Изобретение относится к конструк- цням режущих инструментов.
Цель изобретения - увеличение стокости инструмента за счет выравнивания путей резания, проходящих в обрабатываемом материале лезвиями самовращающих ротационных резцов, выполняющих черновую и чистовую обработку поверхности.
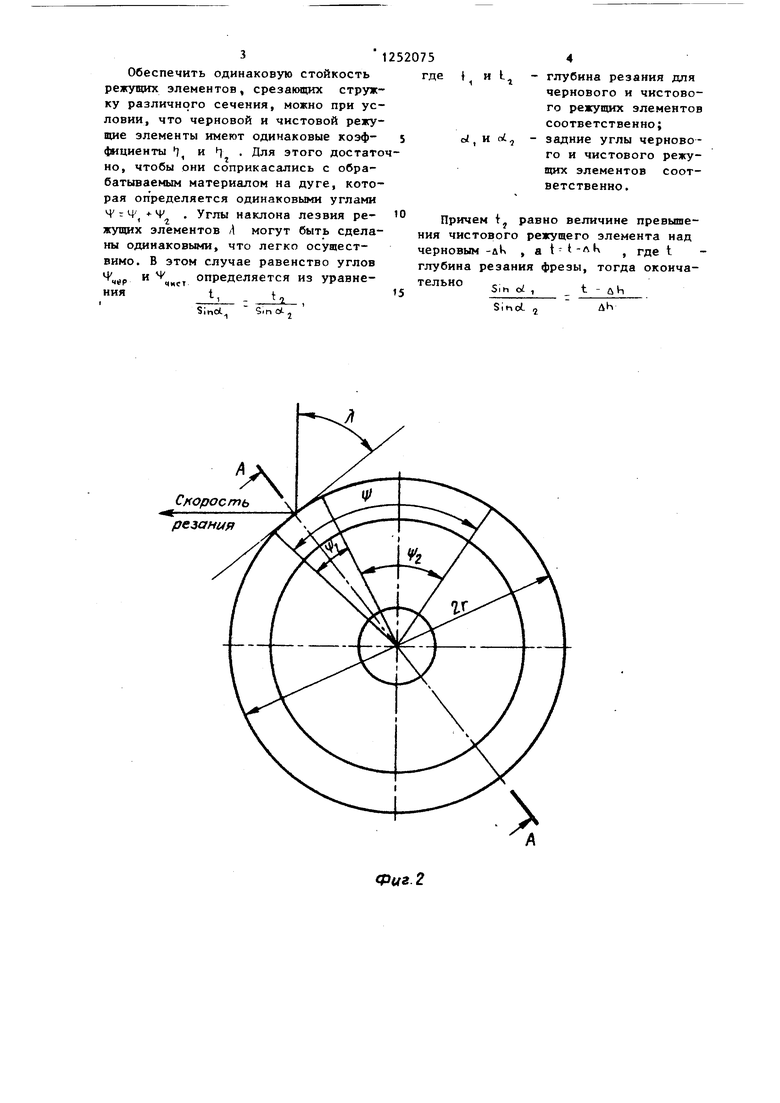
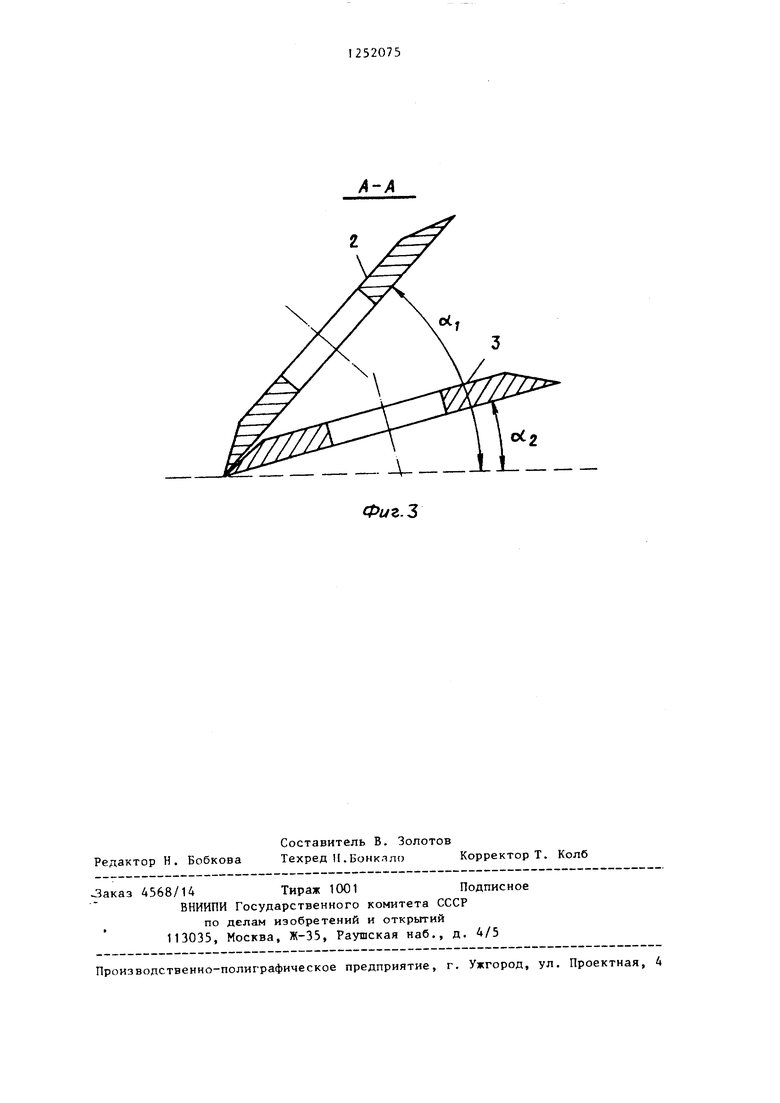
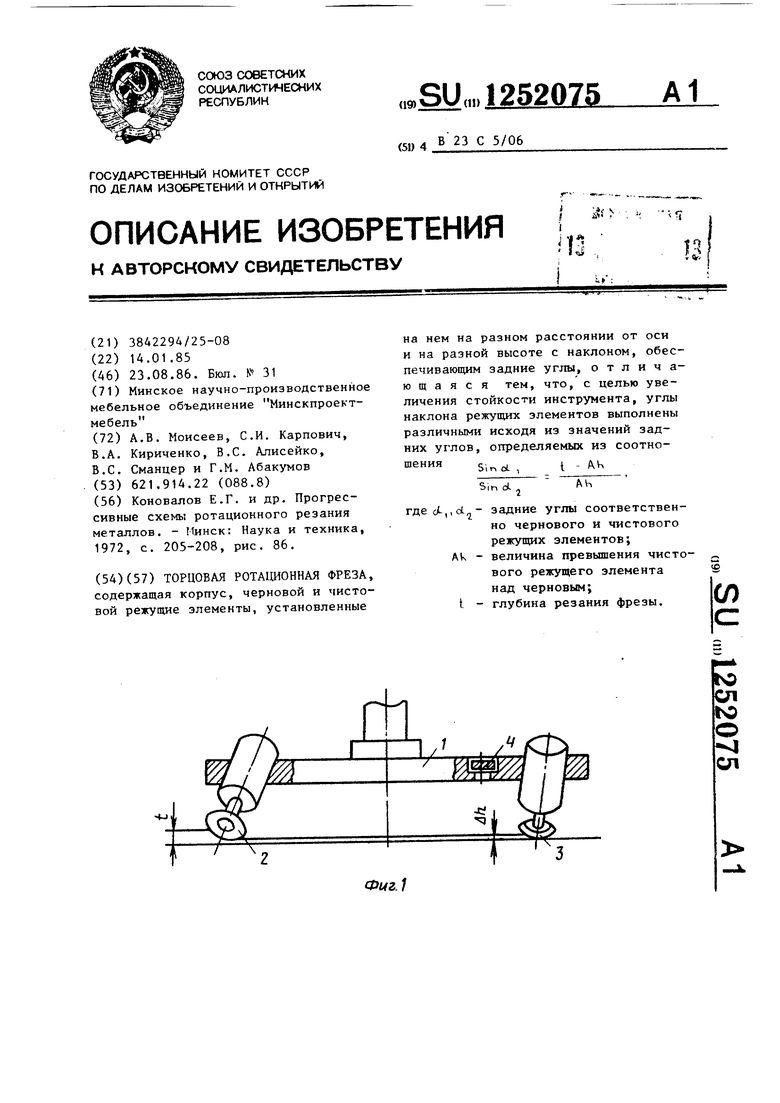
На фиг. 1 изображена фреза; на фиг. 2 - режущий злемент; на фиг. 3 сечение А-А на фиг. 2,
Фреза состоит из корпуса 1, чернового 2 и чистового 3 режущих элементов, расположенных в гнездах корпуса 1 на разном расстоянии от оси фрезы и на разной высоте по ее оси, и балансирующего устройства 4.
Фреза работает следующим образом.
Обрабатываемая деталь подается на фрезу. При подходе к черновому режущему элементу 2, установленному с большим углом d , , она начинает им обрабатываться. Черновой режущий элемент 2 срезает толстую стружку и оставляет за собой относительно глубокую кинематическую волну. Перемещаясь дальше, обрабатываемая деталь попадает в зону действия чистового режущего элемента 3, установленного под малым углом d , который срезает тонкую стружку,-зачищая следы чернового режущего элемента 3.
Затупление режущих элементов определяется при прочих равных условиях (материал режущих элементов, их геометрия, обрабатываемый материал, скорость резания) параметрами срезаемой стружки и длиной пути резания, который проходят эти режущие элементы в процессе обработки материала. Параметры срезаемой стружки на интенсивность режущих элементов при резании древесины влияют относительно мало и это влияние учитывается эмперическим коэффициентом к, . Путь резания, который проходят вращающиеся режущие элементы, зависит от их геометрических параметров и от параметров их установки относительно обрабатываемого материала и его влияние на процесс затупления фрезы может быть учтен кинематическими коэффициентами 1, и П , где , - коэффициент использования полезной длины лезвия; циент запаса длины лезвия.
hj - коэффи ;
pf 1
где Fe.6p площадь обработанной поверхности;
Pppj - условная величина, названная площадь резания,
..
щирина обрабатываемой поверхности;подача на режущий элемент,
,
где ft и, где
L
путь резания;
t - длина активной (находящейся в контакте с обрабатываемым материалом) части лезвия.
Для круглого режущего элемента значение коэффициента полезного использования длины лезвия 1 определяется уравнением (1):
1 -- °SP .
и„
В 90
ре 5
( Н ,)
где
R
радиус фрезы;
г - радиус режущего элемента;
Ч - угол контакта режущего элемента с обрабатываемым материалом в пределах обрабатываемой поверхности;
Ч - угол контакта режущего элемента в пределах с обрабатываемым материалом вне обработанной поверхности;
40
, --2arcs«n
Ч Z
; QrCCOS
-0.5,
где А - угол наклона лезвия;
d - задний угол режущего элемента;
t - глубина резания режущего элемента.360
Ч Ч , 5
Общая относительная стойкость режущего элемента определяется коэф- 55 фициентом относительной кинематической стойкости
1 - ,
Обеспечить одинаковую стойкость режущих элементов, срезающих стружку различного сечения, можно при условии, что черновой и чистовой режу- DiHe элементы имеют одинаковые коэф- 5 фициенты и 1 . Для этого достаточно, чтобы они соприкасались с обрабатываемым материалом на дуге, которая определяется одинаковыми углами
Ч г Ч Ч . Углы наклона лезвия режущих элементов Д могут быть сделаны одинаковьми, что легко осуществимо. В этом случае равенство углов
и определяется из уравнеt.
SinoC,
де t и t.
ог.и
глубина резания для чернового и чистового режущих элементов соответственно; задние углы чернового и чистового режущих элементов соответственно.
Причем tj равно величине превышения чистового режущего элемента над черновым -дЦ , а t- ЛК , где t глубина резания фрезы, тогда оконча
тельно
Sin oL
SinoL
t - ah ДЬ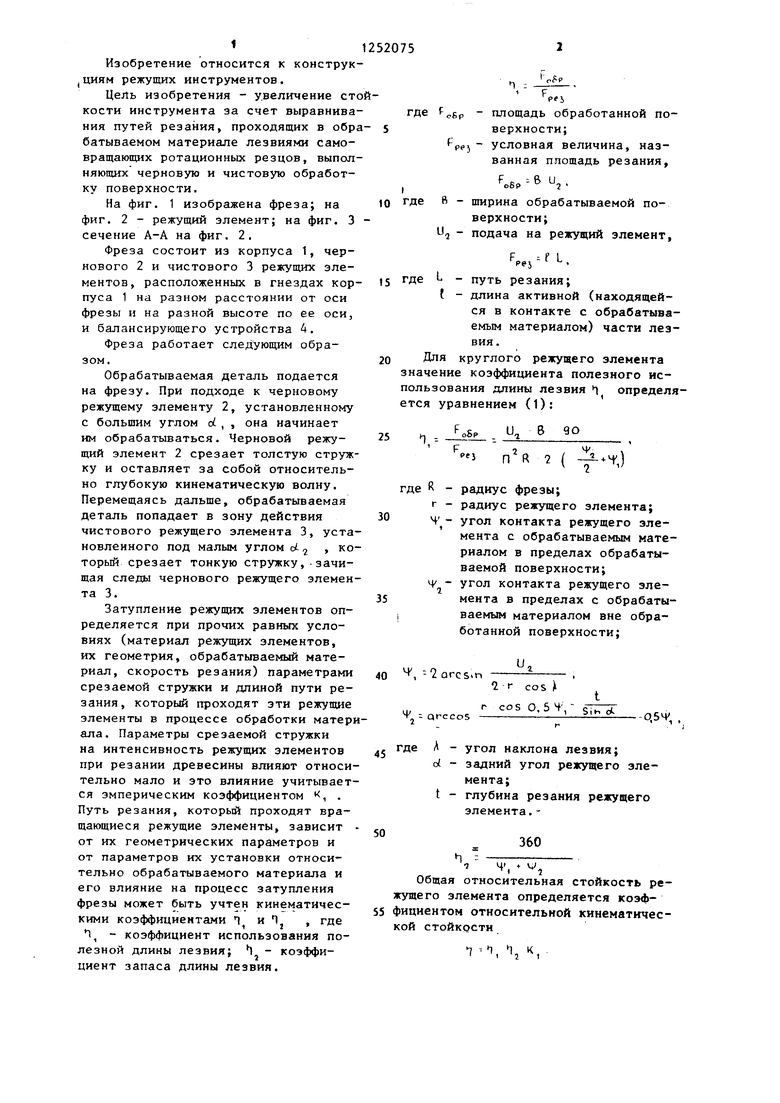
Фиг 2
Редактор Н. Бобкова
Составитель В. Золотев
Техред И.Бонклло Корректор Т. Колб
-Заказ 4568/14 Тираж 1001Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Коновалов Е.Г | |||
| и др | |||
| Прогрессивные схемы ротационного резания металлов | |||
| - Минск: Наука и техника, 1972, с | |||
| Автоматическая акустическая блокировка | 1921 |
|
SU205A1 |
| Пюпитр для работы на пишущих машинах | 1922 |
|
SU86A1 |
