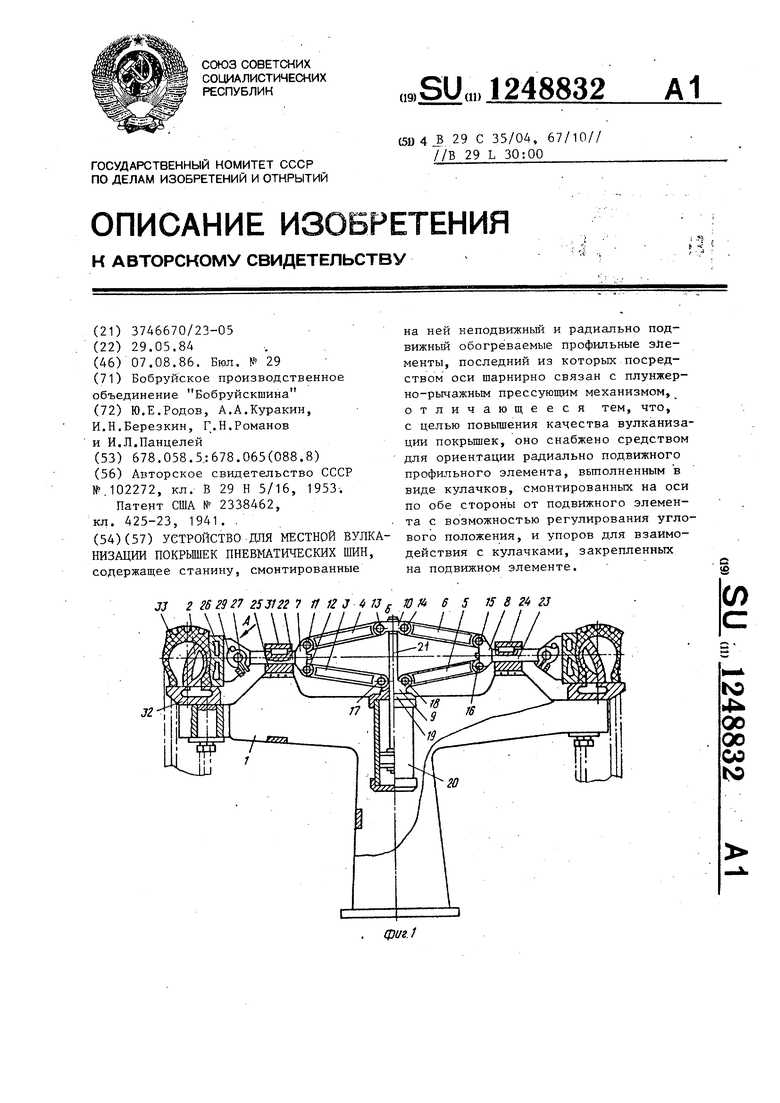
На фиг.1 изображено предлагаемое устройствоJ на фиг.2- вид А на фиг.1.
Устройство содержит станину 1 с двумя обогреваемыми неподвижными профильными элементами 2 и плунжерно- рьгаажный прессующий механизм, состоящий из четырехзвенного ромба со звеньями 3,, 4 и 5,6з равными по длине и сочлененными в четьфе шарнирных узла 7-10, из которых 7 и 8 - гори- зонталъные, а 9 и 10 - вертикальные. Они выполнены с возможностью поворота соответственнб вокруг неподвижных осей .11, 12, 13, 14, 15, 16. 17 и 18, нижний вертикальный шарнирный узел 9 связан.жестко с корпусом 19 силового цилиндра 20, а верхний шарнирный узел 10 - жестко со штоком 21. Горизонтальные шарнирные узлы 7 и 8 соответственно жестко св.тзаны с плунжерами 22 и 23, скользящими в неподвижных направляющих 24 и 25 станины.
Профильные подвижные элементЕл 26 имеют профиль, адекватньй профилю отремонтированной покрышки, и посредством осей 27 шарнирно смонтированы на плунжерах 22 и 23. Устройство снаблсено средствами ори.ента;.;ии про- фильньк подвижных элеменгов 26, выполненными в виде смонтированных на осях 27 по обе стороны ог тгрофштьных эпементов 26 и зафиксированных болтами 28 кулачков 29 и взаимодействующих с ними упоров 303которые установлены жестко на боковьк поверхностях подвижного профильного-элемента 2 . Направляющая шпонка 31 предотвращает поворот прессуюп(его механизма вокруг горизонтальной оси. Необходимая температура вулканизации и ее равномерное распределение в зоне, основания бортового кольца обеспечивается обогревательным сегмен ; ом 32.
Устройство работает следуюш;им обоазом,
Автопокрьш ка 33 з подлежащая вулканизации, одевается своей внутренней поверхностью на неподвижный профильный элемент 2, после чего подается давление в штоковую полость силового цилиндра. При движении шарнирных узлов 9 и 10 навстречу друг другу все четыре звена 7, В, 9 и 10 симметрично сходятся, перемещая прямолинейно-поступательно плунжеры 22 и 23. Пр.оисходр1Т трансформирование давления силового цилиндра в усилие
вулканизации прессующего механизма. Ввиду того,, что силовой цилиндр 2С не связан со станиной 1 и благодаря наличию двух степеней свободы в звеньях, плунжеры 22 и 23 передают прессовое усилие чисто по нормали к вертикальной оси Б профиля без поперечньпс силовых реакций на направляющие плунжеров. В начале прессования во взаимодействие с ремонтируе- мо-й покрьпикой 33 вступает нижняя область подвижных профильных элементов 26, обжимая зону борта, основания,, пятки и носка,
Ъ результате дальнейшего радиаль- кого хода плунжеров 22 и 23 элементы 26 начинают разворачиваться на осях 27 и заканчивают свой поворот,
уперевшись yпopa IИ 30 в кулачки 29, при этом профиль подвид ных элементов 26 и его ориентации будут адекватны профилю отремонтированной покрьш - ки. Точная ориентация подвижных элементов 26 осуществляется установкой кулачков 29, фиксируемых на осях 27, болтами 28 При дальнейш-ем прессовании происходит одновременное прессование зон борта и боковины ремонтируемой покрышки.
В результате указанной -схемы прес
сования обеспечивается равномерное
распределение удельног о давления прессования как в зоне сравнительно тонкой боковины покрьшжи, так и в более массивной зоне борта, Е конечной фазе прессования з греющие полости неподвижных 2, подвижных 26 профильных элементов подается теплоноситель. По окончании вулканизации подача теплоносителя прекращается, В1арнирные узлы 9 и 10 прессующего механизма разводятся, возвращая плунжеры 22 и 23 в и,сходное положение, освобождая отремонтированную покрьшлку 33.
25
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для местной вулканизации шин | 1983 |
|
SU1140981A1 |
| Устройство для вулканизации шин | 1988 |
|
SU1628845A3 |
| Устройство для изготовления покрышек пневматических шин | 1987 |
|
SU1442423A2 |
| Устройство для вулканизации резинового низа обуви | 1981 |
|
SU1028524A1 |
| ВУЛКАНИЗАТОР ДЛЯ РЕМОНТА МЕСТНЫХ ПОВРЕЖДЕНИЙ КРУПНОГАБАРИТНЫХ ШИН | 1997 |
|
RU2136496C1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU1016928A1 |
| Способ вулканизации покрышек пневматических шин и устройство для его осуществления | 1981 |
|
SU1133112A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2131355C1 |
| МЕХАНИЗМ ДЛЯ ОБРАБОТКИ БОРТА ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1994 |
|
RU2091233C1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1979 |
|
SU927539A1 |

Редактор А.Шандор
Заказ 4175/15Тираж 640Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35,, Раутаская наб. д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород,, ул.Проектная, 4
Составитель А.Теплюк Техред В.Кадар
Корректор С.Черни
| Авторское свидетельство СССР №,102272, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОГРЕССИРОВАНИЯ ТЕЧЕНИЯ ОПУХОЛЕВОГО ПРОЦЕССА | 2007 |
|
RU2338462C1 |
| ПРИБОР ДЛЯ ОПРЕДЕЛЕНИЯ СКОРОСТИ ТЕЧЕНИЯ ВОДЫ И ОДНОВРЕМЕННОГО ПОЛУЧЕНИЯ ПРОБ ЕЕ | 1925 |
|
SU425A1 |
| . | |||
