(Л
1
д
ЕО
N
Фиг.2
нено в виде полуксзльцевых частей 29, Части 29 смонтированы на переходном узле 26 с возможностью поворота в вертикальной плоскости и имеют пазы для взаимодействия с радиальными ребрами 27 переходного узла. После заполнения формующей полости пресс-формы резиновой смесью 24 .литьевой узел 10 отводится от пресс-формы. Полукольцевые части 29 за р ычаги 32 поворачиваются в вертикальной плоскости относительно осей 31 и заводятся в рабочую зону устройства. Их пазы взаимодействуют с ребрами 27, обес- . печивая центрирование частей 29. Затем подводятся элементы 11 и части 29 воздействуют через диафрагмы 13 на герметичные камеры 21, вьщавливая из них рабочую среду и возвращая диафрагмы в исходное положение. 3 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления покрышек пневматических шин | 1985 |
|
SU1260242A2 |
| Устройство для изготовления резиновых полых изделий | 1988 |
|
SU1537550A1 |
| Механизм управления съемным диафрагменным узлом | 1974 |
|
SU563766A1 |
| Устройство для формования и вулканизации покрышек | 1987 |
|
SU1442416A1 |
| Вулканизатор для автомобильных шин | 1987 |
|
SU1535373A3 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU958127A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2131355C1 |
| Устройство для формования и вул-КАНизАции пОКРышКи пНЕВМАТичЕСКОйшиНы | 1978 |
|
SU839727A1 |
| Вулканизатор для покрышек пневматических шин | 1977 |
|
SU811621A1 |
| Устройство для вулканизации по-КРышЕК пНЕВМАТичЕСКиХ шиН | 1979 |
|
SU844365A1 |
Изобретение касается изготовления шин транспортных средств и предназначено для напс5жения протектора и боковин на каркас покрьшек методом литья под давлением. Цель изобретения - повьшение производительности. Для этого устройство снабжено средством для возвращения диаграфм 13 в исходное положение. Это средство выпол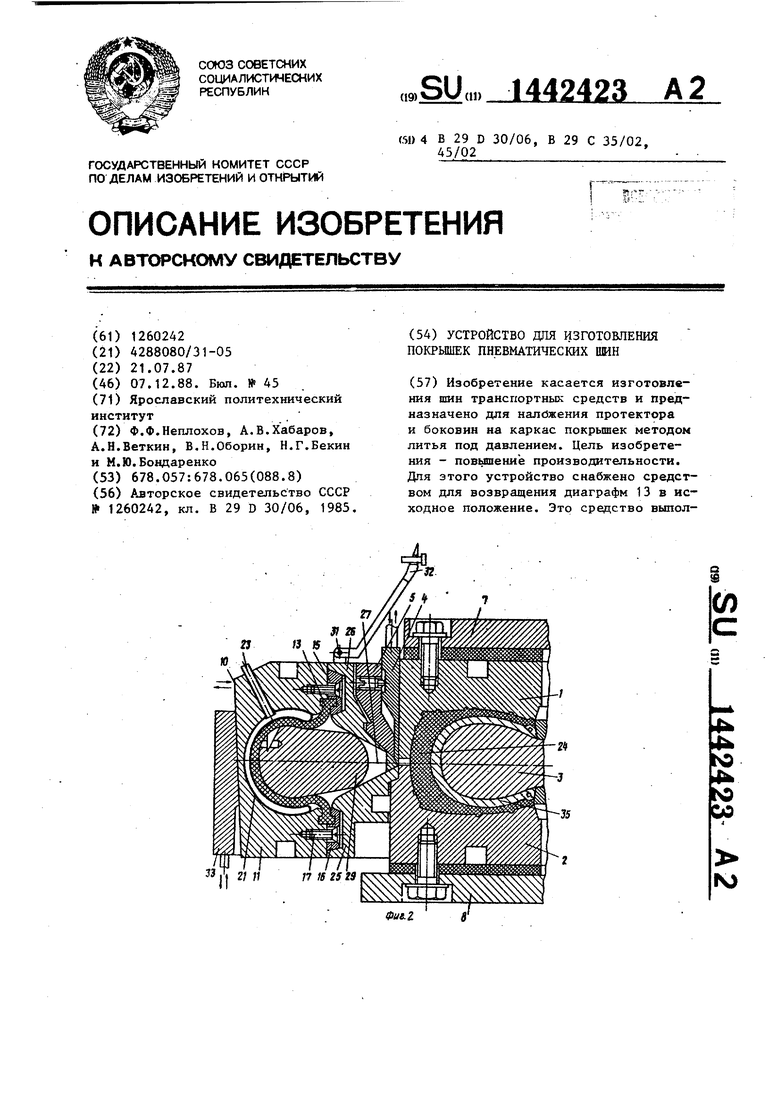
t
Изобретение относится к изготовлению шин транспортных средств, предназначено для наложения протектора и. боковин на каркас покрьлпек методом литья под давлением и является усовершенствованием изобретения по авт. св. № 1260242.
Цель изобретения - повышение производительности.
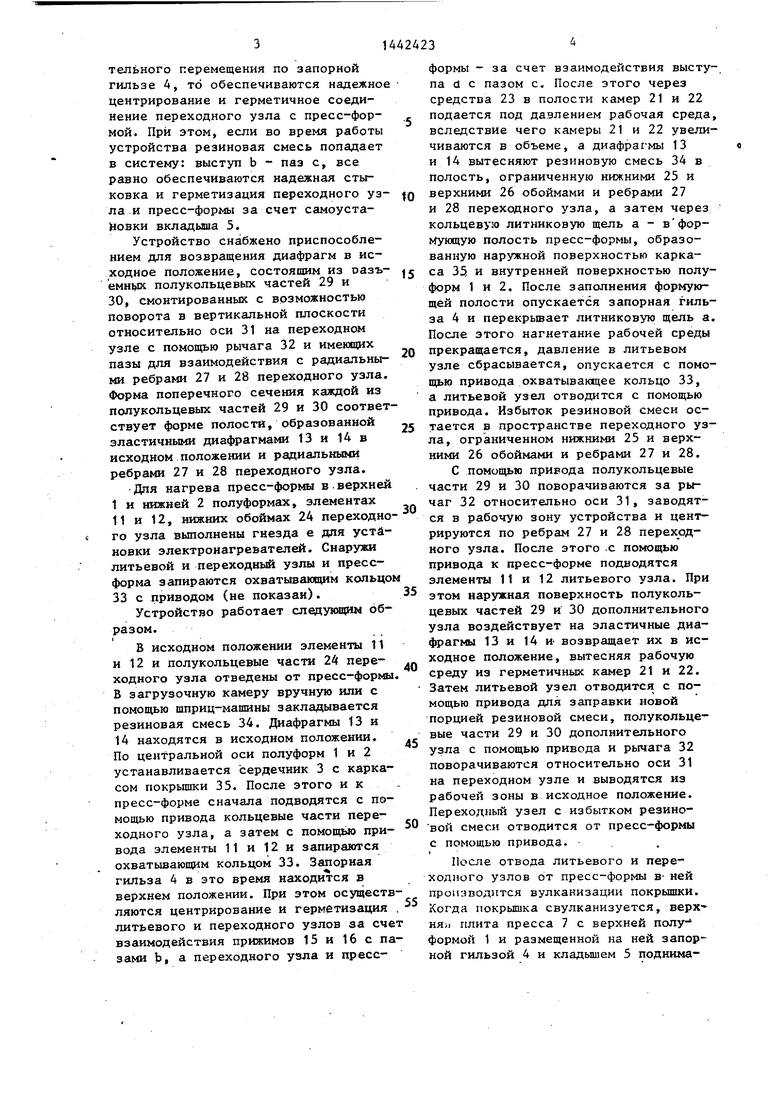
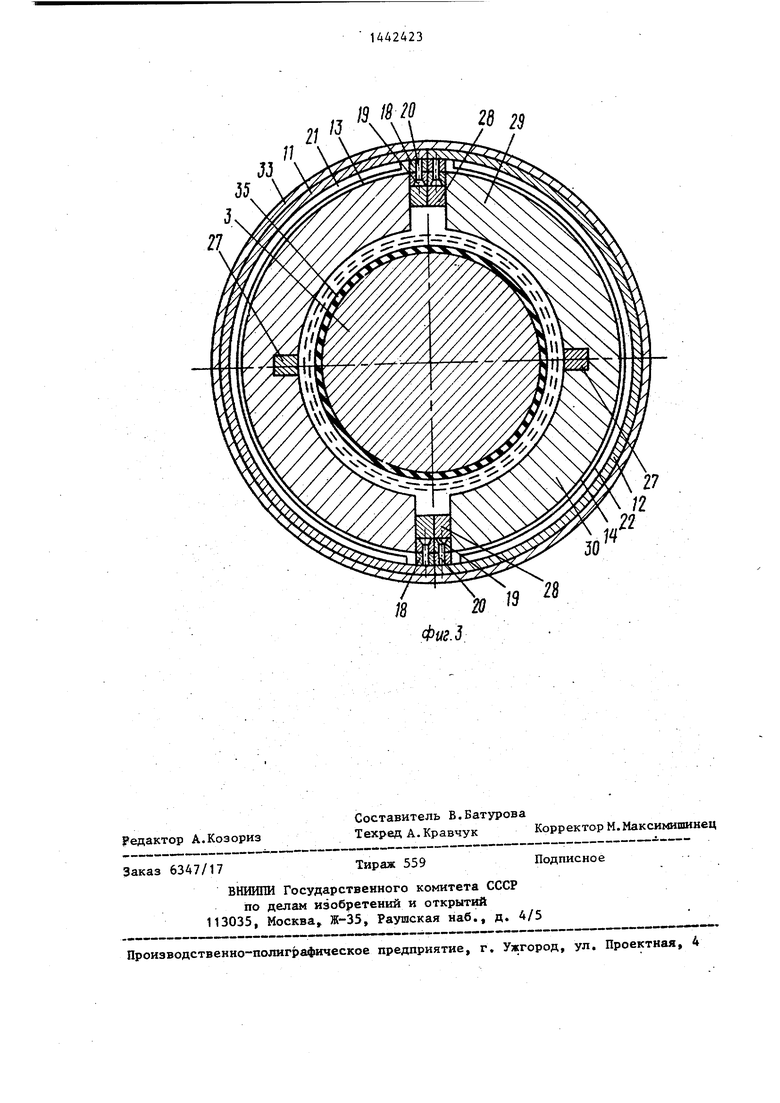
На фиг. 1 изображено предлагаемое устройство в рабочем положении; на фиг. 2 - то же, в момент возвращения диафрагмы в исходное .положениеJ на фиг. 3 - то же, поперечное сечение по экваториальной плоскости покрышки.
Устройство для изготовления покрышек пневматических шин содержит разъемную пресс-форму с кольцевой литнико вой щелью а по плоскости разъема верх Ь1ей 1 и нижней 2 полуформ и с сердечником 3 переменной жесткости. Концент рично верхней полуформе 1 с возможностью аксиального перемещения уста- новлена приводная запорная гильза 4 с аксиально подвижным относительно нее кольцевым вкладьш1ем 5. Перемещение вкладыша 5 относительно гильзы 4 ограничивается с помощью винта 6. Верхняя 1 и нижняя 2 полуформы прикреплены к верхней 7 и нижней 8 плитам с помощью болтов 9. В устройстве, имеется литьевой узел 10, кото- рьй содержит кольцевой корпус, состо- япщй из разъемных полукольцевых эле- ментов 11 и 12, смонтированных с возможностью радиального перемещения относительно пресс-формы, и расположенный в загрузочной KaiMepe корпуса
кольцевой плунжер, образованный эластичными дифрагмами 13 и 14, закрепленными по периметру на элементах 11 и 12. Диафрагмы 13 и 14 верхними и нижними относительно экваториальной плоскости покрышки бортами закреплены на элементах 11 и 12 с помощью кольцевых прижимов 15 и 16 и болтов 17, а левыми и правыми концами - с помощью планок 18 и 19 и болтов 20. Планки 18 приварены к элементам 11 и 12.
Привод кольцейого плунжера выполнен в виде герметичных камер 21 и 22 размещенных в полостях между полукольцевыми элементами 11 и 12 и диафрагмами 13 и 14. Камеры 21 и 22 имеют форму частей тора и снабжены средствами 23 для подачи в них под давлением рабочей среды, например масла Между литьевым узлом и пресс-формой расположен переходный узел, состоящий из разъемных полукольцевых частей 24, смонтированных с возможность радиального перемещения относительно пресс-формы. Каждая из пслуколь- цевых частей образована нижней 25 и верхней 26 обоймами, смежные торцы которых соединены между собой радиальными ребрами 27 и 28. Нижние 25 и верхние 26 обоймы имеют кольцевые пазы Ь дая взаимодействия с кольцевыми прижимами 15 и 16. В верхних обоймах 26 выполнен еще и кольцевой паз с, а на кольцевом вкладьш1е 5 - кольцевой выстул а для взаимодействия с пазом с. Так как кольцевой вкладьш 5 имеет возможность относи20
тельного перемещения по запорной гильзе 4, то обеспечиваются надежное центрирование и герметичное соединение переходного узла с пресс-фор- ., мой. При этом, если во время работы устройства резиновая смесь попадает в систему: выступ b - паз с, все равно обеспечиваются надежная стыковка и герметизация переходного уз- JQ ла и пресс-формы за счет самоуста- Иовки вкладьвиа 3.
Устройство снабжено приспособлением для возвращения диафрагм в исходное положение, состоящим из оазъ- |j емных полукольцевых частей 29 и 30, смонтированных с возможностью поворота в вертикальной плоскости относительно оси 31 на переходном узле с помощью рычага 32 и имеющих пазы для взаимодействия с радиальньг- ми ребрами 27 и 28 переходного узла. Форма поперечного сечения каждой из полукольцевых частей 29 и 30 соответствует форме полости, образованной jc эластичными диафрагмами 13 и 14 в исходном положении и радиальными ребрами 27 и 28 переходного узла.
Для нагрева пресс-формы в верхней
Iи нижней 2 полуформах, элементах
IIи 12, шгасних обоймах 24 переходно- го узла выполнены гнезда е для установки электронагревателей. Снаружи литьевой и переходный узлы и пресс- форма запираются охватывающим кольцом 33 с приводом (не показан). 35
Устройство работает следуямцйм образом.
I
В исходном положении элементы 11 и 12 и полукольцевые части 24 пере- ... ходного узла отведены от пресс-фор ал. В загрузочную камеру вручную или с помощью шприц-машины закладывается резиновая смесь 34. Диафрагмы 13 и 14 находятся в исходном положении. По центральной оси полуформ 1 и 2 устанавливается сердечник 3 с каркасом покрышки 35. После этого и к - пресс-форме сначала подводятся с пэ- мощью привода кольцевые части переходного узла, а затем с помощью привода элементы 11 и 12 и запираются охватывающим кольцом 33. Запорная гильза 4 в это время находится в верхнем положении. При этом осуществляются центрирование и герметизация . литьевого и переходного узлов за счет взаимодействия прижимов 15 и 16 с пазами Ь, а переходного узла и пресс30
45
0
, Q
j c
5
..
0
5
формы - за счет взаимодействия выступа d с пазом с. После этого через средства 23 в полости камер 21 и 22 подается под давлением рабочая среда, вследствие чего камеры 21 и 22 увеличиваются в объеме, а диафрагмы 13 « и 14 вытесняют резиновую смесь 34 в полость, ограниченную нижними 25 и верхними 26 обоймами и ребрами 27 и 28 переходного узла, а затем через кольцевую литниковую щель а - в формующую полость пресс-формы, образованную наружной поверхностью каркаса 35 и внутренней поверхностью полуформ 1 и 2. После заполнения формую щей полости опускается запорная гильза 4 и перекрьшает литниковую щель а. После этого нагнетание рабочей среды прекращается, давление в литьевом узле сбрасывается, опускается с помощью привода охватывающее кольцо 33, а литьевой узел отводится с помощью привода. Избыток резиновой смеси остается в пространстве переходного узла, ограниченном нижними 25 и верхними 26 обоймами и ребрами 27 и 28. С помощью природа полукольцевые части 29 и 30 поворачиваются за рычаг 32 относительно оси 31, заводятся в рабочую зону устройства и центрируются по ребрам 27 и 28 переходного узла. После этого .с помощью привода к пресс-форме подводятся элементы 11 и 12 литьевого узла. При этом наружная поверхность полукольцевых частей 29 и 30 дополнительного узла воздействует на эластичные диафрагмы 13 и 14 и возвращает их в исходное положение, вытесняя рабочую среду из герметичных камер 21 и 22. Затем литьевой узел отводится с помощью привода для заправки новой порцией резиновой смеси, полукольце- вые части 29 и 30 дополнительного узла с помощью привода и рычага 32 поворачиваются относительно оси 31 на переходном узле и выводятся из рабочей зоны в исходное положение. Переходный узел с избытком резино- вой смеси отводится от пресс-формы с помощью привода.
После отвода литьевого и переходного узлов от пресс-формы в-ней производится вулканизации покрышки. Когда покрышка свулканизуется, верхняя плита пресса 7 с верхней полу формой 1 и размещенной на ней запорной гильзой 4 и кладышем 5 поднима-
ЯЯг
13
55
JJ
11
27
Редактор А.Козориз
Заказ 6347/17
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва Ж-35, Раушская наб., д. 4/5
19
25 2S
27
30
22
12
;s 20 9
ФигЗ
2S
Составитель В.Батурова
Техред А.КравчукКорректорМ.Максимишинец
Тираж 559
Подписное
| Устройство для изготовления покрышек пневматических шин | 1985 |
|
SU1260242A2 |
| Солесос | 1922 |
|
SU29A1 |
