5i
Изобретение откосится к арокатному производству и может быть использовано при подготовке прокатных валков к перевалке для определения чества сборки валкоз и подшипников жидкостного трения СПЖТ),
Целью изобретения як.ггяется расширение видов контроля и диапазона размеров испытуемых подшипн -;:ков ,
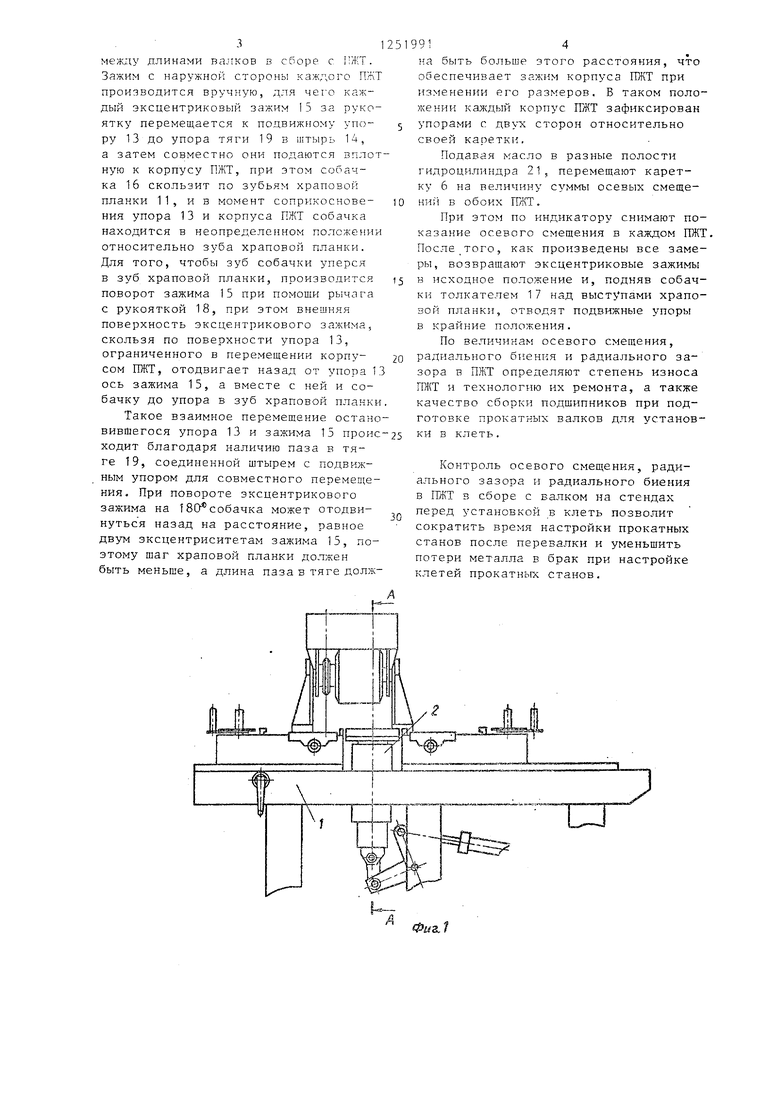
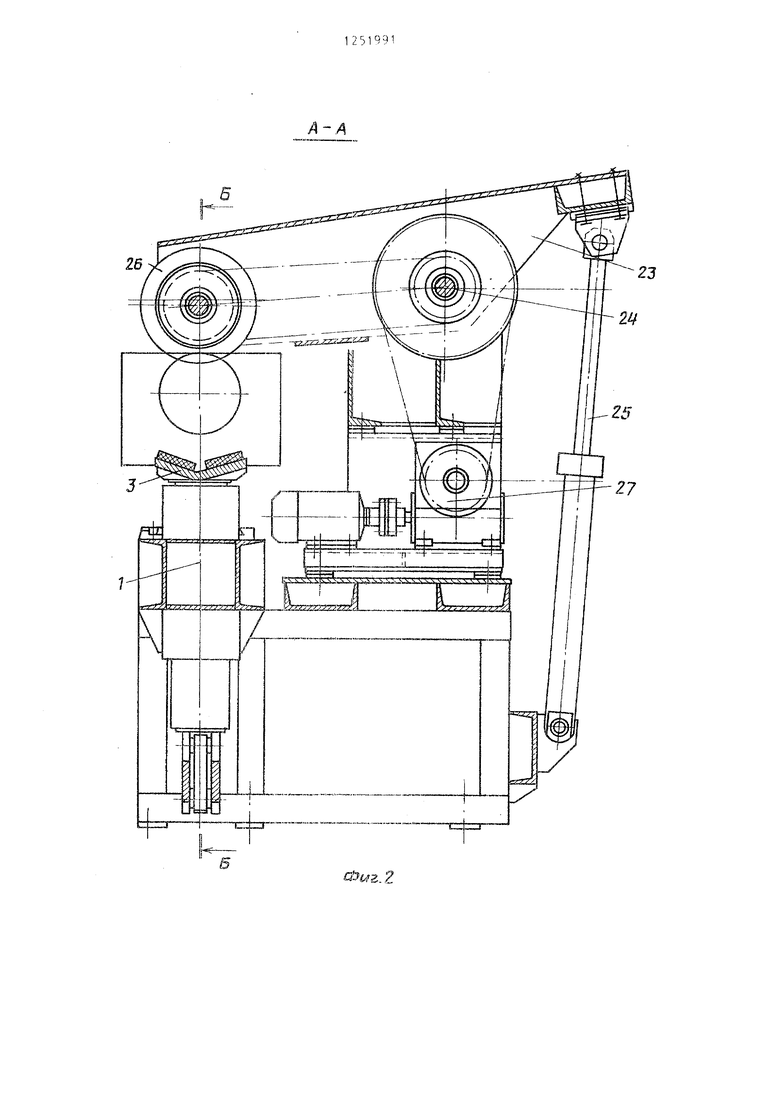
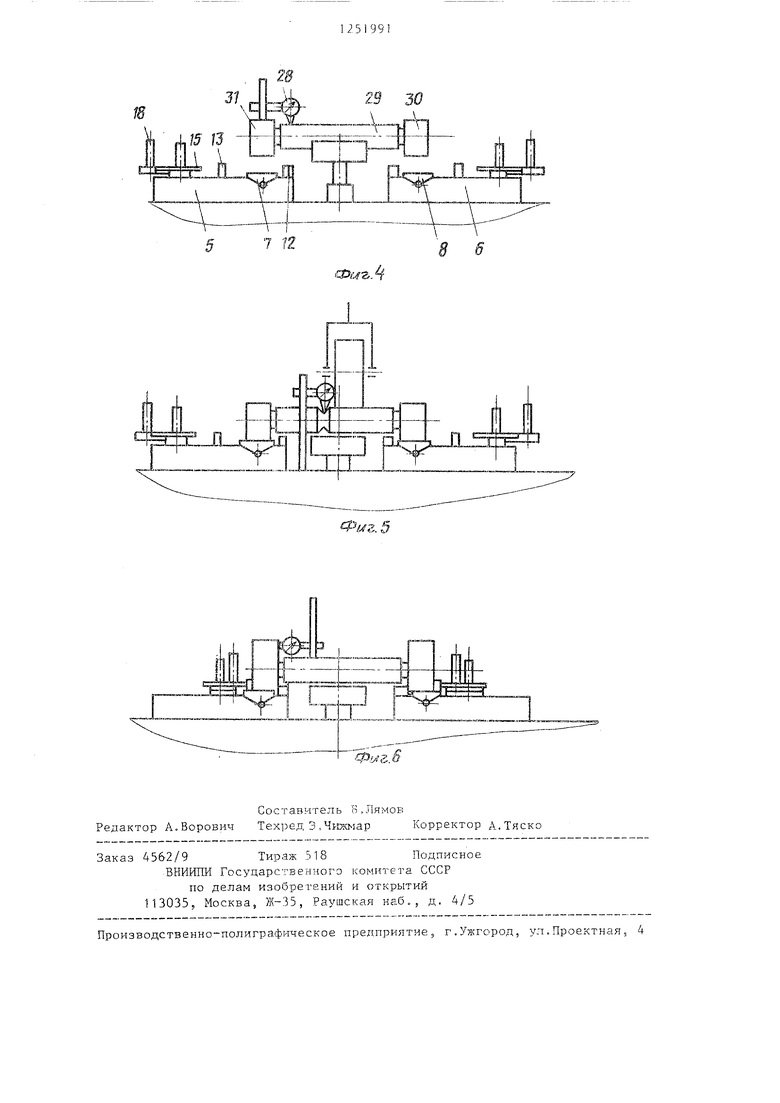
На фиг. 1 изображе стенд, общ11:й вид; на фиг. 2 разрез А-А на фиг, 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - 6 - ггоопера- ционт е положения механизмов в ходе контроля радиального биения, осевого смещения и зазоров вгупка- ми ШТ.
Стенд состоит из станины 1 . Е которой имеется вертикальн 1Я направляющая 2 с подъемной прнзмой 3 Привод призмы осуществляется от гидро-- цилиндра 4. По обе стороны от направляющей 2 расположены каретки 5 и 6 с качающимися опорами 7 и 8, Каретки перемещаются по направляющим 9 и Ш,
Каждая каретка содержит храповую планку 11, стационарный упор 12, подвижный упор 13 со штырем 14 и элс центриковый зажим 15, на раме которого закреплены подъемная собачка 16 толкатель 17., рычаг с рукояткой 18 и тяга 19 с пазом,
Подвижнь Й упор и рама зкс/дентри- козого зажима совместно перемещается по направляющим 2G, Каретка 6 перемещается гидроцилинд гом 21, а каретка 5 перемещается вручпух и фиксируется поворотной осью 22, имеющей лыску. При расположе1-;ии оси 22 лы с- кой вверх (на показано) каретка 5 может перемещаться над осьго, В крайних положениях каретки 5 один из полукруглы вырезов внизу ка реткт-т к ось 22 совмещаются и з этих двух положениях возможен поворот эси л:ыс- кой вниз (фиг. 3), при этом ось 22 займет вырез в каретке и застоп О- рит ее.
На станине 1 ка подшипниках установлен рычаг 23, качающийся вокруг оси 24 гидроцилиндром 25. Дисг: трения 26 приводится во 1;фап;;е:;1ие дом 27, состояпрм нз ;-;1Лектродв1-1га7е ля, редуктора и двух цепньп-: передач, Стенд укомплектован индикатором 28, установленным на штативе. Испытуемое изделие состоит из валка 29 с двумя ПЖТ 30 н 31,
251991
Работа стенда осушествляется следующим образом.
1Ча призму 3, находящуюся в крайнем верхнем положении, симметрично оси :. призмы укладывают валок 29 в сборе с ПЖТ. Под ПЖТ 30 и 31 подводят канаходились под ПЖТ. При этом подвижные упоры 13 в обоих каретках отодвинуты вручную ji крайнее полол ение (фиг. 4).
В зависимости от длинь валка каретка 5 находится в одном из зафиксированных положергий. Перемещение
каретки 5 ручное. На поверхность корпуса ПЖТ устанавливают штатив, а индикатор 28 упирают в валок,
Перемеща:от призму 3 вниз до тех пор, пока ПЖТ не установятся на опорь 7 и 8, а призма 3 не оторвется
от валка. В это время снимаю показания индикатора,, указывающего величину радиального зазора между втулками в ПЖТ.
Для замера радиального биения в ПЖТ (фиг. 5) штатив с инди1-:атором устанавливают на 1 , индикатор упирают в дно ручья залка 29, а на валок опускают диск 26 трения
и прижимают его к валку с опр еделен- ным усилием.
При вращении дг-тска за счет разности коэффициентов трения между диском и валком и между втулками ПЖТ, а также разницы диаметров валка и ПЖТ, происходит вращение валка, при котором снимают показания индикатора 3 радиальном биении в ПЖТ.
Для замера осезого смещения в П)1(Т
(фиг. 3 и 6) штатив устанавливают на валок, а индикатор упирают в торец корпуса ПЖТ. При зтом подлипни- ки 30 и 31 . ДОЛЖНЫ быть зажаты с обеих сторонп Со стороны валка (: внутпег-гней ст оро-ты) зажим пооизводится - - f
гидроцилиндром 21,, который перемеща- т каретку Ь вправо. Подшипник 30, .лежащий па ней, скользит по ее поверхности до тех пор, пока упор 12 -ie коснется торца корпуса ПЖТ 30. Заrev каретка 6, передавая усилие на ПЖТ 30J начнет транспортировать 5п:раво валок с обоими ПЖТ до тех пор, пока ТШТ 31 не упрется з неподвижный упор 12 на Кс1ретке 5.
Ход цили1 дра в сумме с расстоянием между двумя положениями каретки 5, забзиксиронанкыми осью 22, выполнены больше максимальной разницы
31
между длинами валков в сборе с ГЖТ. Зажим с наружной стороны каждого ПЖТ производится вручную, для чего каждый эксцентриковый зажим I5 за рукоятку перемеи;ается к пoдвижf oмy упо- ру 13 до упора тяги 19 в штырь 14, а затем совместно они подаются вплотную к корпусу ПЖТ, при этом собачка 16 скользит по зубьям храповой планки 11, ив момент conptiKocHOBe- вия упора 13 и корпуса ПЖТ собачка находится в неопределенном положении относительно зуба храповой планки. Для того, чтобы зуб собачки уперся в зуб храповой планки, производится поворот зажима 15 при помоши рычага с рукояткой 18, при этом внешняя поверхность эксцентрикового зажима, скользя по поверхности упора 13, ограниченного в перемещении корпусом ПЖТ, отодвигает назад от упора 13 ось зажима 15, а вместе с ней и собачку до упора в зуб храповой планки Такое взаимное перемещение остано вивтегося упора 13 и зажима 15 проис ходит благодаря наличию паза в тяге 19, соединенной штырем с подвижным упором для совместного перемещения. При повороте эксцентрикового зажима на 180 собачка может отодвинуться назад на расстояние, равное двум эксцентриситетам зажима 15, поэтому шаг храповой планки должен быть меньше, а длина паза в тяге долж
0
5
5 5
0
9914
lia быть больше этого расстояния, что обеспечивает зажнм корпуса ПЖТ при изменении его размеров. В таком положении каждый корпус ПЖТ зафиксирован упорами с двух сторон относительно своей каретки.
Подавая масло в разные полости гидроцилмидра 21, перемещают каретку 6 на величину суммы осевых смещений в обоих ПЖ .
При этом по индикатору снимают показание осевого смещения в каждом ПЖТ. После того, как произведены все замеры, возвращают эксцентриковые зажимы в исходное положение и, подняв собачки толкателем 17 над выступами храповой планки, отводят подвижные упоры в крайние положения.
По величинам осевого смещения, радиального биения и радиального зазора в ПЖТ определяют степень износа П)1(Т и технологию их ремонта, а также качество сборки подщипников при подготовке прокатных валков для установки в клеть.
Контроль осевого смещения, радиального зазора и радиального биения в ПЖТ в сборе с валком на стендах перед установкой в клеть позволит сократить время настройки прокатных станов после перевалки и уменьшить потери металла в брак при настройке клетей прокатных станов.
Фиг.1
26
ОУиг.г
ГО
r«
Ф1,. 5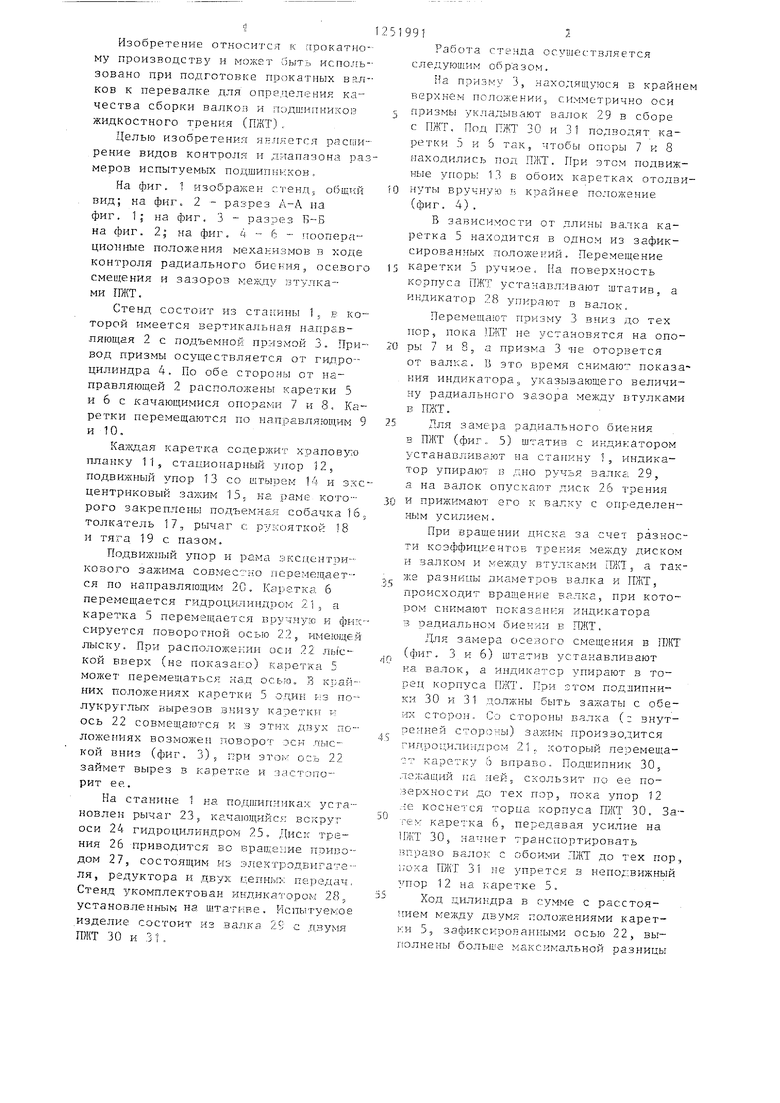
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Стенд для монтажа на валки подушек с подшипниками и их демонтажа | 1989 |
|
SU1655757A1 |
| Рабочая клеть прокатного стана | 1985 |
|
SU1570810A1 |
| РАБОЧАЯ КЛЕТЬ ПРОКАТНОГО СТАНА | 1995 |
|
RU2090278C1 |
| Шпиндель привода валка прокатного стана | 1988 |
|
SU1556779A1 |
| СТЕНД ДЛЯ СНЯТИЯ ПОДШИПНИКОВ ПРОКАТНЫХ ВАЛКОВ | 2007 |
|
RU2338608C1 |
| Устройство для нанесения технологической смазки на валки прокатного стана | 1980 |
|
SU980883A1 |
| Опорный узел прокатного валка | 1979 |
|
SU820944A1 |
| Подшипник жидкостного трения прокатного валка | 1977 |
|
SU677784A1 |
Ф/л-г.с
Составитель Б .Лямов Редактор А.Ворович Техред Э,Ч кдаар Корректор А.Тяско
Заказ 4562/9 Тираж 518Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035., Москва, Ж-35, Раушская каб., д. 4/5
Производственно-полиграсЬическое предприятие, г.Ужгород, ул.Проектная,
| Тодер И.А | |||
| и др | |||
| Гидродинамические опоры прокатных валков | |||
| М.: Металлургия, 1968, с | |||
| Судно | 1918 |
|
SU352A1 |
| Авторское свидетельство СССР ,№ 714205, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
