Изобретение относится к порошковой металлургии, в частности, к способам изготовления спеченных изделий из порошковой быстрорежущей стали.
Целью изобретения является повыше- ние прочности стали и выхода годного.
Изобретение иллюстрируется следующими примерами.
Пример. В капсулу с толщиной стенки 5 мм засыпали порошок быстро- режущей стали, вакуумировали и герметизировали, а затем нагревали до 740- токами промышленной частоты. Дальнейший нагрев до 1120-1150 0 осуществляли при частоте питанщего тока 1000-30000 Г. При этом частоту питающего тока определяли из соотношения
f /
где f - частота питающего тока, Гц; А - толщина капсулы, м.
10Р6М5
740
1120
|1
770
1135
3 10Р6М5
800
1150
4
720
1100
5
820
П70
5
10 IS
503942
Полученные заготовки подвергали деформации, а затем испытаниям на механические свойства.
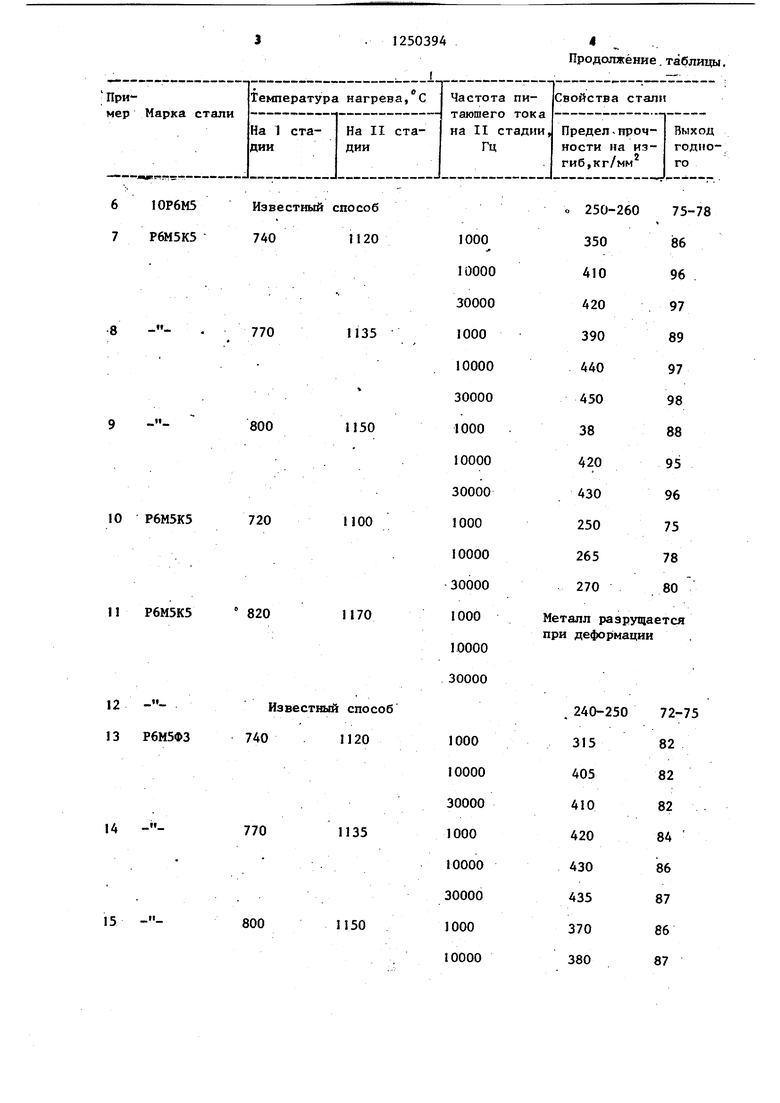
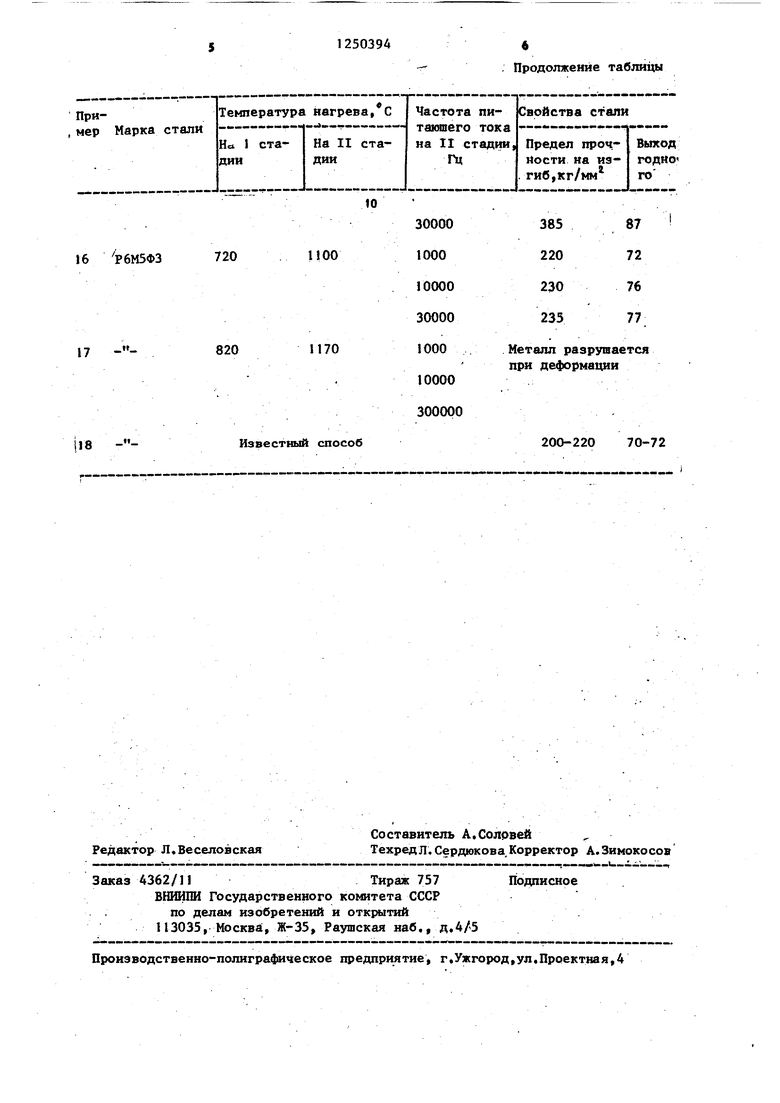
В таблице приведены примеры осуществления предложенного способа для граничных и промежуточных значений параметров, а также для параметров, выходяпщх за заявленные пределы, и свойства полученного металла в сравнении со свойствами стали, полученной известным способом.
10 IS
20
Как следует из приведенных в таблице данных, предложенный способ изготовления изделий из порошковой быстрорежущей стапи (примеры 1-3, 7-9 и 13-15) в сравнении с известным способом (примеры 6, .12 и 18) обеспечивает поя ш1енне прочности стали за счет равномерной мелкозернистой
iструктуры и выхода годного за счет
улучшения качества изделий.
300
400
430
390
435
440
386
410
420
260
270
275
86
95
96
86
96
97
87
92
94
78 .
80
81
Металл разрушается при деформации
10Р6М5 Р6М5К5
Известный способ 740 1120
8
ii
770
1135
-
800
1150
10 P6M5K5
720
1100
II P6M5K5
820
1170
12- -Известный способ
13Р6М5ФЗ 740 1120
14
1135
15
1150
16 Р6М5ФЗ
720
1100
17
- -
820
1170
118 - Известный способ
Редактор Л.Веселовская
Заказ 4362/ПТираж 757
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва;, Ж-35, Раушская наб., д.4/5
Производственно-полигра4 1ческое предприятие, г,Ужгород,ул.Проектная,4
Продолжение таблицы
200-220
70-72
Составитель А.Солрвей
Техред л. Сердюкова. Корректор А. Зимокосов
Подписное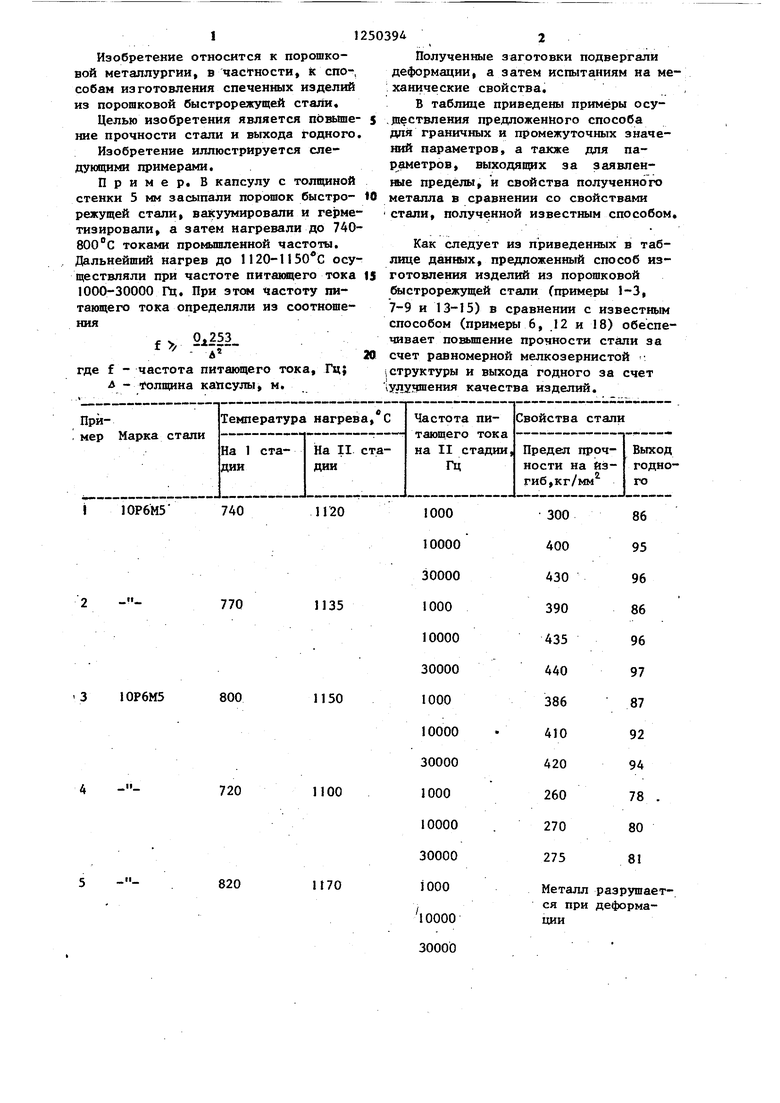
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения заготовок для прессования изделий из порошка | 1988 |
|
SU1634363A1 |
| Способ изготовления изделий из быстрорежущих сталей | 1980 |
|
SU884859A1 |
| Способ изготовления изделий из порошков быстрорежущих сталей | 1988 |
|
SU1567651A1 |
| Способ изготовления прутков из металлических порошков | 1986 |
|
SU1382589A1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1991 |
|
RU2069602C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПРУТКОВ ИЗ ПОРОШКОВОЙ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1991 |
|
RU2015852C1 |
| Способ получения биметаллических заготовок | 1981 |
|
SU988456A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕФОРМИРОВАННЫХ ФАСОННЫХ ПРОФИЛЕЙ ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1991 |
|
RU2069603C1 |
| Способ сборки капсулы для экструзии изделий из металлического порошка | 1990 |
|
SU1770088A1 |
| Капсула для горячего прессования изделий из порошка | 1985 |
|
SU1269914A1 |
| А.Н., BojDiaTKOB В.А | |||
| Про- ектирование и эксплуатация высокот частотных установок | |||
| Л.:Машинострое- ние, 1974, с.ПЗ | |||
| Рельсовый контакт | 1926 |
|
SU7246A1 |
| кл, В 22 F 3/20, 1972. | |||
