Изобретение относится к обработке материалов резанием.
Цель изобретения - повышение производительности способа механической обработки металлов резанием и увели- чение стойкости инструмента путем осуществления предварительных пластических деформаций срезаемого слоя за счет термического цикла.
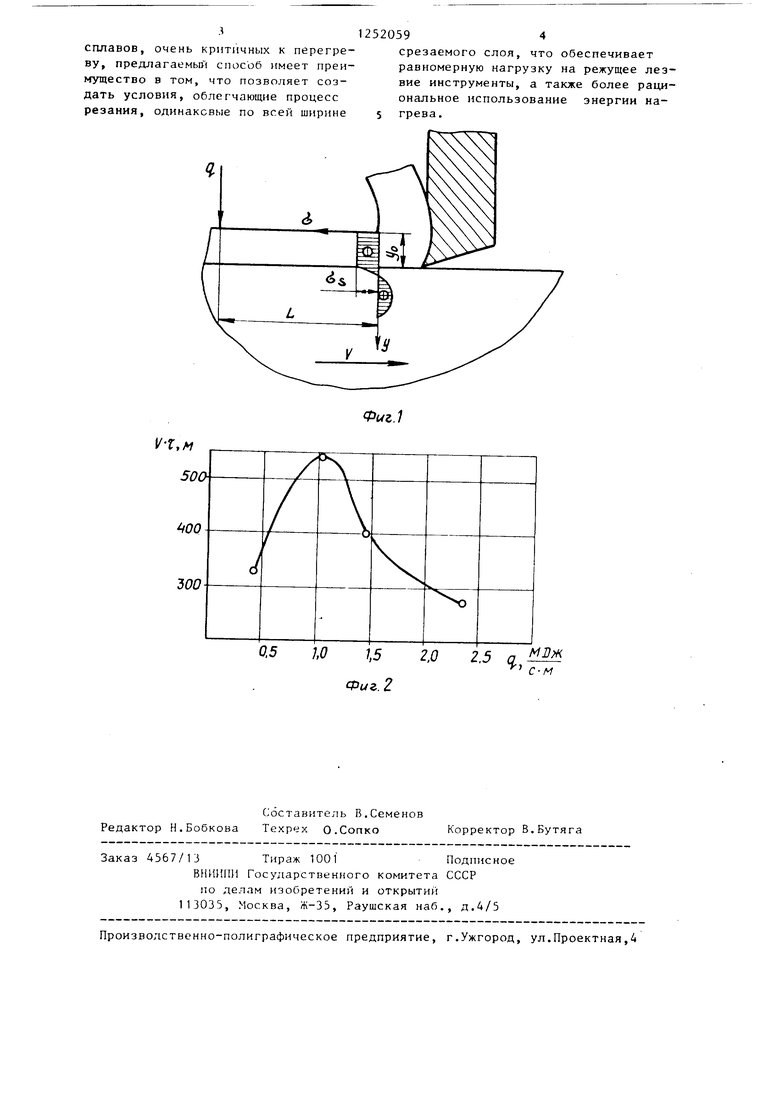
На фиг. 1 показана схема реализа- цин способа; на фиг. 2 - зависимость пути, пройденного резцом до затупления от интенсивности источника нагрева, воздействующего на поверхность резания.
Способ заключается в том, что совмещают процесс опережающего пластического деформирования и непосредственно процесс резания, причем пластические деформации в срезаемом слое создают за счет термического цикла, воздействуя на поверхность резания линейным, равномерно распределенным источником нагрева. При этом интенсивность источника нагрева выбирают из условия
d.
q
0,484 . cv
Y Ё
a расстояние от линии нагрева до зоны резания устанавливают из условия
L -YiXi .
а
где ot - коэффициент линейного расширения обрабатываемого металла, К ;
модуль упругости обрабатываемого материала. Па; предел текучести обрабатываемого материала. Па; скорость резания, м/с; удельная теплоемкость обрабатываемого материала, Дж(кг-К);
плотность обрабатываемого материала, кг /м ; глубина срезаемого слоя, м коэффициент температуропро водности обрабатываемого материала, м7с.
При воздействии мощного источника нагрева на обрабатываемую поверхност в нагретом слое возникают значительные сжимающие напряжения, которые после прекращения тепловог о роздв - ствия при остыяании металла переходя
Е
В V
с
у Y а
s 10 5
25
30
35
40
45
50
55
в растягивающие. Температура нагрева на глубине срезаемого слоя должна удовлетворять условию
J
где () мелис максимальная температура на глубине стрезаемого слоя, т.е. температурные деформации должны приводить к пластическому течению удаляемого металла, что обеспечит облегчение процесса резания за счет охрупчи- вания материала, а также снижение сил резания вследствие эффекта Бау- шингера. Наличие в срезаемом слое предварительного напряженно-деформированного состояния (растягивающих напряжений) обуславливает изменение картины упругопластических деформаций в зоне резания, что приводит к уменьщению контактных нагрузок на режущее лезвие инструмента.
Наилучшие результаты при реализации предлагаемого способа могут быть достигнуты при точном соблюдении выведенных условий. Уменьшение интенсивности источника нагрева q ниже расчетного значения приводит к тому, что температура, достаточная для развития термических напряжений, приводящих к пластическим деформациям, не проникает на всю глубины срезаемого слоя Y, что снижает эффективность способа. Увеличение же интенсивности источника нагрева выше расчетного значения обуславливает распространение этой температуры ниже ли)1ии среза, что ухудшает качество обработанной поверхности, приводит к чрезмерному повьщ1ению температуры обрабатываемой заготовки за счет накопления тепла, в результате чего температура резания возрастает, а это является причиной снижения стойкости инструмента.
Вместе с тем увеличение интенсивности источника нагрева влечет за co6ovi непроизводительные затраты энергии.
По сравнению с известными способами механической обработки металлов с предварительным нагревом срезаемого слоя, заключающимися в тепловом разупрочнении удаляемого материала или в сплавлении части припуска за счет энергии источника нагрева,обычно мало эффективными при обработке нержавеющих аустенитмых и титановых
л
сплавов, очень критичных к перегреву, предлагаемый способ имеет преимущество в том, что позволяет создать условия, облегчающие процесс резания, одинаковые по всей ширине
срезаемого слоя, что обеспечивает равномерную нагрузку на режущее лезвие инструменты, а также более рациональное использование энергии нагрева.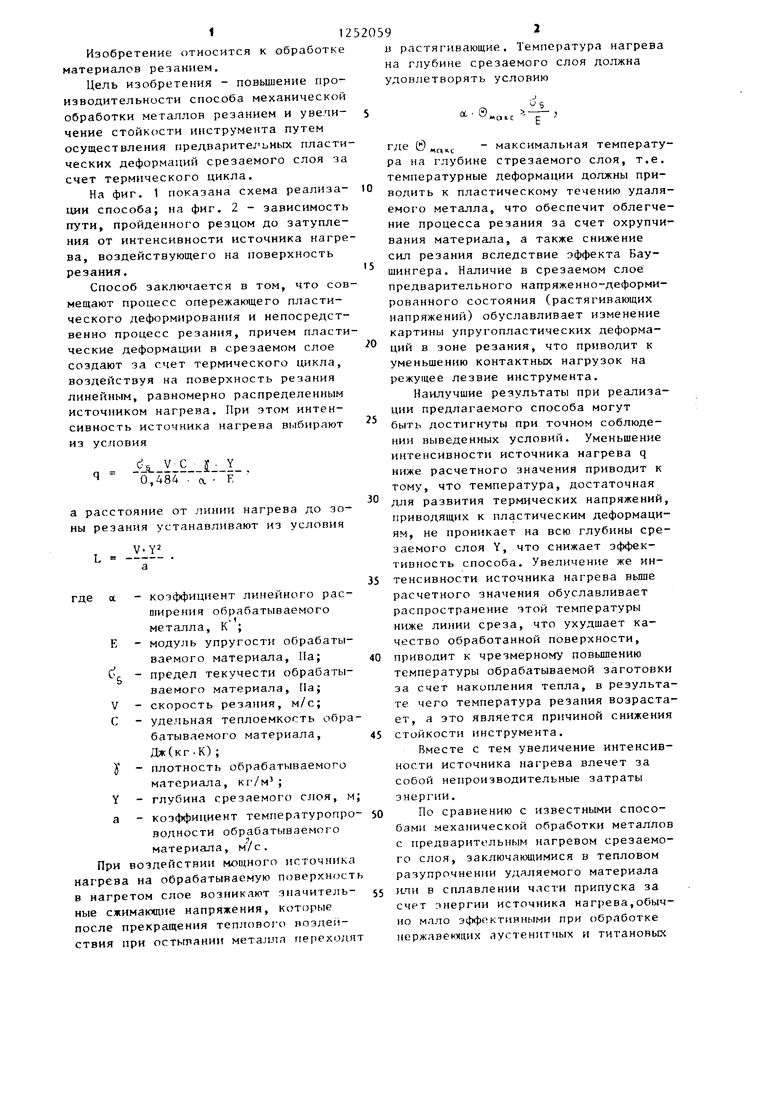
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ РЕЗАНИЯ | 2013 |
|
RU2555694C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ ПЛАСТМАСС | 2006 |
|
RU2317196C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОПРАВОК СТАНОВ ПРОДОЛЬНОЙ ПРОКАТКИ ТРУБ | 2006 |
|
RU2327749C1 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2018 |
|
RU2696512C1 |
| СПОСОБ ПОВЕРХНОСТНОГО ЗАКАЛОЧНОГО УПРОЧНЕНИЯ РЕЖУЩЕ-ДЕФОРМИРУЮЩИМ ИНСТРУМЕНТОМ | 2014 |
|
RU2556897C1 |
| Способ фрезерования цилиндрических зубчатых колес | 1990 |
|
SU1715523A2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ С ДРОБЛЕНИЕМ СТРУЖКИ | 2014 |
|
RU2578875C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ С ОПЕРЕЖАЮЩИМ ПЛАСТИЧЕСКИМ ДЕФОРМИРОВАНИЕМ | 1972 |
|
SU358089A1 |
| СПОСОБ ОБРАБОТКИ МАТЕРИАЛОВ РЕЗАНИЕМ | 1992 |
|
RU2102193C1 |

« ,F
AT
| Способ механической обработки заготовок из сталей с нагревом срезаемого слоя | 1981 |
|
SU982847A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
