(5) УСТРОЙСТВО для НАНЕСЕНИЯ ТЕХНОЛОГИЧЕСКОЙ СМАЗКИ НА. ВАЛКИ ПРОКАТНОГО СТАНА

| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Опора валка стана горячей прокатки | 1989 |
|
SU1685564A1 |
| Рабочая клеть прокатного стана | 1979 |
|
SU900887A1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2381850C1 |
| УСТРОЙСТВО ДЛЯ УРАВНОВЕШИВАНИЯ ШПИНДЕЛЕЙ ПРОКАТНЫХ СТАНОВ | 1998 |
|
RU2154540C2 |
| Узел валка рабочей клети | 1980 |
|
SU994067A1 |
| Рабочая клеть прокатного стана | 1982 |
|
SU1037978A1 |
| Устройство для уплотнения подшипников валков прокатного стана | 1989 |
|
SU1659146A1 |
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Рабочая клеть прокатного стана | 1987 |
|
SU1433511A1 |
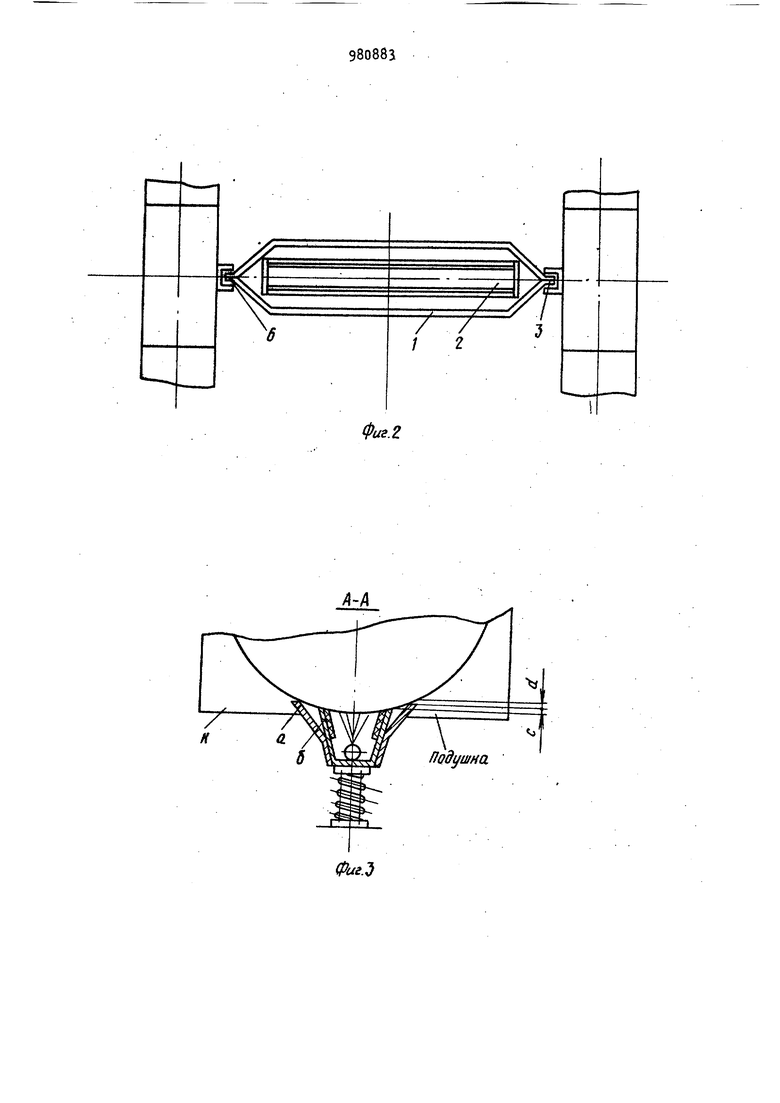
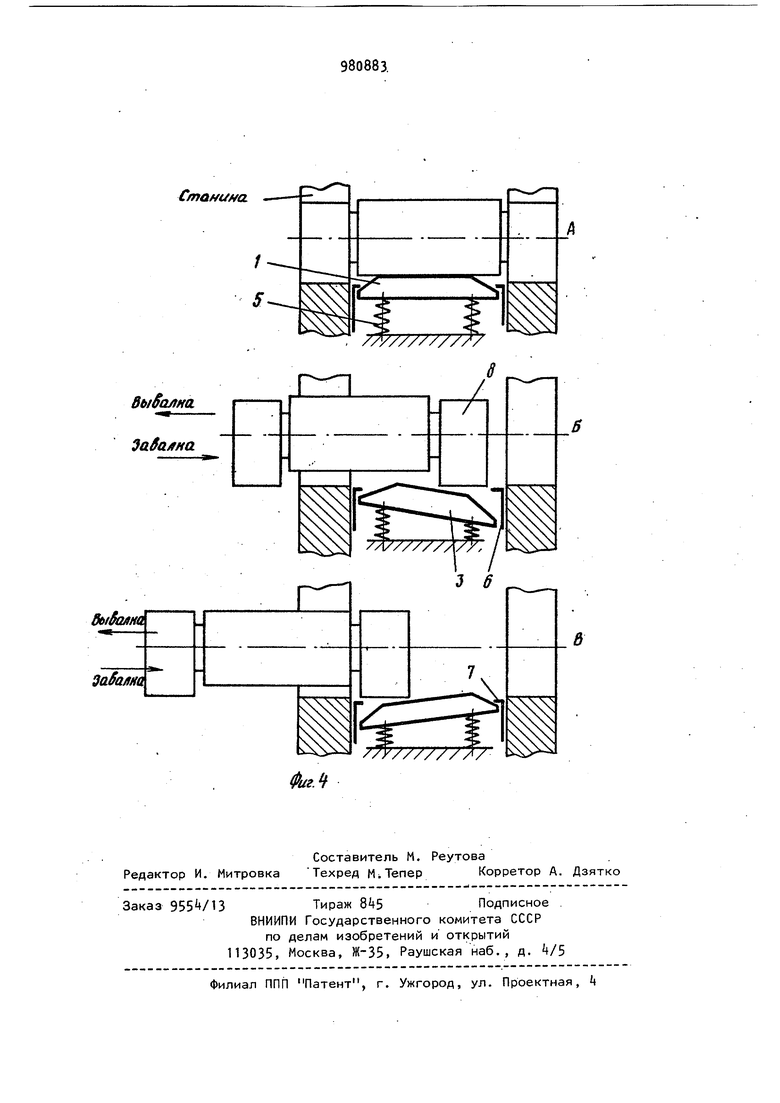
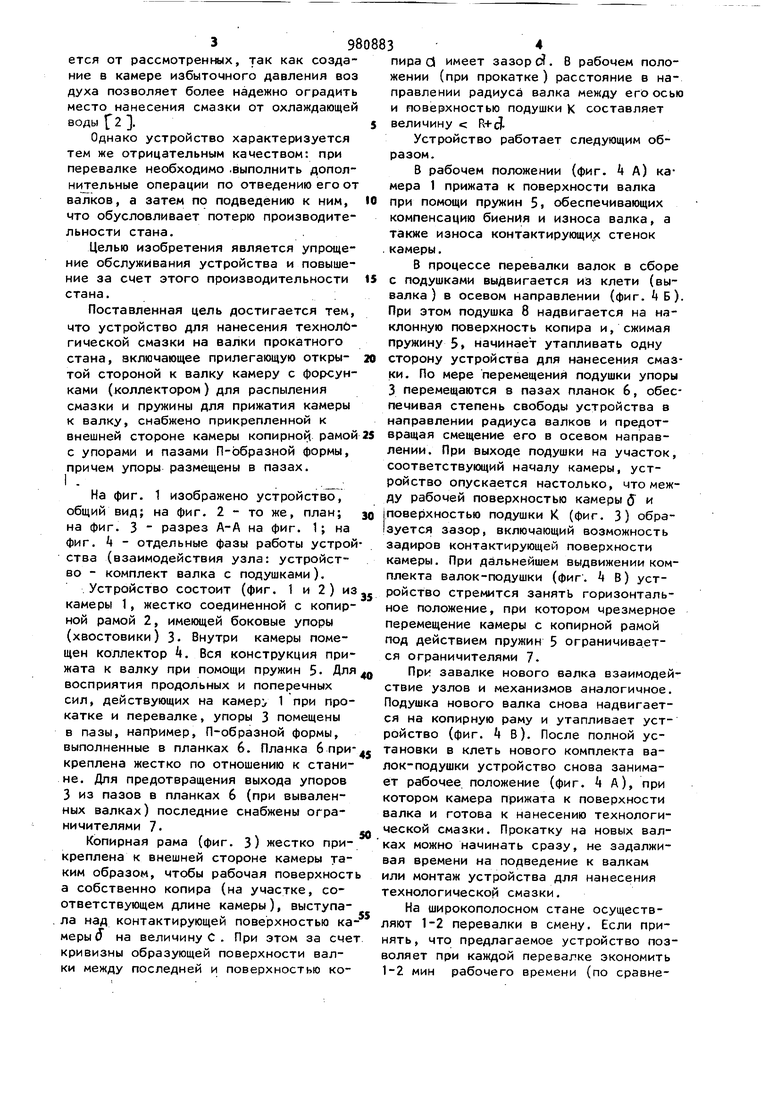
Изобретение относится к металлургии, конкретно к прокатному производству, и может быть использовано для нанесения технологической смазки на станах горячей прокатки. В условиях станов горячей прокатки наиболее прогрессивным и экономичным способом подачи технологической смазки на валки является применение всевозможных автономных устройств. Известно устройство, предусматривающее изолирование очага нанесения смазки при помощи контактирующих между собой и с валками роликов. Смазка подается через коллектор, помещенный в полость, образованную поверхностями валков и роликов. Устройство решает вопрос уменьшения смыва смазки охлаждающей водой по сравнению с открытой подачей смазки на валки при помощи коллекторов или форсунок 1 Недостатком его является необходимость в осуществлении дополнительных операций по приданию устройствам такого положения, которое бы не затрудняло перевалку валков. Так как современеные прокатные станы являются высокопроизводительными агрегатами, а на перевалку валков затрачивается до 10% балланса времени работы стана, то даже незначительное увеличение времени перевалки валков за счет выполнения дополнительных операций по отведению устройства от валка (перед перевалкой) и подведению к нему (после перевалки) является весьма нежелательным. Применение устройств сопряжено с усложнением их обслуживания и задалживанием за счет этого рабочего времени стана, что в конечном итоге ведет к потере производительности стана. Наиболее близким к изобретению является устройство, представляющее собой изолированную камеру, открытой стороной прижатую к валку и магистрали для подвода смазки и сжатого воздуха; форсунки для распыления смазки и воздуха. Устройство выгодно отличается от рассмотренных, так как создание в камере избыточного давления воз духа позволяет более надежно оградить место нанесения смазки от охлаждающей воды f 2 . Однако устройство характеризуется тем же отрицательным качеством: при перевалке необходимо .выполнить дополнительные операции по отведению его от валков, а затем по подведению к ним, что обусловливает потерю производительности стана. Целью изобретения является упрощение обслуживания устройства и повышение за счет этого производительности стана.; Поставленная цель достигается тем, что устройство для нанесения технологической смазки на валки прокатного стана, включающее прилегающую открытой стороной к валку камеру с форсунками (коллектором) для распыления смазки и пружины для прижатия камеры к валку, снабжено прикрепленной к внешней стороне камеры копирно ; рамой с упорами и пазами П-образной формы, причем упоры размещены в пазах. На фиг. 1 изображено устройство, общий вид; на фиг. 2 - то же, план; на фиг. 3 разрез А-А на фиг. 1; на фиг. k - отдельные фазы работы устрой ства (взаимодействия узла: устройство - комплект валка с подушками). Устройство состоит (фиг. 1 и 2 ) из камеры 1, жестко соединенной с копирной рамой 2, имеющей боковые упоры (хвостовики) 3. Внутри камеры помещен коллектор 4. Вся конструкция прижата к валку при помощи пружин 5- Для восприятия продольных и поперечных сил, действующих на камер 1 при прокатке и перевалке, упоры 3 помещены в пазы, например, П-образной формы, выполненные в планках 6. Планка бприкреплена жестко по отношению к станине. Для предотвращения выхода упоров 3 из пазов в планках 6 (при вываленных валках) последние снабжены ограничителями 7. Копирная рама (фиг. 3) жестко прикреплена к внешней стороне камеры таким образом, чтобы рабочая поверхност а собственно копира (на участке, соответствующем длине камеры), выступа. ла над контактирующей поверхностью ка меры(Т на величину С . При этом за сче кривизны образующей поверхности валки между последней и поверхностью ко983 пира d имеет зазор С, В рабочем положении (при прокатке ) расстояние в направлении радиуса валка между его осью и поверхностью подушки К составляет величину Px+cf. Устройство работает следующим образом. В рабочем положении (фиг. 4 А) камера 1 прижата к поверхности валка при помощи пружин 5 f обеспечивающих компенсацию биения и износа валка, а также износа контактирующих стенок камеры. В процессе перевалки валок в сборе с подушками выдвигается из клети (вывалка ) в осевом направлении (фиг. i Б). При этом подушка 8 надвигается на наклонную поверхность копира и, сжимая пружину 5 начинает утапливать одну сторону устройства для нанесения смазки. По мере перемещения подушки упоры 3 перемещаются в пазах планок 6, обеспечивая степень свободы устройства в направлении радиуса валков и предотвращая смещение его в осевом направлении. При выходе подушки на участок, соответствующий началу камеры, устройство опускается настолько, что между рабочей поверхностью камеры S и поверхностью подушки К (фиг. 3) образуется зазор, включающий возможность задиров контактирующей поверхности камеры. При дальнейшем выдвижении комплекта валок-подушки (фиг. В) устройство стремится занять горизонтальное положение, при котором чрезмерное перемещение камеры с копирной рамой под действием пружин 5 ограничивается ограничителями 7. При завалке нового валка взаимодействие узлов и механизмов аналогичное. Подушка нового валка снова надвигается на копирную раму и утапливает устройство (фиг. j в). После полной установки в клеть нового комплекта валок-подушки устройство снова занимает рабочее положение (фиг. 4 А), при котором камера прижата к поверхности валка и готова к нанесению технологической смазки. Прокатку на новых валках можно начинать сразу, не задалживая времени на подведение к валкам или монтаж устройства для нанесения технологической смазки. На широкополосном стане осуществляют 1-2 перевалки в смену. Если принять, что предлагаемое устройство позволяет при каждой перевалке экономить 1-2 мин рабочего времени (по сравне-. 59 нию с прототипом), то за сутки экономия времени составляет примерно 10 мин. При часовой производительности стана 600 т приращение объема производства за счет времени, сэкономленного на сокращении длительности перевалок, составляет 30000 т в год. формула изобретения Устройство для нанесения технологической смазки на валки прокатного стана, содержащее прилегающую открытой стороной к валку камеру с форсунками для распыления смазки и пружины 83 отлиприжатия камеры к валку, для чающееся тем, что, с целью упрощения обслуживания и повышения производительности стана, оно снабжено прикрепленной к внешней стороне камеры копирной рамой с упорами и пазами П-образной формы, причем упоры размещены в пазах. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 427751, кл. В 21 В 27/10, 197. 2.Авторское свидетельство СССР № 50083, кл. В 21 В 27/10, 1976.
У
/
/
г
BtuSa/tfta.
Bt iScaHu
