сл
со
со
Изобретение относится к переработ Ке реактопластов, а также резины и Может быть использовано.в любом произ |водстве, в том числе мелкосерийном и опытном, т.6, при ограниченном станочном парке, даже при наличии на прессовом участке единственного пресса.
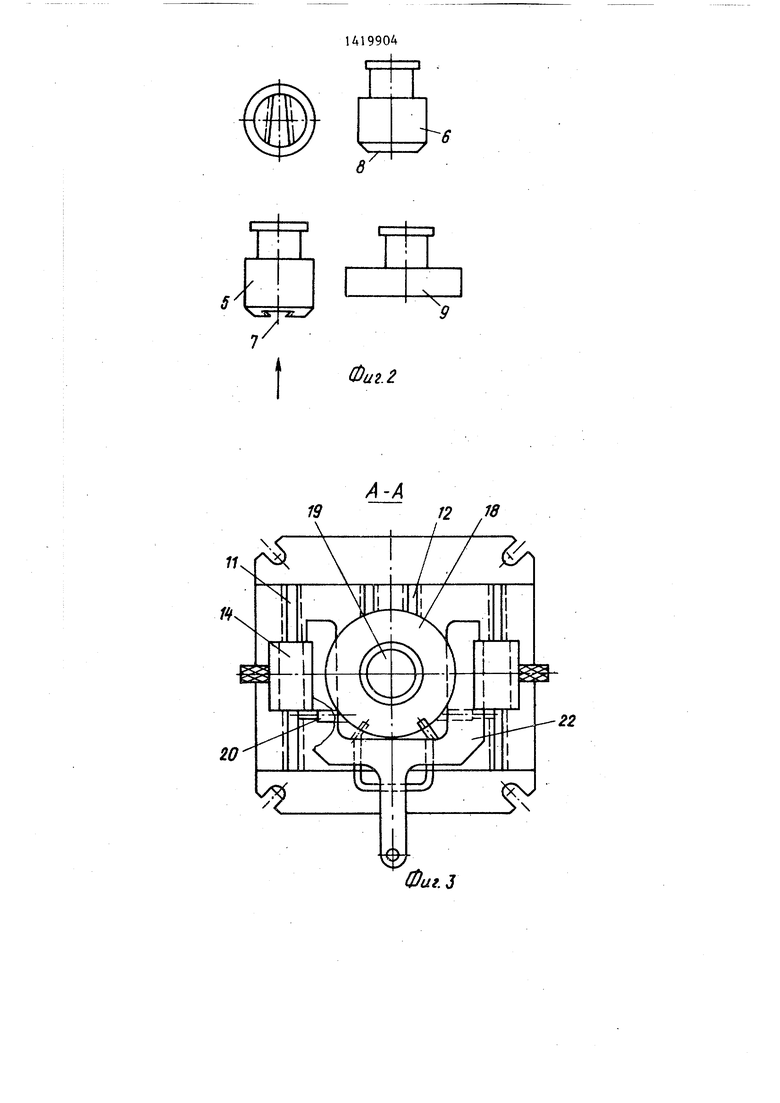
Целью изобретения является расширение функциональных возможностей и Обеспечение удобства в эксплуатации. I На фиг.1 представлен предлагаемый блок в сборе, подготовленный к литье- йому прессованию реактопластов; на фиг,2 - смежные пуансоны, входящие в йабор; на фиг.З - разрез А-А на фиг,1 (загрузочная камера в сборе с вилкой и зубчатыми стойками); на фиг.4 - блок, подготовленный к компрессионному прессованию,
Предлагаемьй блок содержит верхнюю 1 обогрева с прикрепленным к ней пуансонодержателем 2, причем пос- едний выполнен с открытым в сторону творца пазом 3, в который помещен на Подвижной посадке, фиксируемой фиксатором 4, быстросменный пуансон 5 или б. Блок.снабжен набором пуансонов, о;тличающихся по конструкции торцов - Пуансон 5 выполнен по рабочему торцу с пазом 7 в виде ласточкина хвоста, к;онуснр расширяющимся в плане. Пуан- сЬн 6 выполнен гладким по торцу 8, Кроме того, пуансоны 5 и 6 выполнены с переменными рабочими диаметральными размерами. Клок также снабжен пуансоном 9, представляющим собой плиту с хвостовой частью. Нижняя плита 10 обогрева блока выполнена с Т-образными крайними 11 и центральными 12 пазами. В крайние пазы 11 установлены Т-образными основаниями 13 зубчатые быстросменные стойки 14, выполненгаш с попарно совпадающими по высоте пазами 15. Пазы 15 на каждой из двух рабочих поверхностей одной и той же стойки 14 выполнены со смещением по высоте,
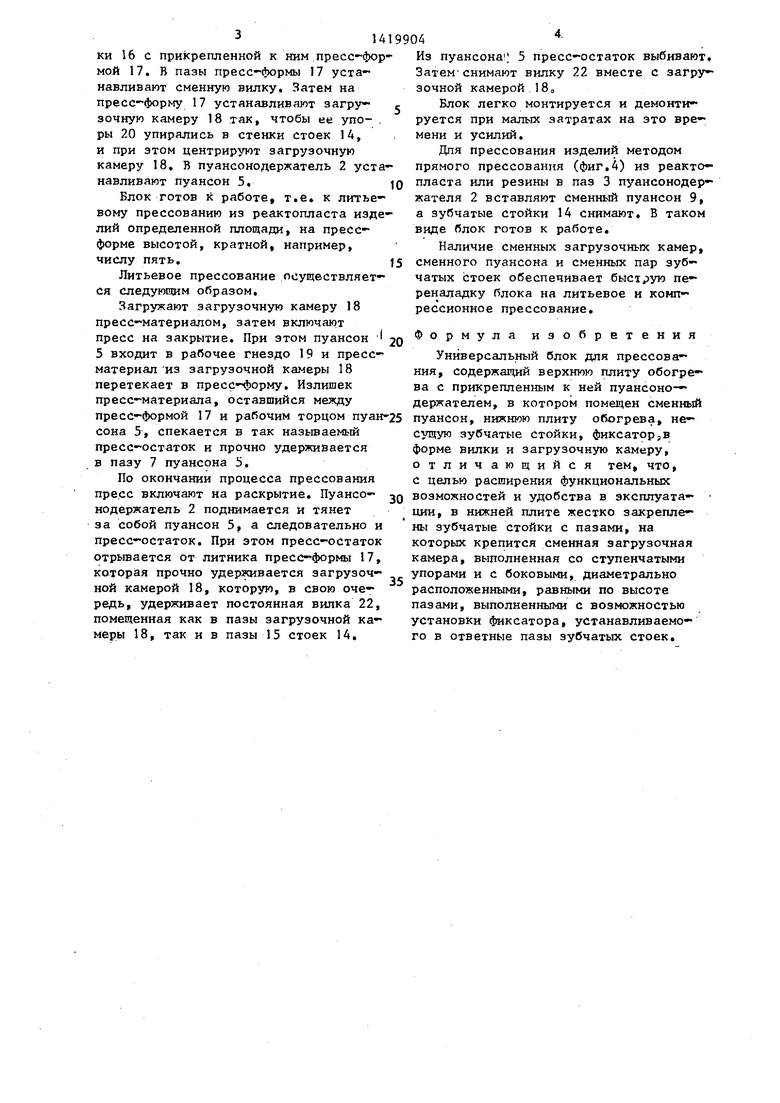
В центральные Т-образные пазы 12 нижней плиты 10 обогрева установле- ны Т-образные сзлхарики 16, прикрепляемые к пресс-форме 17. На пресс-форме 17 установлена загрузочная камера 18 (фиг.З), выполненная с центральным рабочим гнездом 19. Блок снабжен набором загрузочных камер 18 . отличающнхся диаметральными размерами рабочего гнезда 19 в плане, т.е. рабочими площадями. К наружной по
0
5 0 с 0
о
5
верхности загрузочной камеры 18 прикреплены два ступенчатых упора 2П. По наружной диаметральной поверхности в загрузочной камере выполнены горизонтальные параллельные равновысотные пазы 21, причем их ширина равна ширине пазов 15 стоек 14, В пазах 21 загрузочной камеры 18 ив соотнетству- Ю1ВДХ им пазах 15 зубчатых стоек 14 размещена стационарная вилка 22.
Блок снабжен также сменными вилка - ми, устанавливаемь ши в пазы пресс- формы 17. В отверстиях нижней плиты 10 обогрева в зоне сменной вилки помещены толкатели.
Для обеспечения работоспособности блока требуется, чтобы суммарная высота пресс-формы 17 положения последнего из пазов загрузочной камеры 18 была кратной конструктивно выбранному числу, например числу пять. . Кратным этому числу заполняются и щаги между пазами 15 с обеих сторон стоек 14 с отсчетом от верхней плоскости н икней плиты 10 обогрева.
Прежде чем приступить к работе на блоке, необходимо определить, какие из сменных деталей должны участвовать в рабочем процессе, т.е. четко знать условия работы. Например, знают, что прессуемый материал - реакто- пласт, пресс-форма разработана для прессования литьевым методом, определена согласно конструктивной разработке пресс-формы площадь в плане прессуемого издепия; известна высота пресс-формь.
Поскольку необходимо прессовать изделие методом литьевого прессования из реактопласта, то для работы выбирают пуансон 5 с торцовым пазом 7, причем с таким диаметральным размером рабочей части в плане, который согласно законам прессования превышает рабочзто площадь изделия в плане. Соответственно диаметральному размеру рабочей части пуансона подбирают и загрузочную камеру 18. Затем соглас но суммарной высоте пресс-формы 17 и
положения боковых пазов 21 в загру- зочной камере 18 определяют рабочие стороны сторк 14.
Блок подготавливают к работе. Вначале в крайние пазы 11 нижней плиты 10 обогрева рабочими сторонами к центру устанавливают стойку 14. Затем в центральные пазы 12 нижней плиты обогрева устанавливают сухари-
ки 16 с прикрепленной к ним пресс-формой 17. В пазы пресс-формы 17 устанавливают сменную вилку. Затем на пресс-форму 17 устанавливают загру- зочную камеру 18 так, чтобы ее упо- . ры 20 упирались в стенки стоек 14, и при этом центрируют загрузочную камеру 18, В пуансонодержатель 2 устанавливают пуансон 5.
Блок готов к работе, т.е. к литьевому прессованию из реактопласта изделий определенной площади, на пресс- форме высотой, кратной, например, числу пять.
Литьевое прессование осуществляется следующим образом.
Загружают загрузочную камеру 18 пресс-материалом, затем включают пресс на закрытие. При зтом пуансон 5 входит в рабочее гнездо 19 и пресс- материал из загрузочной камеры 18 перетекает в пресс-форму. Излишек пресс-материала, оставшийся между
30
пресс-формой 17 и рабочим торцом пуан-25 пуансон, нижнюю плиту обогрева, не- сона 5, спекается в так назьшаемый пресс-остаток и прочно удерживается в пазу 7 пуансона 5.
По окончании процесса прессования пресс включают на раскрытие. Пуансонодержатель 2 поднимается и тянет за собой пуансон 5, а следовательно и пресс-остаток. При этом пресс-остаток отрывается от литника пресс-формы 17, которая прочно удерживается загрузочной камерой 18, которую, в свою очередь, удерживает постоянная вилка 22, помещенная как в пазы загрузочной камеры 18, так и в пазы 15 стоек 14.
35
зубчатые стойки, фиксатор,в форме вилки и загрузочную камеру, отличающийся тем, что, с целью расширения функциоиальных возможностей и удобства в эксплуатации, в нижней плите жестко закреплены зубчатые стойки с пазами, на которых крепится сменная загрузочная камера, выполненная со ступенчатыми упорами и с боковыми, диаметрально расположенными, равными по высоте пазами, выполненными с возможностью установки фиксатора, устанавливаемого в ответные пазы зубчатых стоек.
Из пуансона ; 5 пресс-остаток выбивают. Затем-снимают вилку 22 вместе с загрузочной камерой.8о
Блок легко монтируется и демонтируется при малых затратах на это времени и усилий.
Для прессования изделий методом прямого прессования (фиг.4) из реакто- пласта или резины в паз 3 пуансонодер- жателя 2 вставляют сменный пуансон 9, а зубчатые стойки 14 снимают. В таком виде блок готов к работе.
Наличие сменных загрузочных камер, сменного пуансона и сменных пар зубчатых стоек обеспечивает быструю переналадку блока на литьевое и комп- рес сионное прессование.
Ф о
рмула изобретения
Универсальный блок для прессования, содержащий верхнюю плиту обогрева с прикрепленным к ней пуансоно- держателем, в котором помещен сменный
пуансон, нижнюю плиту обогрева, не-
зубчатые стойки, фиксатор,в форме вилки и загрузочную камеру, отличающийся тем, что, с целью расширения функциоиальных возможностей и удобства в эксплуатации, в нижней плите жестко закреплены зубчатые стойки с пазами, на которых крепится сменная загрузочная камера, выполненная со ступенчатыми упорами и с боковыми, диаметрально расположенными, равными по высоте пазами, выполненными с возможностью установки фиксатора, устанавливаемого в ответные пазы зубчатых стоек.
в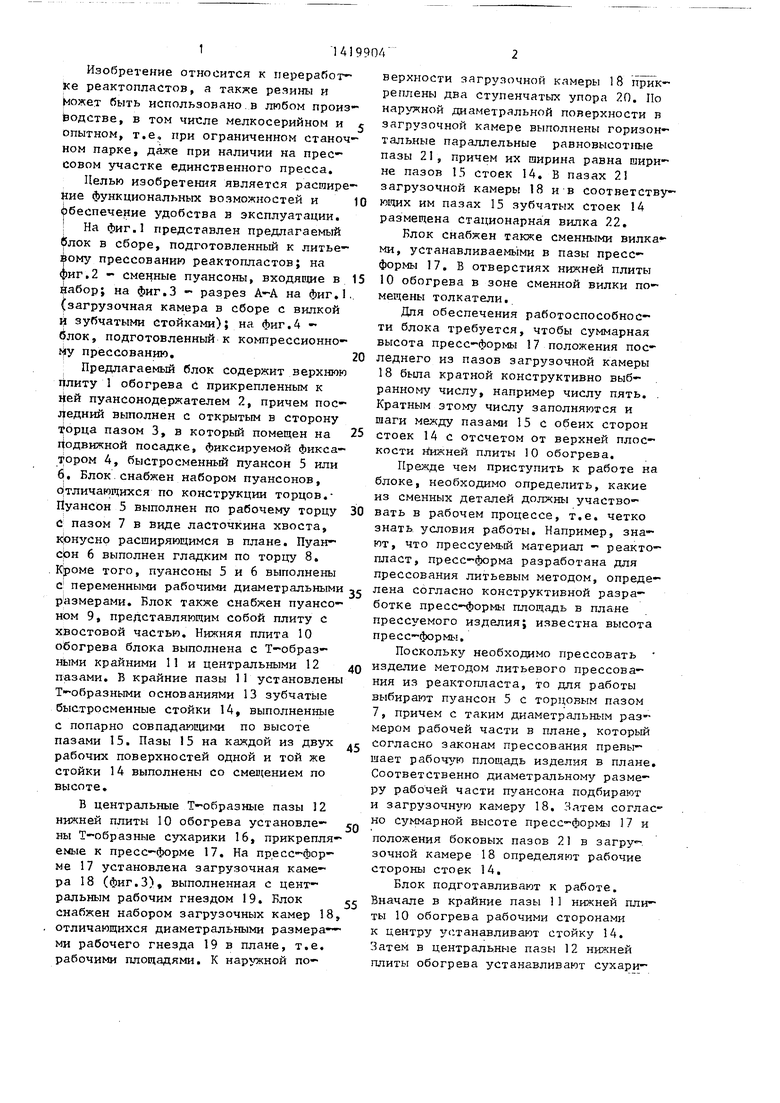
Изобретение относится к области переработки реактопластов, а также резины. Цель - расширение функциональных возможностей и обеспечение удобства в эксплуатации. Для этого в нижней плите 10 жестко закреплены зубчатые стойки 14 с пазами 15. На пазы крепится сменная загрузочная камера 18 со ступенчатыми упорами 20 и пазами, выполненными с возможностью установки фиксатора 22. 4 ил.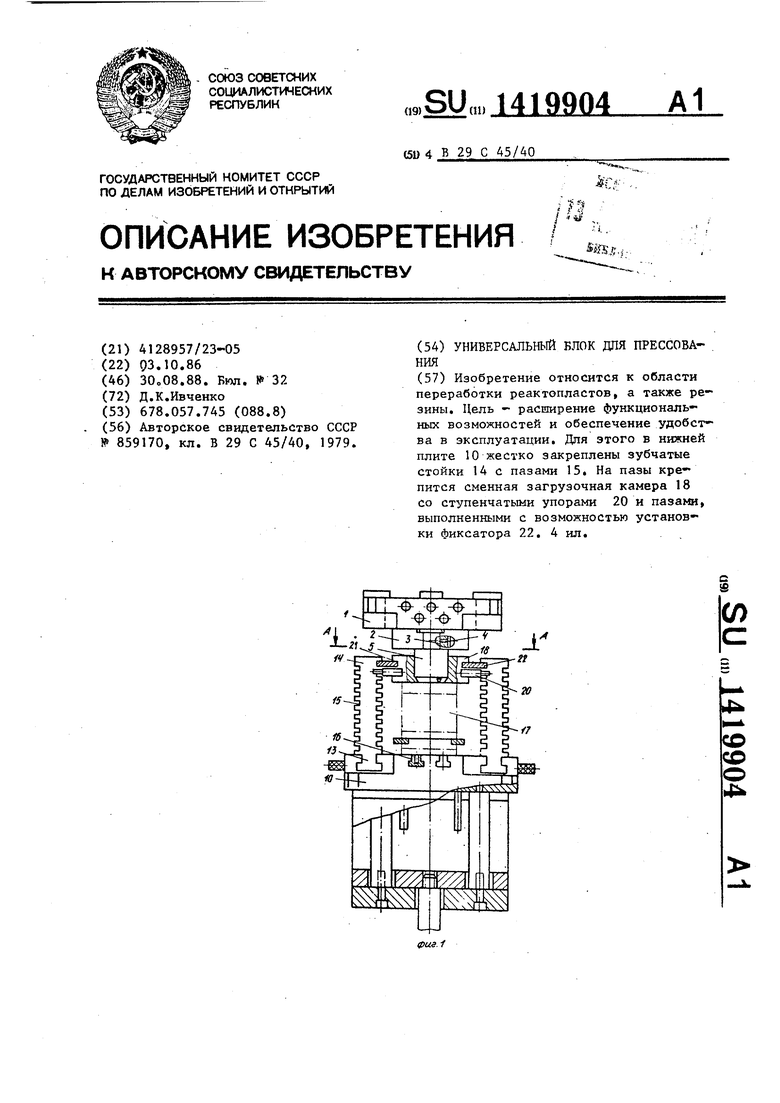
j ZLI7
Фи2.2
11
N
NT
Фиг. J
Пf2
r 51TJtH rr7 51
/
/
2 -9
Фиг.
| Универсальный блок для изготовления изделий из пластмасс | 1979 |
|
SU859170A1 |
| Солесос | 1922 |
|
SU29A1 |
