hr
Г
фиг.1
Изобретение относится к обработке металлов давлением и может быть использовано для получения изделий типа кольца, втулки, а также для предварительной штамповки гаек из прутка на горизонтально-ковочной машине.
Цель изобретения - повышение производительности и сокраш.ение расхода металла.
На фиг. 1 представлен штамп, обш.ий
размеш,ен упор 24, который ограничивает движение заготовки 25 в момент подачи ее на обработку.
Штамп работает следующим образом.
Пруток помещают во вставку 9 отрезки сдвигом до упора 24. Дается команда на отработку рабочего цикла. При перемещении подвижной полуматрицы 1 выполняется отрезка заготовки 25 сдвигом и передача ее к дополнительному осадочному пуансорасположенную перпендикулярно основной.
Матрица снабжена формовочной вставкой 5, состоящей из подвижной 6 и неподвижной 7 частей.
Во вставке 5 выполнено гнездо 8 для заготовки. В подвижной 1 и неподвижной 2 полуматрицах расположена вставка 9 отрезки сдвигом. В пуансонодержателе 10 крепятся параллельно один под другим осавид; на фиг. 2 - разрез А-А на фиг. 1; ю ну 16. При этом подвижная часть 6 формо- на фиг. 3 - разрез Б-Б на фиг. 1; на вочной вставки смыкается с неподвижной фиг. 4 - разрез В-В на фиг. 1.частью 7, образуя гнездо для заготовки форШтамп содержит разъемную матрицу, мовочной вставки 5. Затем при перемеще- состоящую из подвижной 1 и неподвижной 2 нии пуансонодержателя 10 толкатель 21 полуматриц. Матрица имеет основную вер- давит на рычаг 19, который, проворачиваясь тикальную плоскость 3 разъема и вспомога- 5 вокруг оси 18 выступом 20, подает подпру- тельную вертикальную плоскость 4 разъема, жиненный пуансон 16 навстречу пуансону 11,
перемещающемуся вместе с пуансонодер- жателем 10. Пуансоном 11 заготовка перемещается в паз 23, где пуансонами 16 и 11 2Q выполняется осадка заготовки.
При перемещении пуансонодержателя 10 в исходное положение заготовка под действием собственного веса перемещается по пазу 23 в его нижнюю часть. Подвижная полуматрица 1 возвращается в исходное
дочный и формовочный пуансоны И и 12 25 положение. Пруток далее подается до упо- соответственно. Внутри формовочного пуан- ра 24. При повторном ходе подвижной по- сона 12 соосно с ним расположен прошив- луматрицы 1 выполняется срез сдвигом поеной пуансон 13.ледующей заготовки, передача ее на следующую позицию и смыкание формовочной
Для обеспечения возврата формовоч- вставки 5. Далее последующая заготовка ного пуансона 12 в исходное положение 30 обрабатывается пуансонами 11 и 16, как при обработке изделия имеется пружина 14, описано выще, а предыдущая заготовка при один конец которой размещен в пазу пуан- перемещении пуансонодержателя 10 фор- сона 12, другой - в пазу подпятника 15. мовочным пуансоном 12 подается в гнез- Соосно с пуансоном 11 в матрице установ- до 8 формовочной вставки 5, где формиру- лен подпружиненный зацентровочный пуан- ется в шестигранную гайку. При дальней- сон 16 с пружиной 17. На оси 18 закреплен щем движении пуансонодержателя 10 пуан- рычаг 19 с выступом 20, находящимся во сон 13 прошивает заготовку, а под деист- взаимодействии с зацентровочным пуансо- вием подпятника 15 и пуансона 12 заготов- ном 16. В пуансонодержателе 10 крепится ка доформовывается. Затем пуансонодер- толкатель 21 с пружиной 22. В неподвижной жатель 10 возвращается в исходное положе- полуматрице 2 выполнен паз 23 для осадки 40 ние. Полуматрицы 1 и 2 размыкаются и из- и свободного прохождения заготовки к фор- делие под действием собственного веса уда- мовочной вставке под действием собствен- ляется из щтампа, при этом последующая ного веса. Напротив вставки 9 в горизон- заготовка по пазу 23 поступает на сле- тально-ковочной машине (не изображена) дующую позицию.
размеш,ен упор 24, который ограничивает движение заготовки 25 в момент подачи ее на обработку.
Штамп работает следующим образом.
Пруток помещают во вставку 9 отрезки сдвигом до упора 24. Дается команда на отработку рабочего цикла. При перемещении подвижной полуматрицы 1 выполняется отрезка заготовки 25 сдвигом и передача ее к дополнительному осадочному пуансону 16. При этом подвижная часть 6 формо- вочной вставки смыкается с неподвижной частью 7, образуя гнездо для заготовки 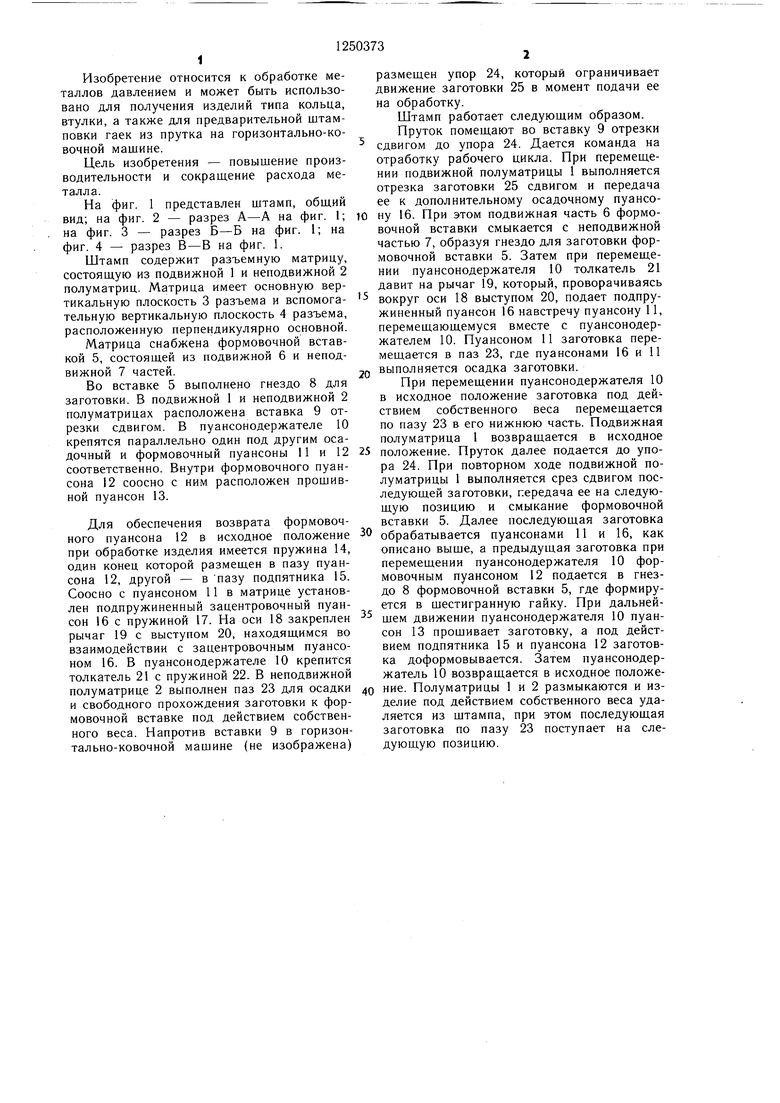
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп горизонтально-ковочной машины | 1987 |
|
SU1530319A1 |
| Штамп для штамповки изделий из труб | 1985 |
|
SU1382569A1 |
| Штамп для гибки скоб | 1986 |
|
SU1388152A1 |
| Штамп для гибки штучных заготовок | 1978 |
|
SU722636A1 |
| Устройство для штамповки листового материала | 1990 |
|
SU1784360A1 |
| Литьевая форма для изготовления длинномерных изделий с резьбой | 1986 |
|
SU1361012A1 |
| Универсальный блок для прессования | 1986 |
|
SU1419904A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| ШТАМП ГОРИЗОНТАЛЬНО-КОВОЧНОЙ МАШИНЫ | 1991 |
|
RU2008122C1 |
| Штамп для закрытой объемной штамповки | 1983 |
|
SU1234029A1 |



242В
(риг
13
| Атрошенко А | |||
| П | |||
| и др | |||
| Штамповка на кривошипных горячештамповочных прессах и горизонтально-ковочных машинах | |||
| Л.: Машиностроение, 1983, с | |||
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
