2.Вакуумная установка по п.1,о т - личающаяся тем,что чагреватель для литейных форм выполнен в виде индуктора с экранированным охлаждаемым токоподводом и установлен на корпусе поворотного механизма стола для размещения литейных форм.
3. Вакуумная установка по п.1-2, отличающаяся тем, что механизм настроечного перемещения поворотного стола имеет соосно расположенные с обеих сторон корпуса гильзы с охлаждаемыми полостями, в одной из которых герметично размещен его приводной вал, а в другой - экранированный охлаждаемый токопод - вод нагревателя для литейных форм.
Изобретение предназначено для производства биметаллических изделий наплавкой и может быгь использовано в инструментальном цехе машиностроительного завода.
Цель изобретения - упрощение обслуживания .
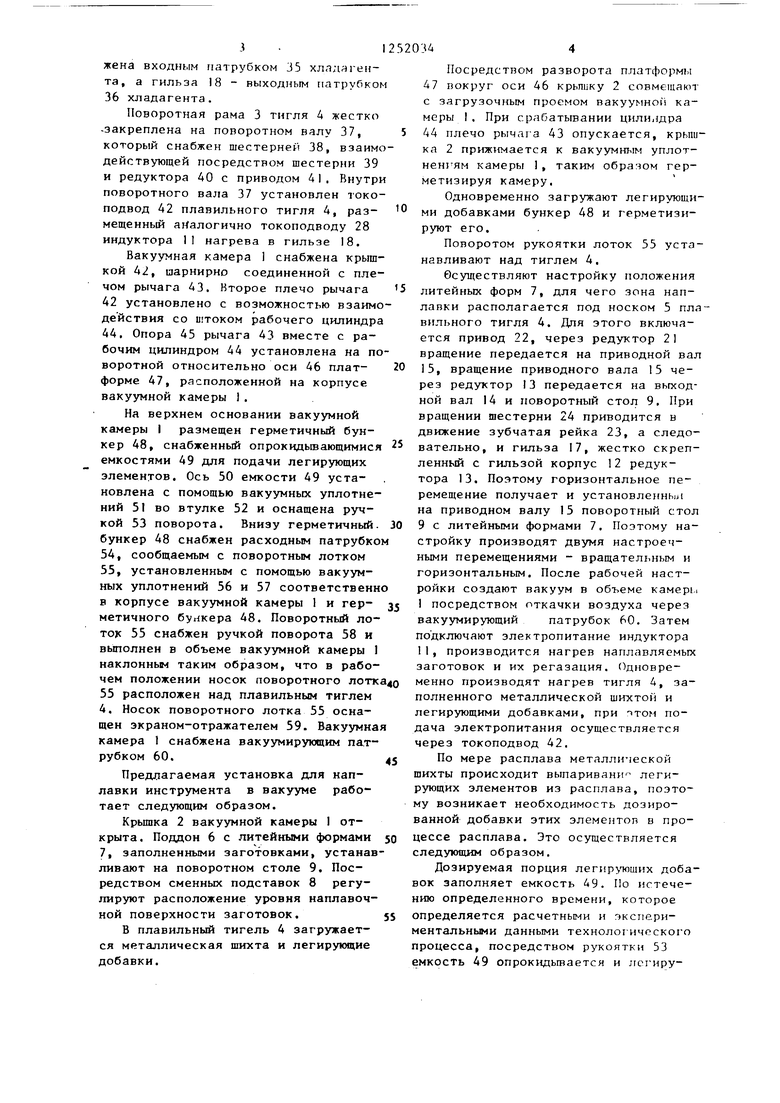
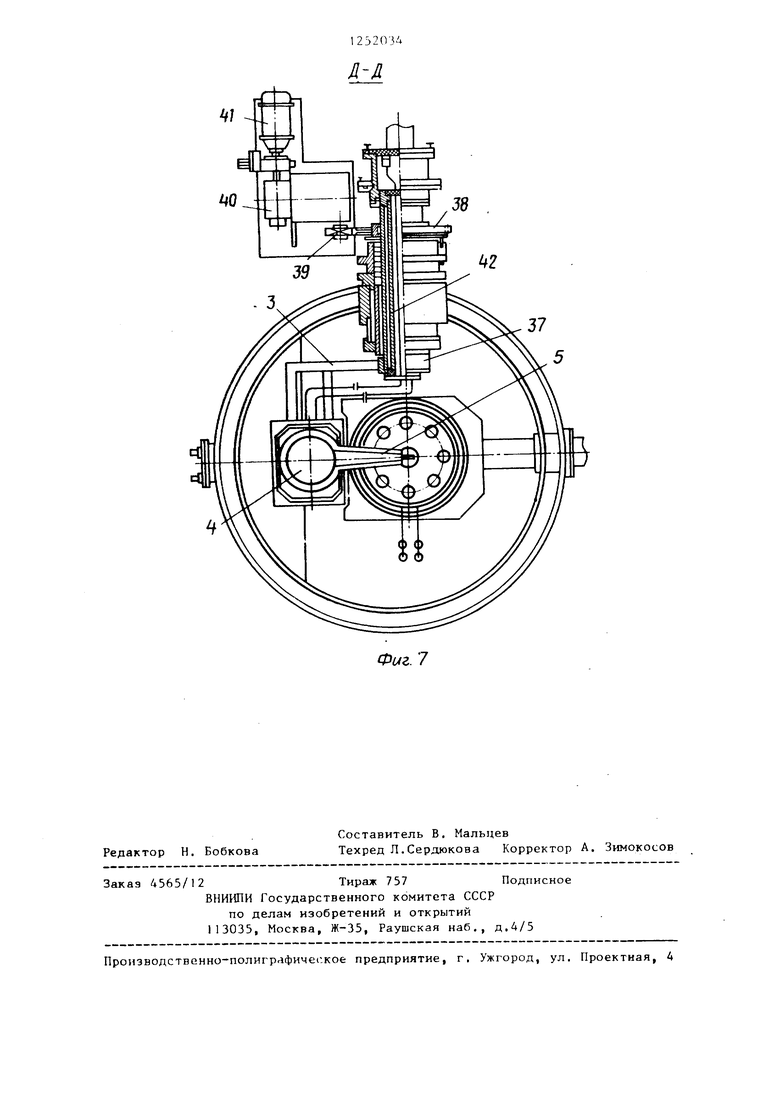
На фиг.1 изображена предлагаемая установка для наплавки инструмента в вакууме, общий вид; на фиг.2 - узел I на фиг.I; на фиг.З - разрез А-А на фиг.I; на фиг.4 - разрез Б-Б на фиг.З; на фиг.З - вид В на фиг.1; на фиг.6 - разрез Г-Г на фиг. 1; на фиг.7 - разрез Д-Д на фиг.1.
Установка для наплавки инструмента в вакууме содержит вакуумную камеру 1 с крышкой 2. В камере 1 на поворотной раме 3 расположен плавильный тигель 4, снабженный носком 5. Поддон 6 с литейными формами 7 установлен посредством сменных подставок 8 на поворотном столе 9, который установлен с возможностью вращения на площадке 10, оснащенной жестко установленным на ней индуктором 1I. Площадка 10 закреплена на корпусе 12 редуктора 13. Выходной вал 14 редуктора I3 связан с поворотным столом 9, а приводной вал 15 установлен в экранируюгцсй его трубе 16 без возможности осемого перемещения относительно нее.
4.Вакуумная установка по пп.1-3, отличающаяся тем, что охлаждаемые полости гильз соединены между собой.
5.Вакуумная установка по п.1, отличающаяся тем,что
бункер-дозатор выполнен с опрокидывающимися емкостями,
6.Вакуумная установка по п., отличающаяся тем, что механизм открьгоания крышки вакуумной выполнен в виде приводного двуплечего рычага, одно из плеч которого щарнирно соединено с кой, а другое - с приводом, при этом опора двуплечего рычага и привод расположены на поворотной платформе, расположенной на корпусе вакуумной
.камеры.
С обеих сторон корпуса 12 редуктора 13 жестко закреплены охлаждае-, мые гильзы 17 и 18. В гильзе 17 жестко установлена экранирующая труба 16
с приводным валом 15, снабженным вакуумными уплотнениями 19. Конец приводного вала 15 выполнен в виде шлицев 20 взаимодействующих с редуктором 21 привода 22. Гильза 17 снабжена зубчатой рейкой 23, взаимодействующей с приводной шестерней 24, установленной в корпусе 25. Гильза 17 размещена в корпусе 25 с возможностью перемещения вдоль направляющих 26. Гильза 17 и экранирующая
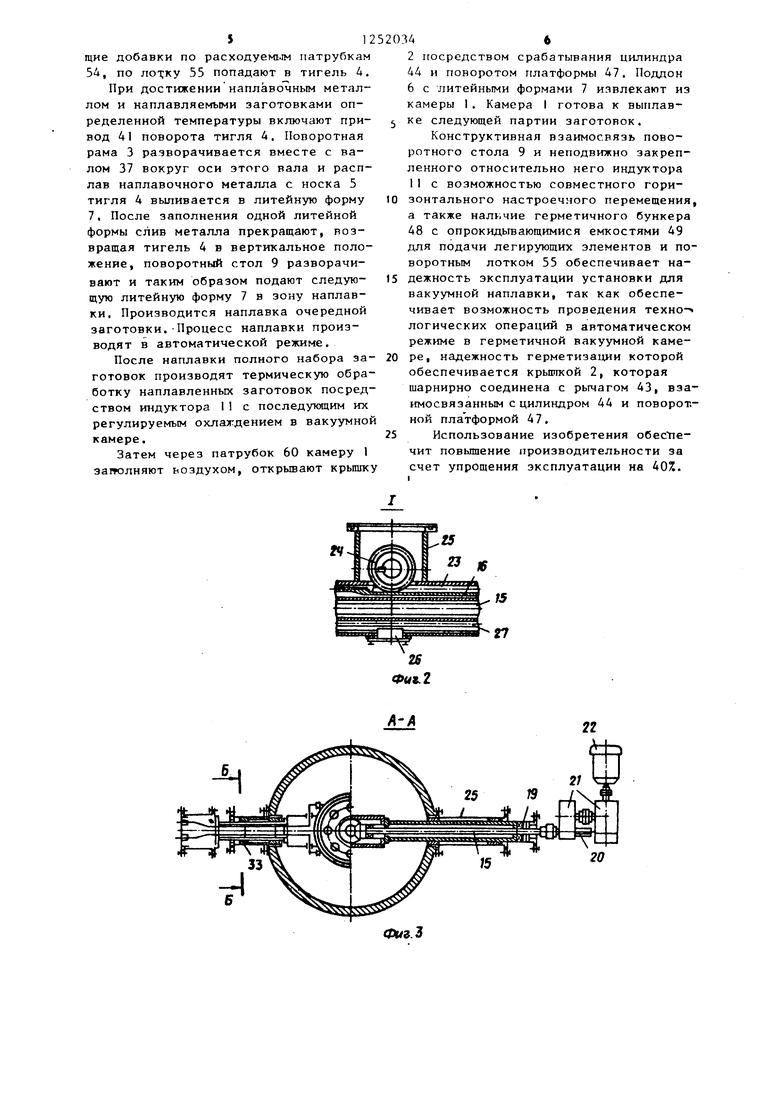
труба L6 образуют полость 27 для циркуляции хладагента, охлаждающего . гильзу 17 и вакуумное уплотнение 19. В гильзе 18 расположены токоподводы 28 индуктора 11, выполненные в виде водоохлаждаемых труб. Токопод- воды 28 установлены в изоляционных щайтах 29, закрепленных в медной экранирующей трубе 30. Труба 30 размещена с зазором в трубе 31, служащей внутренним ограничением охлаждающей полости 32, наружным ограни- .чением которой служит внутренняя поверхность гильзы 18, установленной с
возможностью перемещения по направляющей 33. Полост.ь 32 гильзы 18 сообщена посредством патрубка 34 с полостью 27 гильзы 17. Гильза 17 снаб
жена входным патрубком 35 хллдаген- та, а гильза 18 - выходным патрубком 36 хладагента.
Поворотная рама 3 тигля А жестко -закреплена на поворотном валу 37, который снабжен шестерней 38, взаимодействующей посредством шестерни 39 и редуктора АО с приводом 41, Внутри поворотного вала 37 установлен токо- подвод 42 плавильного тигля 4, размещенный аналогично токоподводу 28 индуктора 11 нагрева в гильзе 18.
Вакуумная камера 1 снабжена крышкой 42, шарнирно соединенной с плечом рычага 43. Второе плечо рычага 42 установлено с возможностью взаимодействия со штоком рабочего цилиндра 44. Опора 45 рычага 43 вместе с рабочим цилиндром 44 установлена на поворотной относительно оси 46 плат- форме 47, расположенной на корпусе вакуумной камеры 1.
На верхнем основании вакуумной камеры I размещен герметичный бункер 48, снабженный опрокидьшающимися емкостями 49 для подачи легирующих элементов. Ось 50 емкости 49 установлена с помощью вакуумных уплотнений 51 во втулке 52 и оснащена ручкой 53 поворота. Внизу герметичный. бункер 48 снабжен расходным патрубком
54,сообщаемым с поворотным лотком
55,установленным с помощью вакуумных уплотнений 56 и 57 соответственно
в корпусе вакуумной камеры 1 и гер- метичного бункера 48. Поворотный лоток 55 снабжен ручкой поворота 58 и вьшолнен в объеме вакуумной камеры 1 наклонным таким образом, что в рабочем положении носок поворотного лотка 55 расположен над плавильным тиглем 4. Носок поворотного лотка 55 оснащен экраном-отражателем 59. Вакуумная камера 1 снабжена вакуумирующим патрубком 60.
Предлагаемая установка для наплавки инструмента в вакууме работает следующим образом.
Крышка 2 вакуумной камеры 1 открыта. Поддон 6 с литейными формами 7, заполненньми заготовками, устанавливают на поворотном столе 9. Посредством сменных подставок 8 регулируют расположение уровня наплавочной поверхности заготовок.
В плавильный тигель 4 загружается металлическая шихта и легирующие добавки.
0
Посредством разворота платформы 47 вокруг оси 46 крьпику 2 совмещают с загрузочным проемом вакуумной камеры I . При срабатывании цили,щра 44 плечо рычаг а 43 опускается, крышка 2 прижямается к вакуумным уплотнениям камеры 1, таким обраяом герметизируя камеру.
Одновременно загружают легируюши- ми добавками бункер 48 и герметизируют его.
Поворотом рукоятки лоток 55 устанавливают над тиглем 4.
бсуществляют настройку положения литейных форм 7, для чего зона наплавки располагается под носком 5 плавильного тигля 4. Для этого включается привод 22, через редуктор 21 вращение передается на приводной вал 15, вращение приводного вала 15 через редуктор 13 передается на выходной вал 14 и поворотный стол 9. При вращении шестерни 24 приводится в движение зубчатая рейка 23, а следовательно, и гильза 17, жестко скрепленный с гильзой корпус 12 редуктора 13. Поэтому горизонтальное перемещение получает и установленный на приводном валу 15 поворотный стол 9 с литейными формами 7. Поэтому настройку производят двумя настроечными перемещениями - вращательным и горизонтальным. После рабочей настройки создают вакуум в объеме камерь. 1 посредством откачки воздуха через вакуумирующий патрубок 60. Затем подключают электропитание индуктора 11, производится нагрев наплавляемых заготовок и их регазация. Одновременно производят нагрев тигля 4, заполненного металлической шихтой и легирующими добавками, при подача электропитания осуществляется через токоподвод 42.
По мере расплава металлической шихты происходит выпаривани легирующих элементов из расплава, поэтому возникает необходимость дозированной добавки этих элементов в процессе расплава. Это осуществляется следующим образом.
Дозируемая порция легир юших добавок заполняет емкость 49. По истечению определенного времени, которое определяется расчетными и экспериментальными данными технологического процесса, посредством рукоятки 53 емкость 49 опрокидьгоается и лсгирущие добавки по расходуеьо.ш патрубкам 5Д, по лот;ку 55 попадают в тигель 4. При достижении наплавЬчным металлом и наплавляемъми заготовками определенной температуры включают привод 41 поворота тигля 4, Поворотная рама 3 разворачивается вместе с валом 37 вокруг оси этого вала и расплав наплавочного металла с носка 5 тигля 4 выливается в литейную форму 7. После заполнения одной литейной формы слив металла прекращают, возвращая тигель 4 в вертикальное положение, поворотный стол 9 разворачивают и таким образом подают следующую литейную форму 7 в зону наплавки. Производится наплавка очередной заготовки.-Процесс наплавки производят в автоматической режиме.
После наплавки полного набора заготовок производят термическую обработку наплавленных заготовок посредством индуктора 11 с последующим их регулируемым охлаждением в вакуумной камере.
Затем через патрубок 60 камеру 1 зажэлняют ьоздухом, открьшают крышк
2 посредством срабатывания цилиндра 44 и поворотом платформы 47. Поддон 6 с литейными формами 7 извлекают из камеры 1. Камера I готова к выплавке следующей партии заготовок.
Конструктивная взаимосвязь поворотного стола 9 и неподвижно закрепленного относительно него индуктора 1 1 с возможностью совместного горизонтального настроечного перемещения, а также наличие герметичного бункера 48 с опрокидывающимися емкостями 49 для подачи легирующих элементов и поворотным лотком 55 обеспечивает надежность эксплуатации установки для вакуумной наплавки, так как обеспечивает возможность проведения техно- логических операций в автоматическом режиме в герметичной вакуумной камере, надежность герметизации которой обеспечивается крьшпсой 2, которая шарнирно соединена с рычагом 43, взаимосвязанным с цилиндром 44 и поворот.- ной платформой 47.
Использование изобретения обес пе- чит повышение производительности за счет упрощения эксплуатации на 40Z.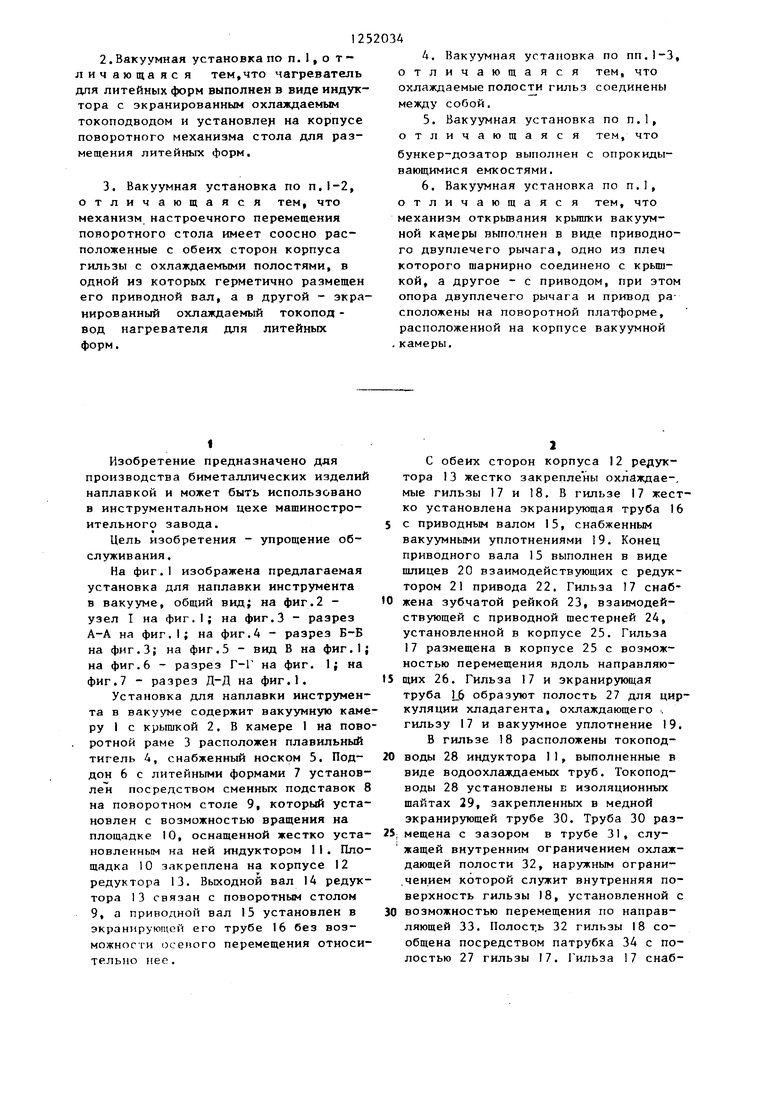
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для плавки и литья в вакууме или контролируемой среде химически активных металлов и сплавов | 1980 |
|
SU929712A1 |
| Вакуумная установка для литья отливок лопаток с направленной и монокристаллической структурой | 2022 |
|
RU2814835C2 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ УСТАНОВКА С ПЕЧЬЮ ПОДОГРЕВА ФОРМ | 2005 |
|
RU2297583C2 |
| Установка для наплавки инструмента в вакууме | 1983 |
|
SU1320014A1 |
| Вакуумная гарниссажная литейная установка для получения отливок из тугоплавких металлов | 1971 |
|
SU399702A1 |
| ВАКУУМНАЯ ИНДУКЦИОННАЯ ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ УСТАНОВКА | 2017 |
|
RU2663025C1 |
| ПЛАВИЛЬНО-ЗАЛИВОЧНАЯ ВАКУУМНАЯ УСТАНОВКА ДЛЯ ПЛАВЛЕНИЯ И ПОЛУЧЕНИЯ ЛИТЫХ ЗАГОТОВОК ИЗ ТИТАНОВЫХ СПЛАВОВ | 1996 |
|
RU2092758C1 |
| Индукционный плавильно-литейный узел | 1990 |
|
SU1760288A1 |
| Вакуумная плавильно-заливочная установка | 1990 |
|
SU1747238A1 |
| Плавильно-заливочная установка | 1975 |
|
SU593819A1 |

-Ч
А А
20
30
32
.
Вид В
5051
Фиг. 5
/
37
Редактор Н. Бобкова
Составитель В, Мальцев
Техред Л.Сердюкова Корректор А. Зимокосов
Заказ 4565/12Тираж 757Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Фиг. 7
| Устройство для производства тяжелых отливок в высоком вакууме | 1979 |
|
SU1071359A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Лейканд М.С | |||
| Вакуумные электрические печи | |||
| -М.: Энергия, 1968, с.285-288, рис | |||
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
