Изобретение относится к черной и цветной металлургии и может быть использовано при непрерывном или полунепрерывном литье и прокатке заготовок преимущественно для производства листовых материалов.
Цель изобретения - повьпаение производительности при значительном уменьшении массы оборудования.
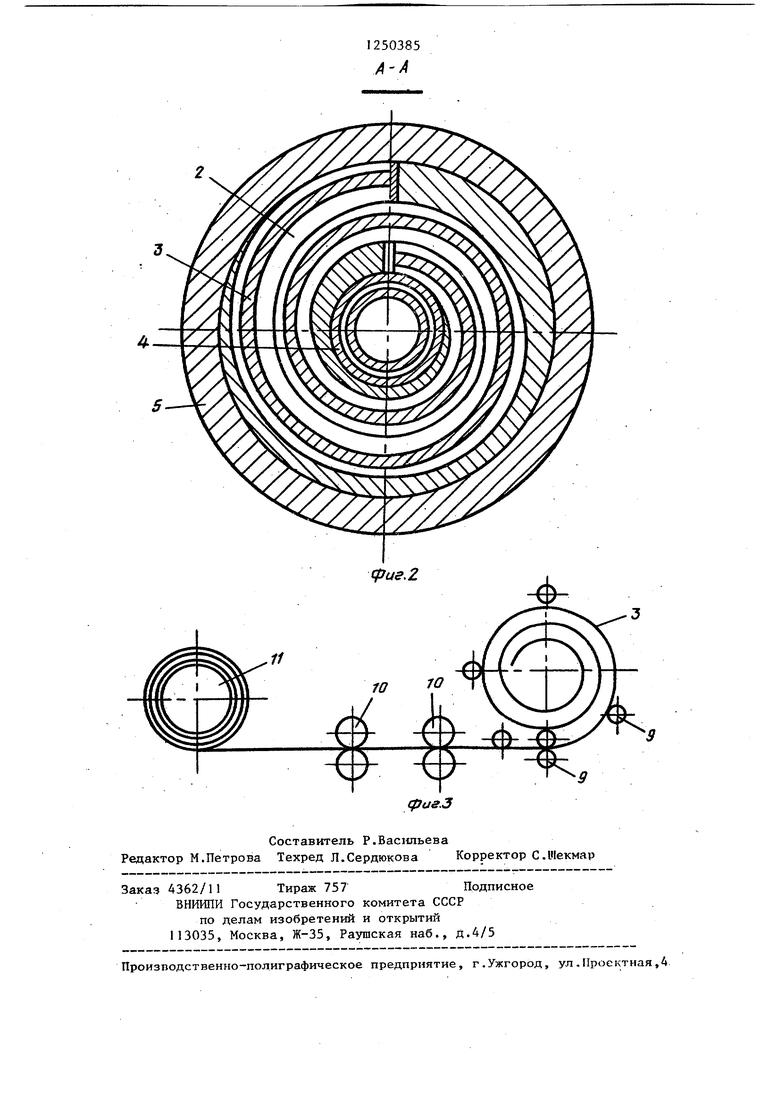
На фиг.1 показано устройство для получения слитка в форме спирали; на фиг.2 - разрез А-А на фиг.1; на фиг.З - схема размотки и пластической деформации рулона - слитка.
Устройство содержит воронки 1, из которых в кристаллизатор 2 подают расппав и из которого формируется слиток 3 в форме рулона.
Предусмотрены водоохлаждаемый дорн 4 и корпус 5 кристаллизатора. Дпя резки слитка применяют летучую, пипу 6, а перемещение слитка с затравкой 7 осуществляют гидравлическим цилиндром 8. Система гибочных роликов 9 служит для размотки и регулирования подачи слитка в прокатные клети 1 О и далее к барабану 11. Первая операция заключается в подготовке к разливке, т.е. нагреве воронок 1 при разливке стали до 1000-1200 С, выверке кристаллизатора 2, вводе в нег затравки 7 и ее проверке. Затем приступают к второй операции - заливке жидкого металла через воронки 1 в кристаллизатор 2. Для сталей их заливают обычно при 1480-1520 С. В . кристаллизаторе формируется слиток 3. После достижения заданного уровня мениска приступают к третьей операции - перемещению слитка 3, сформи- рованного в виде свернутого по спира .ли рулона. Слиток перемещается между дорном 4 и корпусом кристаллизатора 5. Скорость литья зависит от толщины листа 3 и может составлять 0,5-5,0 м/мин. Кристаллизатор вьшол- нен конусным для компенсации усадки.
После вытягивания слитка 3 на определенную длину осуществляют четвертую операцию - разрезание слитка
летучей пилой 6, которая в процессе резки перемещается совместно со слитком .3 и затравкой 7. В данном примере слиток перемещает гидравлический
цилиндр 8, что удобно при полунепре- рывном литье. Можно применять для перемещения слитка зубчатореечные механизмы ипи тянущие клети (.последние при непрерывном литье). Данную
операцию повторяют столько раз, на сколько частей надо разрезать слиток и удалить его концевые участки. . Пятая операция заключается в вьшо- де слитка 3 из кристаллизатора 2 и
прекращении подачи в него металла. Температура поверхности слитка для сталей равна 1100-1200 С. Ее можно охлаждать форсунками или спреерами (а также водовоздушнь1ми смесями,
но часто ввиду малой толщины листа это не требуется. Кристаллизатор 2 водоохлаждаемый, в данном примере он выполнен в виде двойной спирально намотанной ленты, сваренной по
краям. Желательно без остывания слитка 3 осуществить шестую операцию - его разматывание с помощью системы приводных роликов 9 с подачей в прокатные клети 10 и сматывание в рулон на барабан П. В ка - честве обжимйых агрегатов 10 можно применять клети кварто либо планетарные, бипланетарные клети, а также ковочные агрегаты.
Если прямая прокатка невозможна из-за охлаждения слитка 3 (ниже для стали), то его надо подогг ревать перед станом 10, например индуктором. Местая операция, заключающаяся в пластической деформации, т.е. разматьшании слитка, его обжатии и повторном сматьшании, является заключительной.
Получение слитка с криволинейной поверхностью позволяет повысить производительность машин непре рывного литья и уменьшить массу оборудования, используемого при получении слитков непрерывным литьем.
1250385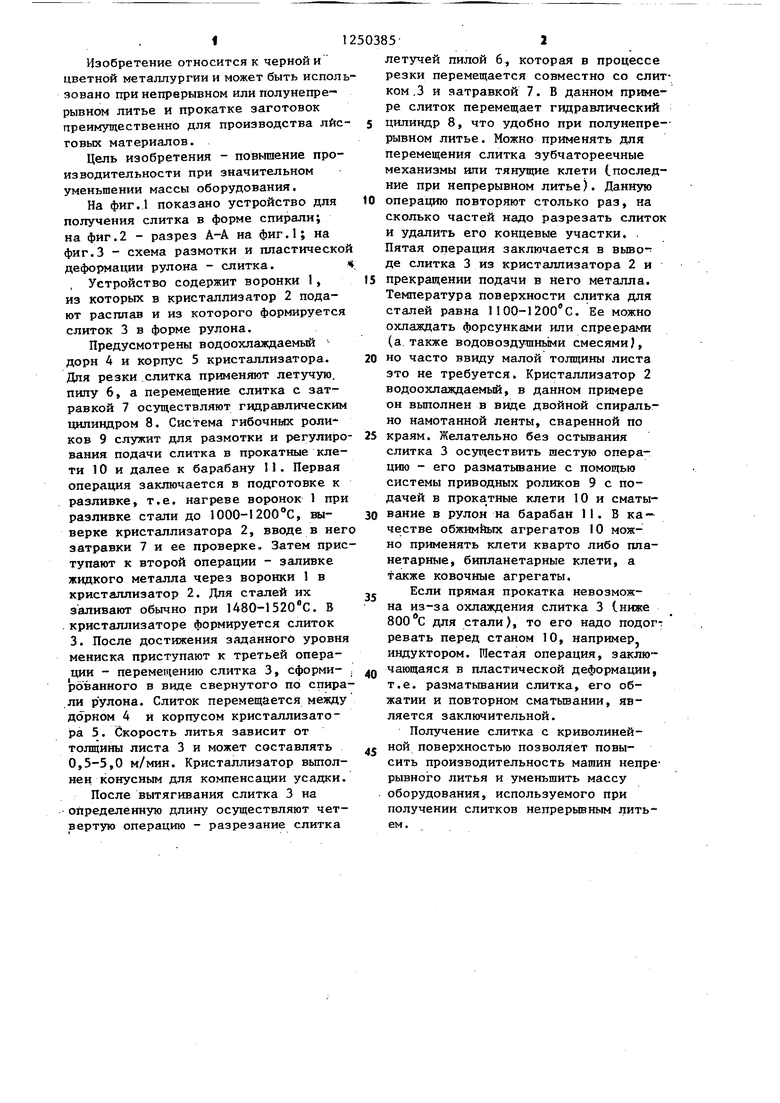
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2097164C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ЛЕНТЫ | 1996 |
|
RU2166387C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕТАЛЛОВ | 2007 |
|
RU2368456C2 |
| Способ прокатки прямоугольных заготовок | 1990 |
|
SU1782682A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОЙ ЛЕНТЫ ИЛИ ЛИСТОВ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2036030C1 |
| СПОСОБ ПРОИЗВОДСТВА ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСА | 2015 |
|
RU2575266C1 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛЬНОЙ ПОЛОСЫ ТОЛЩИНОЙ МЕНЕЕ 10 ММ | 1991 |
|
RU2013184C1 |
| Устройство для непрерывного литья слитков | 1980 |
|
SU925533A1 |
| СПОСОБ ПРОИЗВОДСТВА СОРТОВОЙ ЗАГОТОВКИ ЭЛЕКТРОШЛАКОВЫМ ПЕРЕПЛАВОМ ДЕМОНТИРОВАННОГО ЖЕЛЕЗНОДОРОЖНОГО РЕЛЬСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2016 |
|
RU2630912C1 |
| КОМБИНИРОВАННАЯ ЛИТЕЙНО-ПРОКАТНАЯ УСТАНОВКА И СПОСОБ БЕСКОНЕЧНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ ЧИСТОВОЙ ПОЛОСЫ | 2017 |
|
RU2747341C2 |
9
Составитель P.Васильева Редактор М.Петрова Техред Л.Сердюкова Корректор С.Шекмар
Заказ 4362/11 Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., Д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул,Проектная,4
gjae.3
| Плужный снегоочиститель | 1986 |
|
SU1460109A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
