Изобретение относится к станкостроению и может быть использовано в многопозиционных станках.
Целью изобретения является расширение технологических возможностей путем обеспечения возможности фрезерования пазов на поверхности цилиндрических деталей.
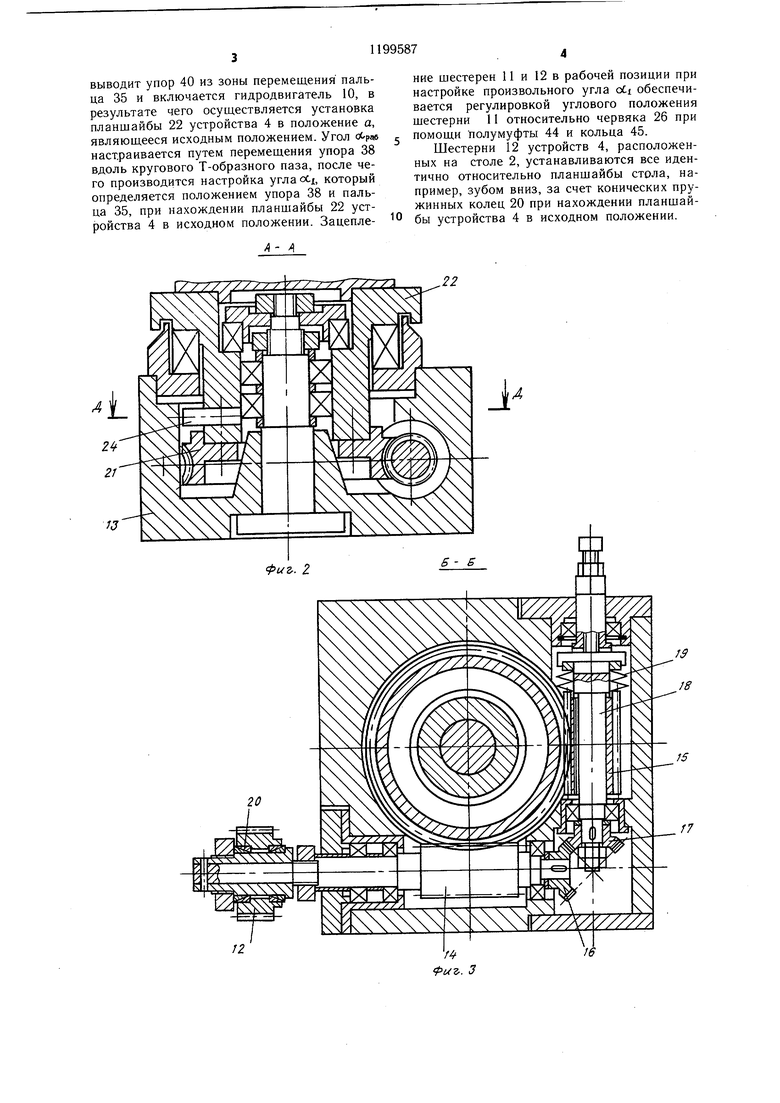
На фиг. i изображен предлагаемый стаHokf-Ha фиг. 2 - разрез А-А на фиг. 1;
на фиг. 3 - разре 1Б-Б на фиг. 1; на фиг. 4 -
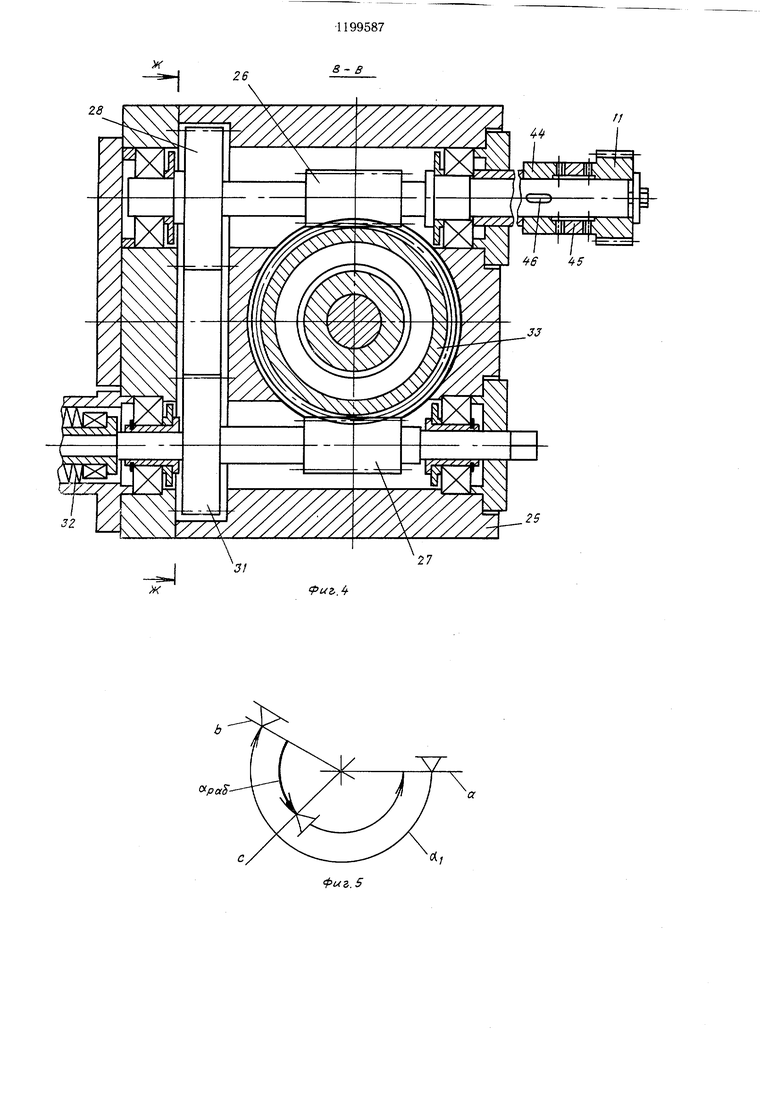
разрез В-В на фцц. Л; на фиг. 5 - схема
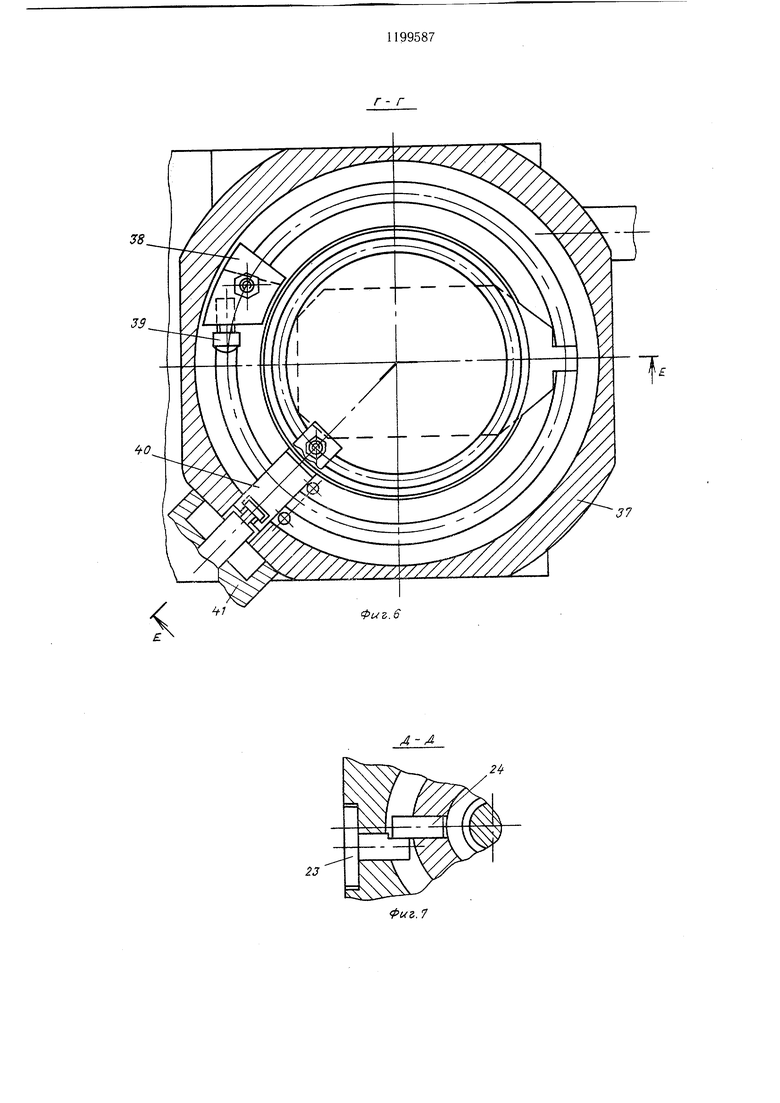
-отбработки паза на цилиндрической поверхности детали; на фиг. 6 - разрез Г-Г на
фиг.1; на фиг. 7 ,- разрез Д-Д на фиг. 2;
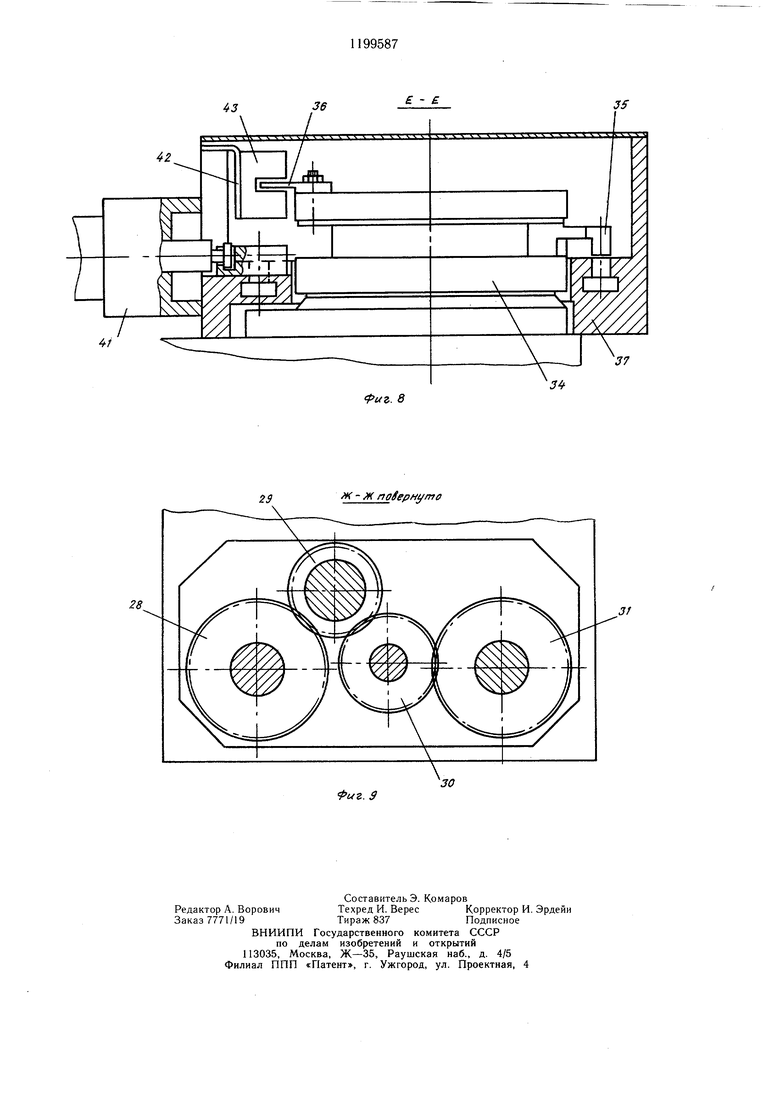
на фиг. 8 - разрез Е-Е на фиг. 6; на
фиг. 9 - разрез Ж-Ж на фиг. 4.
Станок состоит из станины 1, на которой установлен мнОгопозиционный поворотный стол 2 с планшайбой 3, несуший устройства 4. На зажимных устройствах 4 размещены оправки 5 с обрабатываемыми деталями 6. К боковым граням станины I крепятся кронштейны 7. на которых смонтированы силовые головки 8, установленные с возможностью возвратно-поступательного перемещения, и поворотные устройства 9 с гидродвигателями 10. Устройства 4 и 9 соединены между собой в рабочей позиции с помощью шестерен 11 и 12.
Зажимное устройство 4, установленное на столе 2, состоит из корпуса 13, в котором на подшипниках установлены под углом 90° два червяка 14 и 15, связанные между собой посредством конических шестерен 16 и 17. Червяк 15 установлен на валу 18 с возможностью осевого перемещения и подпружинен с одной стороны тарельчатыми пружинами 19. На конце червяка 14 при помощи конических пружинных колец 20 установлена шестерня 12. С червяками И и 15 входит в зацепление червячное колесо 21, закрепленное на планшайбе 22. В корпусе 3 установлен упор 23, а на планшайбе 22 - палец 24, которые взаимодействуют один с другим в исходном положении планшайбы 22.
Поворотное устройство 9, установленное на рабочей позиции, состоит из корпуса 25, в котором на подшипниках установлены параллельно два червяка 26 и 27, связанные между собой посредством шестерен 28-31. Шестерни 28 и 31 выполнены как одно целое с червяками 26 и 27, шестерня 29 (фиг. 9) установлена на валу гидродвигателя 10, а шестерня 30 является паразитной. Червяк 27 установлен с возможностью осевого перемещения и подпружинен с одной стороны тарельчатыми пружинами 32. С червяками 26 и 27 входит в зацепление червячное колесо 33, установленное на планшайбе 34. Планшайба несет упорный палец 35 и лепесток 36. К корпусу 25 крепится основание 37 с круговым Т-образным пазом, в котором посредством болта крепится упор 38
с регулируемым винтом 39. В основании радиально, с возможностью перемещения установлен упор 40, соединенный с гидроцилиндром 41. В верхней части основания на
скобе 42 закреплен бесконтактный переключатель 43. На конце червяка 26 размещены полумуфта 44, кольцо 45 и шестерня 11, связанные друг с другом посредством торцового зубчатого зацепления. Полумуфта 44 передает крутящий момент от червяка 26 посредством щпонки 46. Число зубьев в торцовом зацеплении полумуфты 44 и кольца 45 и шестерни 11 отличаются на единицу, что обеспечивает регулировку углового положения шестерни 11 относительно чер5 вяка 26 с высокой точностью.
Станок работает следующим образом. После завершения обработки всеми силовыми головками и отвода их в исходное положение по команде от системы управления происходит подъем планшайбы 3 поворотного стола 2, поворот ее на следующую позицию и опускание в рабочее положение. При этом щестерни 11 и 12 входят в зацепление и обеспечивается кинематическая связь устройств 4 и 9. По сигналу от сис5 темы управления происходит включение гидродвигателей 10, в результате чего планшайба каждого зажимного устройства 4 вместе с деталью 6 поворачивается на угол oCj и проходит из исходного положения а Б положение в, соответствующее началу обработки. Фиксация исходного положения планшайбы устройства 4 обеспечивается при взаимодействии пальца 24 с упором 23. Фиксация положения, соответствуюп его началу обработки, осуществляется при упоре пальца 35 в регулируемый винт 39, расположеиный на упоре 38. При повороте в положение, соответствуюшее началу обработки, радиально-подвижный упор 40 выводится из зоны перемещения пальца 35 при помощи гидроцилиндра 41. После поворота
детали 6 в положение, соответствующее началу обработки, включается рабочая подача силовой головки 8 и происходит врезание фрезы в деталь 6 на глубину обработки. Затем производится включение гидродвигателя 10 и осуществляется поворот детали 6
на угол оСраб с рабочей подачей, ь результате чего фреза производит обработку паза на детали 6. Планшайба 22 устройства 4 вместе с деталью 6 поворачивается из положения в в положение с, соответствующее
Q концу обработки. Фиксация данного положения осуществляется при упоре пальца 35 в радиальный упор 40, который к данному моменту вводится в зону перемещения пальца 35 при помощи гидроцилиндра 41. После поворота детали в положение, соответствующее концу обработки, осуществляется быстрый отвод пиноли силовой головки 8 в исходное положение, фреза выводится из обратного паза. Затем гидроцилиидр 4
выводит упор 40 из зоны перемещения пальца 35 и включается гидродвигатель 10, в результате чего осуществляется установка планшайбы 22 устройства 4 в положение а, являющееся исходным положением. Угол Лрав настраивается путем перемещения упора 38 вдоль кругового Т-образного паза, после чего производится настройка угла ос, который определяется положением упора 38 и пальца 35, при нахождении планшайбы 22 устройства 4 в исходном положении. Зацеплеf - Л
ние шестерен 11 и 12 в рабочей позиции при настройке произвольного угла oCi обеспечивается регулировкой углового положения шестерни 11 относительно червяка 26 при помощи полумуфты 44 и кольца 45.
Шестерни 12 устройств 4, расположенных на столе 2, устанавливаются все идентично относительно планшайбы стола, например, зубом вниз, за счет конических пружинных колец 20 при нахождении планшайбы устройства 4 в исходном положении.
| название | год | авторы | номер документа |
|---|---|---|---|
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
| ПОВОРОТНЫЙ СТОЛ | 1992 |
|
RU2045382C1 |
| Самоцентрирующая планшайба токарно-карусельного станка | 1987 |
|
SU1565599A1 |
| Ротационно-обжимное устройство | 1977 |
|
SU742024A1 |
| Револьверная головка | 1988 |
|
SU1593785A1 |
| Гибкий производственный модуль автоматической линии | 1985 |
|
SU1456297A1 |
| Установка для сборки и сварки изделий | 1980 |
|
SU872154A1 |
| Поворотно-делительный стол | 1984 |
|
SU1227422A2 |
| Многопозиционный агрегатный станок | 1981 |
|
SU988529A1 |
МНОГОПОЗИЦИОННЫЙ СТАНОК, содержащий стаиину, на которой установлен многопозиционный стол с равномерно расположенными на нем зажимными устройствами с оправками, закрепленными на планшайбах, силовые головки и поворотные устройства с планшайбами и приводами, расположенные на станине, при этом зажимные устройства установлены с возможностью кинематической связи с поворотными устройствами, отличающийся тем, что, с целью расширения технологических возможностей, каждое зажимное устройство снабжено пальцем и упором, а каждое поворотное устройство - пальцем и двумя упорами, пальцы жестко закреплены на планшайбах устройств с возможностью взаимодействия с упорами своих устройств, при этом упоры зажимного устройства и часть упоров поворотного устройства установлены с возможностью перемеш,ения в направлении оси планшайб устройств, а остальные упоры поворотного устройства - вокруг оси планшайб этого устройства. Г2 со со сд 00 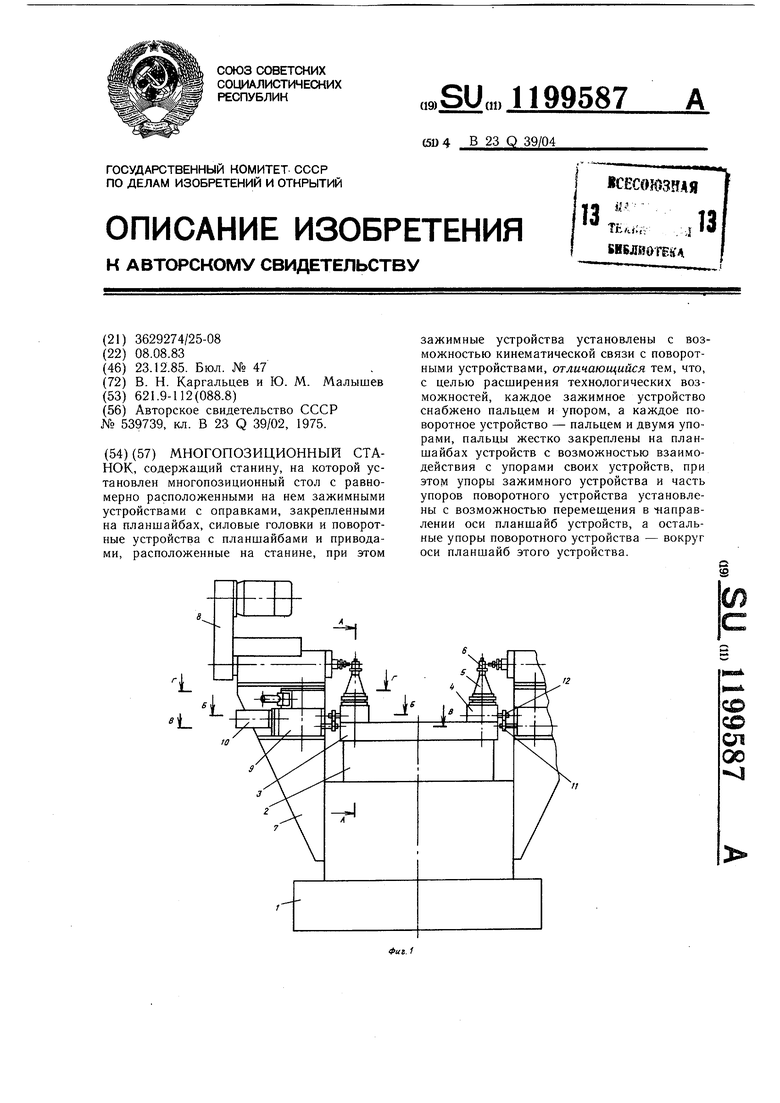
ypaSфиг. 5
Фиг.6
А-Л
2
336
/
42
Т
д
J7
л
3 Ж - ж rtoSepHt/mo
| Комбинированный металлообрабатывающий станок | 1975 |
|
SU539739A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
