10
на 15
20
Изобретение относится к станкостроению, а именно к конструкции многопозиционных индексируемых инструментальных головок, устанавливаемых на станки токарной группы, преимущественно на многорезцовые станки для обработки ступенчатых тел вращения, например распределительных валов с удлиненными межкулачковыми шейками.
Целью изобретения является повышение надежности работы головки и упрощение ее конструкции путем установки зубчатого колеса на цапфе полуоси и введения в механизм точной фиксации радиально-люфтовой кулачковой муфты.
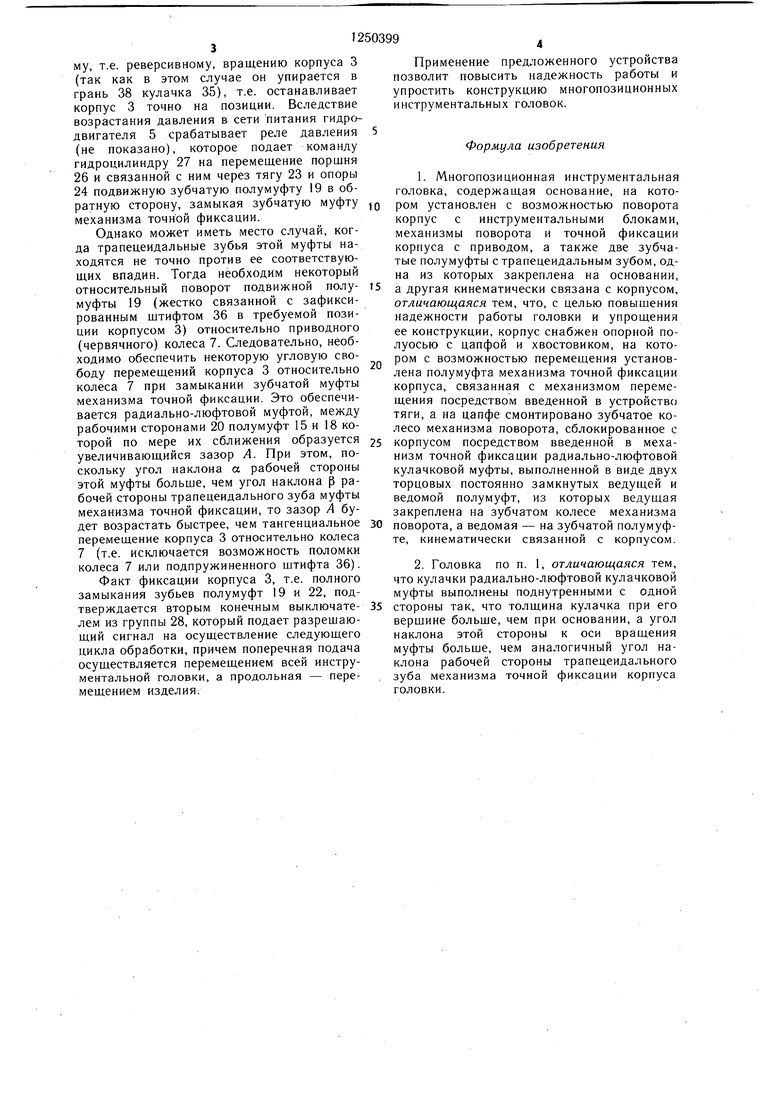
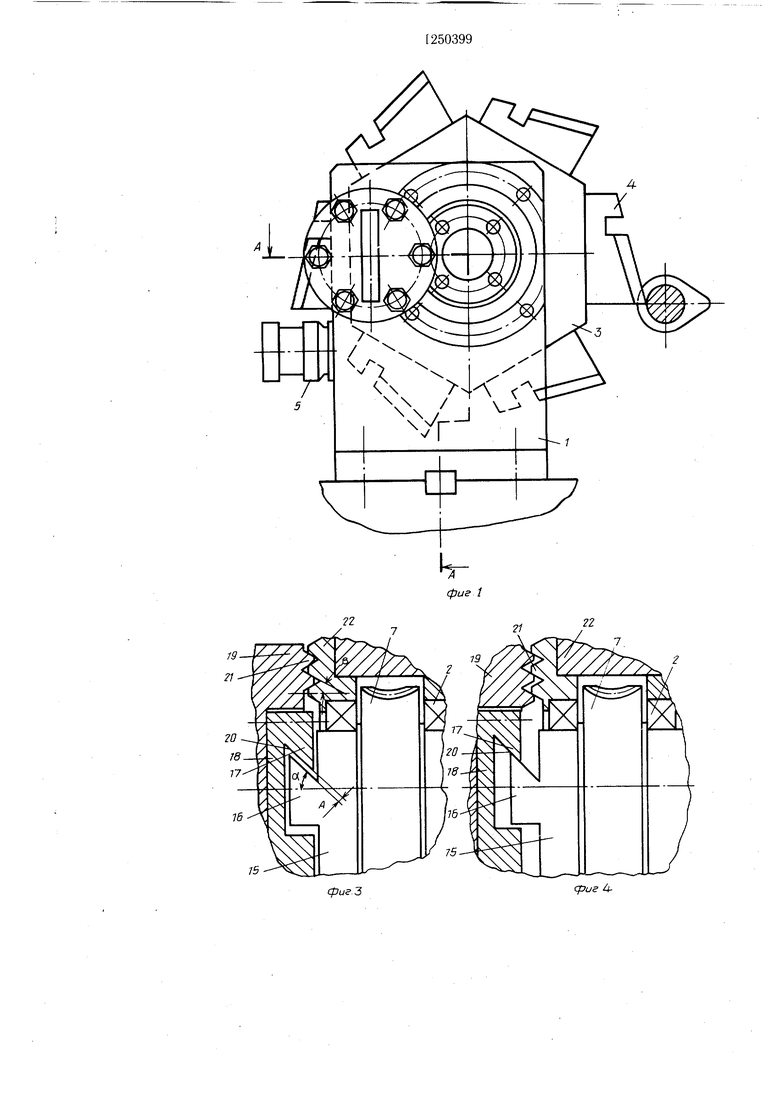
На фиг. 1 представлена головка, вид со стороны шпиндельной бабки станка; фиг. 2 - разрез А-А (повернуто) на фиг. I; на фиг. 3 - элементы муфт механизма точной фксации в рабочем (замкнутом) положении головки, разрез; на фиг. 4 - то же, в положении начала доворота корпуса головки; на фиг. 5 - механизм предварительной фиксации корпуса головки (в процессе осуществления доворота), разрез.
Многопозиционная инструментальная головка содержит установленный на основании 1 в радиальных опорах 2 (фиг. 2) пово- 25 ротный корпус 3, на котором закреплены режущие блоки 4. Привод вращения корпуса 3 осуществляется от гидродвигателя 5 (фиг. I) ч ерез приводную передачу с зубчатыми колесами, например червячную пару: червяк 6 и червячное колесо 7. На корпусе 3 закреплена полуось 8, на которой выполнены цапфа 9 и хвостовик 10 со шлицами 11.
На цапфе 9 полуоси 8 смонтирована радиальная опора 12, на которой жестко закреплено приводное червячное колесо 7.
Радиальная опора 12 выполнена в виде бронзовой втулки 13,-запрессованной в стальную обойму 14, которая установлена, относительно основания в радиальных опорах 2. На торце обоймы 14 закреплена полумуфта 15, кулачки 16 которой (фиг. 3 и 4) взаимодействуют с кулачками 17 полумуфты 18, закрепленной на подвижной зубчатой полумуфте 19 механизма точной фиксации.
Рабочими сторонами кулачков радиально-люфтовой муфты, состоящей из полумуфт 15 и 18, являются стороны 20, а зазор между ними равен А (в замкнутом положении зубчатой муфты механизма точной фиксации). Трапецеидальные зубья 21 подвижной полумуфты 19 взаимодействуют с аналогичными зубьями 21 стационарной полумуфты 22, закрепленной на основании 1. Подвижная прлумуфта 19 установлена на шлицах 11 хвостовика 10 с возможностью осевых перемещений по ним от продольной тяги 23 и
соединена с поршнем 26 гидроцилиндра 27 механизма осевых перемещений. Поршень 26 связан штоком с группой конечных выключателей 28, сигнализирующих о положении поршня (т.е. о замкнутом или разомкнутом положении полумуфт 19 и 22). Подвижная зубчатая полумуфта 19 (инемати- чески связана (посредством передачи 29, 30) с флажком 31, взаимодействующим с группой переключателей 32, определяющих позиции корпуса 3. На торце 33 корпуса 3 расположена полумуфта 34 механизма предварительной фиксации корпуса 3, кулачки 35 которой взаимодействуют с наконечником подпружиненного штифта 36, размещенного в основании 1 (фиг. 5).
Кулачки 35 имеют одну скошенную грань 37, а другая 38 параллельна оси щтифта 36. Шаг В между кулачками 35 выбран таким, чтобы обеспечить надежный останов корпуса 3 при позиционировании (в процессе его поворота) на требуемой позиции (при отключении гидродвигателя 5).
Работа многопозиционной инструменталь ной головки осуществляется следующим образом.
При подаче сигнала на позиционирование (переход на другую позицию) должен быть осуществлен поворот корпуса 3, несущего блоки 4, в следующую индексируемую позицию. При этом поршень 26 гидроцилиндра 27 посредством продольной тяги
30 23, перемещающейся в направляющих 25, а также осевых опор 24 осуществляет перемещение зубчатой подвижной полумуфты 19 по шлицам 11 хвостовика 10 до полного выхода зубьев 21 подвижной полумуфты 19 из зацепления с аналогичными зу35 бьями 21 стационарной полумуфты 22 (т.е. размыкаются муфты механизма точной фиксации корпуса). При поступлении сигнала с конечого выключателя из группы выключателей 28 о достижении положения расцепления производится поворот корпуса 3 в
следующую индексируемую позицию. Поворот осуществляется вращением подвижной зубчатой полумуфты 19, жестко скрепленной с корпусом 3 и кинематически связанной с гидродвигателем 5 через червячную пару
j 6 и 7, обойму 14 и постоянно замкнутую радиально-люфтовую муфту (т.е. полумуфты 15 и 18). По достижении требуемой индексируемой позиции (в этот мо.мент от взаимодействия с флажком 31 срабатывает один из группы переключателей 32) подается ко50 манда на реверсирование гидродвигателя 5 (так как корпус 3 в силу значительной инерции останавливается с «перебегом относительно позиции). При этом установленный в основании 1 подпружиненный штифт 36, не. препятствующий пря.мому
смонтирована на осевых опорах 24. Про- 55 вращению полумуфты 34 (так как он взадольная тяга 23 размещена внутри корпуса 3 и основания 1 в направляющих 25 и
имодеиствует со скошенной гранью 37 кулачка 35), будет препятствовать обратно10
15
20
25
соединена с поршнем 26 гидроцилиндра 27 механизма осевых перемещений. Поршень 26 связан штоком с группой конечных выключателей 28, сигнализирующих о положении поршня (т.е. о замкнутом или разомкнутом положении полумуфт 19 и 22). Подвижная зубчатая полумуфта 19 (инемати- чески связана (посредством передачи 29, 30) с флажком 31, взаимодействующим с группой переключателей 32, определяющих позиции корпуса 3. На торце 33 корпуса 3 расположена полумуфта 34 механизма предварительной фиксации корпуса 3, кулачки 35 которой взаимодействуют с наконечником подпружиненного штифта 36, размещенного в основании 1 (фиг. 5).
Кулачки 35 имеют одну скошенную грань 37, а другая 38 параллельна оси щтифта 36. Шаг В между кулачками 35 выбран таким, чтобы обеспечить надежный останов корпуса 3 при позиционировании (в процессе его поворота) на требуемой позиции (при отключении гидродвигателя 5).
Работа многопозиционной инструментальной головки осуществляется следующим образом.
При подаче сигнала на позиционирование (переход на другую позицию) должен быть осуществлен поворот корпуса 3, несущего блоки 4, в следующую индексируемую позицию. При этом поршень 26 гидроцилиндра 27 посредством продольной тяги
30 23, перемещающейся в направляющих 25, а также осевых опор 24 осуществляет перемещение зубчатой подвижной полумуфты 19 по шлицам 11 хвостовика 10 до полного выхода зубьев 21 подвижной полумуфты 19 из зацепления с аналогичными зу35 бьями 21 стационарной полумуфты 22 (т.е. размыкаются муфты механизма точной фиксации корпуса). При поступлении сигнала с конечого выключателя из группы выключателей 28 о достижении положения расцепления производится поворот корпуса 3 в
следующую индексируемую позицию. Поворот осуществляется вращением подвижной зубчатой полумуфты 19, жестко скрепленной с корпусом 3 и кинематически связанной с гидродвигателем 5 через червячную пару
j 6 и 7, обойму 14 и постоянно замкнутую радиально-люфтовую муфту (т.е. полумуфты 15 и 18). По достижении требуемой индексируемой позиции (в этот мо.мент от взаимодействия с флажком 31 срабатывает один из группы переключателей 32) подается ко50 манда на реверсирование гидродвигателя 5 (так как корпус 3 в силу значительной инерции останавливается с «перебегом относительно позиции). При этом установленный в основании 1 подпружиненный штифт 36, не. препятствующий пря.мому
55 вращению полумуфты 34 (так как он взаимодеиствует со скошенной гранью 37 кулачка 35), будет препятствовать обратному, т.е. реверсивному, вращению корпуса 3 (так как в этом случае он упирается в грань 38 кулачка 35), т.е. останавливает корпус 3 точно на позиции. Вследствие возрастания давления в сети питания гидро- двигателя 5 срабатывает реле давления 5 (не показано), которое подает команду гидроцилиндру 27 на перемещение порщня 26 и связанной с ним через тягу 23 и опоры 24 подвижную зубчатую полумуфту 19 в обПрименение предложенного устройства позволит повысить надежность работы и упростить конструкцию многопозиционных инструментальных головок.
Формула изобретения
1. Многопозиционная инструментальная головка, содержащая основание, на которатную сторону, замыкая зубчатую муфту Q ром установлен с возможностью повор ота
механизма точной фиксации.
Однако может иметь место случай, когда трапецеидальные зубья этой муфты находятся не точно против ее соответствующих впадин. Тогда необходим некоторый
корпус с инструментальными блоками, механизмы поворота и точной фиксации корпуса с приводом, а также две зубчатые полумуфты с трапецеидальным зубом, одна из которых закреплена на основании.
корпус с инструментальными блоками, механизмы поворота и точной фиксации корпуса с приводом, а также две зубчатые полумуфты с трапецеидальным зубом, одна из которых закреплена на основании.
относительный поворот подвижной полу- ts а другая кинематически связана с корпусом, муфты 19 (жестко связанной с зафикси-отличающаяся тем, что, с целью повышения
рованным штифтом 36 в требуемой позиции корпусом 3) относ ительно приводногю
(червячного) колеса 7. Следовательно, необнадежности работы головки и упрощения ее конструкции, корпус снабжен опорной полуосью с цапфой и хвостовиком, на кото- ходимо обеспечить некоторую угловую сво-ром с возможностью перемещения установбоду перемещений корпуса 3 относительно лена полумуфта механизма точной фиксации колеса 7 при замыкании зубчатой муфты механизма точной фиксации. Это обеспечивается радиально-люфтовой муфтой, между
рабочими сторонами 20 полумуфт 15 и 18 кокорпуса, связанная с механизмом перемещения посредством введенной в устройство тяги, а на цапфе смонтировано зубчатое колесо механизма поворота, сблокированное с
торой по мере их сближения образуется 25 корпусом посредством введенной в меха- увеличивающийся зазор А. , по- низм точной фиксации радиально-люфтовой скольку угол наклона а рабочей стороныкулачковой муфты, выполненной в виде двух
этой муфты больше, чем угол наклона р ра- торцовых постоянно замкнутых ведущей и бочей стороны трапецеидального зуба муфты ведомой полумуфт, из которых ведущая механизма точной фиксации, то зазор А бу- закреплена на зубчатом колесе механизма дет возрастать быстрее, чем тангенциальное зо поворота, а ведомая - на зубчатой полумуф- перемещение корпуса 3 относительно колеса те, кинематически связанной с корпусом.
7 (т.е. исключается возможность поломки
колеса 7 или подпружиненного штифта 36).
Факт фиксации корпуса 3, т.е. полного
замыкания зубьев полумуфт 19 и 22, под2. Головка по п. 1, отличающаяся тем, что кулачки радиально-люфтовой кулачковой муфты выполнены поднутренными с одной
тверждается вторым конечным выключате- 35 стороны так, что толщина кулачка при его
лем из группы 28, который подает разрешающий сигнал на осуществление следующего цикла обработки, причем поперечная подача осуществляется перемещением всей инструментальной головки, а продольная - перемещением изделия:
вершине больше, чем при основании, а угол наклона этой стороны к оси вращения муфты больше, чем аналогичный угол наклона рабочей стороны трапецеидального зуба механизма точной фиксации корпуса головки.
Применение предложенного устройства позволит повысить надежность работы и упростить конструкцию многопозиционных инструментальных головок.
Формула изобретения
1. Многопозиционная инструментальная головка, содержащая основание, на котором установлен с возможностью повор ота
корпус с инструментальными блоками, механизмы поворота и точной фиксации корпуса с приводом, а также две зубчатые полумуфты с трапецеидальным зубом, одна из которых закреплена на основании.
а другая кинематически связана с корпусом, отличающаяся тем, что, с целью повышения
2. Головка по п. 1, отличающаяся тем, что кулачки радиально-люфтовой кулачковой муфты выполнены поднутренными с одной
вершине больше, чем при основании, а угол наклона этой стороны к оси вращения муфты больше, чем аналогичный угол наклона рабочей стороны трапецеидального зуба механизма точной фиксации корпуса головки.
У -J
У|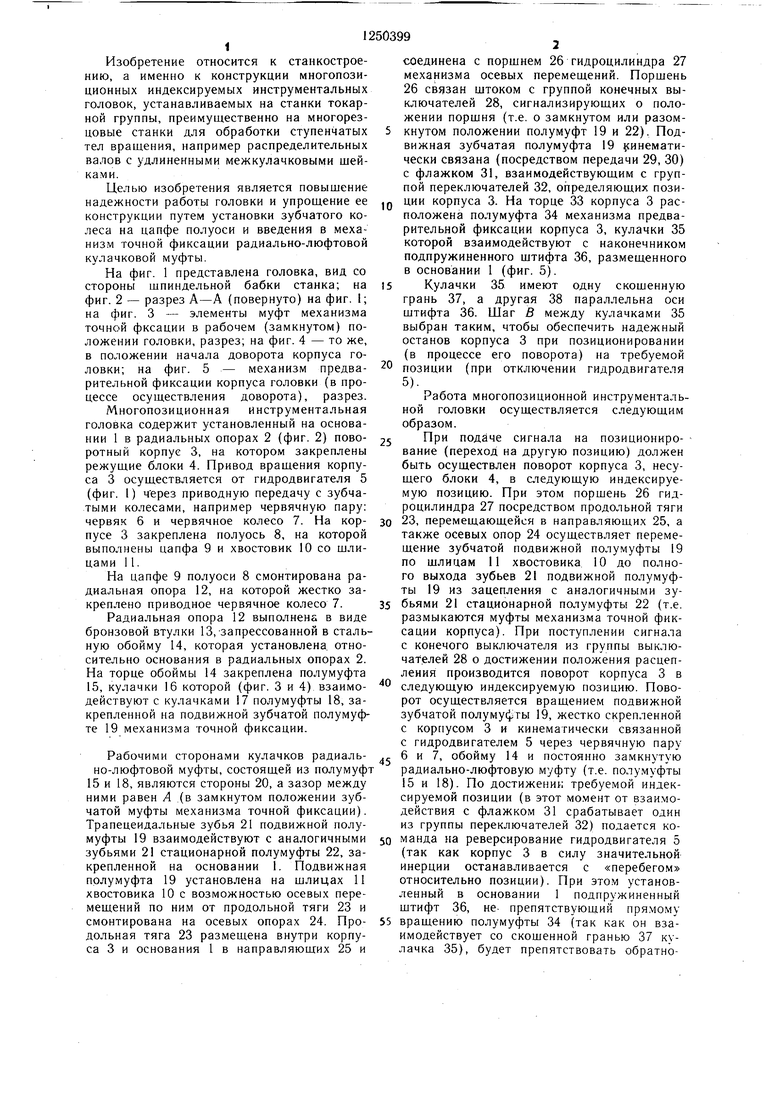
| название | год | авторы | номер документа |
|---|---|---|---|
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Многопозиционная резцовая головка | 1977 |
|
SU733868A1 |
| МНОГОПОЗИЦИОННАЯ ИНСТРУМЕНТАЛЬНАЯ ГОЛОВКА | 1992 |
|
RU2071870C1 |
| Револьверная головка | 1988 |
|
SU1593785A1 |
| Многопозиционная инструментальная головка | 1990 |
|
SU1787696A1 |
| Револьверная головка | 1974 |
|
SU515590A1 |
| Револьверная головка | 1989 |
|
SU1703280A1 |
| ЧЕРВЯЧНЫЙ ИНСТРУМЕНТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ, ОБОРУДОВАНИЕ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ И ЭКСПЛУАТАЦИИ | 1998 |
|
RU2169061C2 |
| Револьверная головка | 1980 |
|
SU908544A1 |
| Многопозиционный станок | 1983 |
|
SU1199587A1 |
Изобретение относится к резцовым головкам для станков для обработки шеек распределительных валов и позволяет повысить надежность устройства наряду с упрощением конструкции за счет введения в устройство дополнительных полумуфт. Дополнительные радиально-люфтовые полу муфты 15, 18 обеспечивают угловое перемещение корпуса 3 относительно приводного червячного колеса 7, необходимое для точного базирования корпуса в полумуфтах 19, 22. Подвижная полумуфта 19 перемещается в осевом направлении по шлицам 11, освобождая корпус 3, т.е. обеспечивая возможность его поворота на соответствующую позицию. 1 з.п.ф-лы, 5 нл. (Л ю сд о со со со
фиг.З
(риг 435
| Авторское свидетельство СССР № 914189, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
