Изобретение относится к области . электрохимической размерной обработки и может быть использовано, в частности для получения отверстий в тонкостенных цилиндрических деталях.
Известно устройство.для электрохимической перфорации стенок цилиндрических тонкостенных деталей,, содержащее обрабатывающие электроды, установленные в средстве крепления с возможностью перемещения в направлении стенки обрабатываемой детали, и базирующий элемент 1.
Однако использование известного устройства для перфорации отверстийв деталях типа тонкостенных втулок нецелесообразно, поскольку невозможно обрабатывать несколько радиально расположенных отверстий с достаточной точностью и производительностью.
Целью изобретения является повышение точности и производительности перфорации отверстий путем обеспечения возможности одновременного получения идентичных контуров на обеих сторонах стенки детали, и одновременной обработки двух сторон.
Поставленная цель достигается тем, что в устройстве для электрохимической перфорации стенок цилиндрических тонкостенных деталей в условиях прокачки электролита, содержащем элемент для базирования обрабатываемой детали, средство крепления обрабатывающих электродов,токоподвода положительного и отрицательного потенциала соответственно к обрабатываемой детали и обрабаты10вающим электродам, приспособление для крепления обрабатывающих электродов выполнено в виде двух коаксиальных цилиндров, установленных с кольцевым зазором, в котором помещен элемент для базирования детали. Электроды при этом расположены оппозитно друг другу. Это позволяет прн перфорации стенки цилиндрической тонкостенной детали получить одно20временно с обеих сторон ее стенки идентичные контуры прошиваемых отверстий и, таким образом, повысить точность перфорации, и производить одновременно перфорацию стенки детали с обеих сторон, в результате
25 чего в два раза уменьшается межэлектродный зазор, увеличивается скорость перфорации стенок детали, м, следовательно, производительность
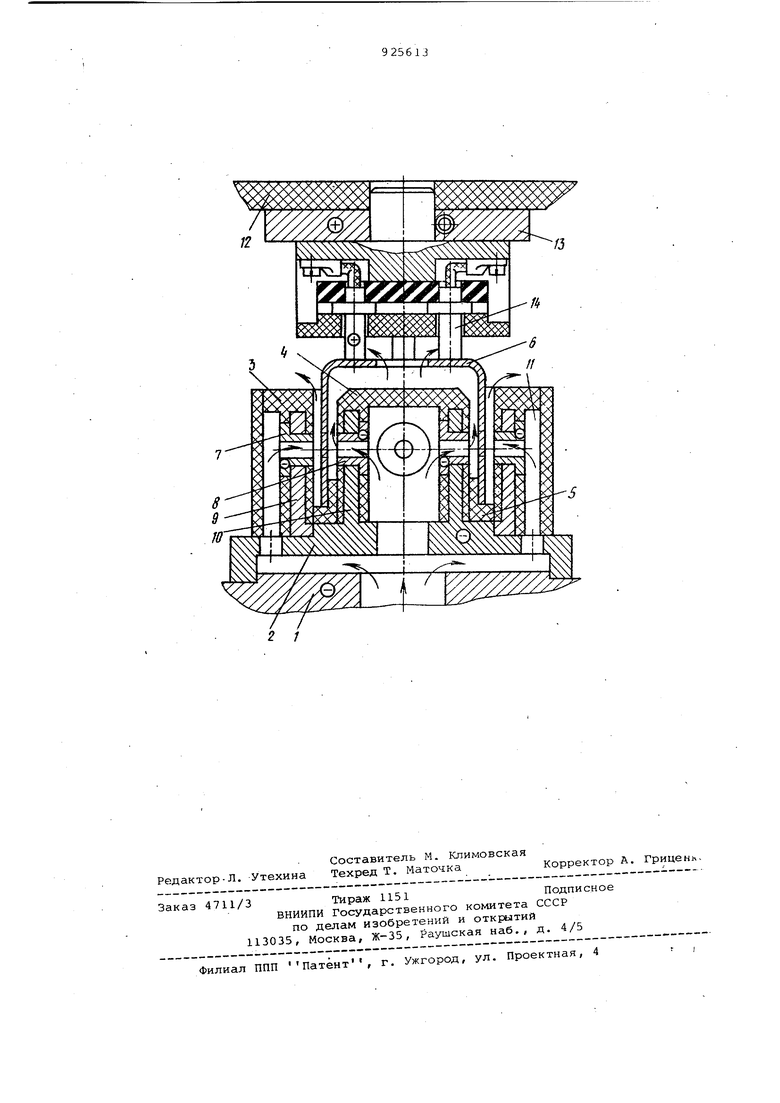
30 устройства. На чертеже схематически изображено в разрезе устройство для элект рохимической перфорации стенок цилиндрических тонкостенных деталей. Устройство содержит установленно на столе 1 станка (на чертеже не показан) основание 2, на котором смонтировано приспособление для кре ления обрабатывающих электродов, выполненное в виде двух коаксиально расположенных цилиндров 3 и 4 из диэлектрического материала. На основании 2 между цилиндрами и 4 закреплен элемент 5 базирования обрабатываемой детали 6. На цилиндрах 3 и 4 оппозитно уст новлены соответственно обрабатывающие электроды 7 и 8 и токоподводы 9 и Щ отрицательного потенциала. В цилиндрах 3 и 4 выполнены каналы 11 для подачи электролита. На траверсе 12 станка посредство пинольного зажима 13 закреплей око подвод 14 положительного потенциала Устройство работает следующим образом. Обрабатываемую деталь 6 устанавливают в элементе 5 базирования коаксиёшьно цилиндрам 3 и 4. Затем опускают траверсу 12, прижимая токоподвод 14 к детали 6. По каналам 11 подаю: электролит в зону обрабо ки. Включают технологический ток, при этом положительный потенциал подгиот от пинольного зажима 13 чер токоподвод 14 на деталь 6, а отрицательный - от стола 1 через основание 2 и токоподводы 9 и 10 на электроды 7 и 8 соответственно. Пр этом осуществляется обработка дета б, в результате которой в стенках детали б образуются отверстия, соо ветствующие наЕружному контуру электродов 7 и 8. По окончании обработки выключаю ток, прекращают подачу электролита траверсу 12 поднимают, обработанну деталь б снимают и устанавливают следующую. В настоящее время отверстия в цилиндрических тонкостенных деталях выполняют механическим путем, т.е. сверлением на стенках, так как электрохимическая обработка устройствами с подвижными электродами дорого стоит, мало производительна и не обеспечивает необходимого качества отверстий. В связи с этим в качестве базового образца для сравнения техникоэкономических показателей выбран сверлильный станок. Предлагаемое устройство позволяет исключить операцию удаления заусенцев, что повышает производительность обработки. Кроме того, повьвиается качество обработки отверстий, а следовательно, долговечность изделий, в которые входят обрабатываемые детали. Формула изобретения Устройство для электрохимической перфорации отверстий, на основании которого размещены элемент для базирования обрабатываемой детали и приспособление для крепления обрабатывающих электродов-инструментов, о т- личающееся. тем, что, с . целью повыиения точности и производительности перфорации отверстий в тонкостенных деталях типа втулок, приспособление для крепления обрабатывающих электродов-инструментов выполнено в виде двух цилиндров,расположенных коаксиально с кольцевым зазором, в котором размещен элемент для базирования обрабатываемой детали, при этом обрабатывающие электроды-инструменты установлены оппозитно один к другому. Источники информации, приняты е во внимание при экспертизе 1. Вишницкий А.Л. Электрохимическая и электромеханическая обработка металлов. Л., Машиностроение, 1971, с. 57-58, рис. 26 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Катодное устройство Суслина | 1981 |
|
SU998076A1 |
| Устройство для электрохимического снятия заусенцев | 1979 |
|
SU973267A1 |
| СПОСОБ МНОГОМЕСТНОЙ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК В СОСТАВЕ РОБОТИЗИРОВАННОГО КОМПЛЕКСА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2590743C1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1999 |
|
RU2157744C2 |
| Устройство для электрохимическойчиСТОВОй ОбРАбОТКи | 1976 |
|
SU808229A1 |
| Устройство для электрохимической обработки лопаток газотурбинного двигателя | 2017 |
|
RU2690904C2 |
| Устройство для изготовления хроматографических колонок | 1980 |
|
SU947757A1 |
| Устройство для электрохимической обработки цилиндрических отверстий | 1987 |
|
SU1419840A1 |
| Устройство для электрохимической обработки | 1981 |
|
SU1099498A1 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |