Изобретение относится к машиностроению и может быть использовано в станкостроении, в частности в многоцелевых станках.
Целью изобретения является повышение надежности работы устройства и повышение производительности путем сокращения количества угловых перемещений и связей между механизмами устройства смены инструмента.
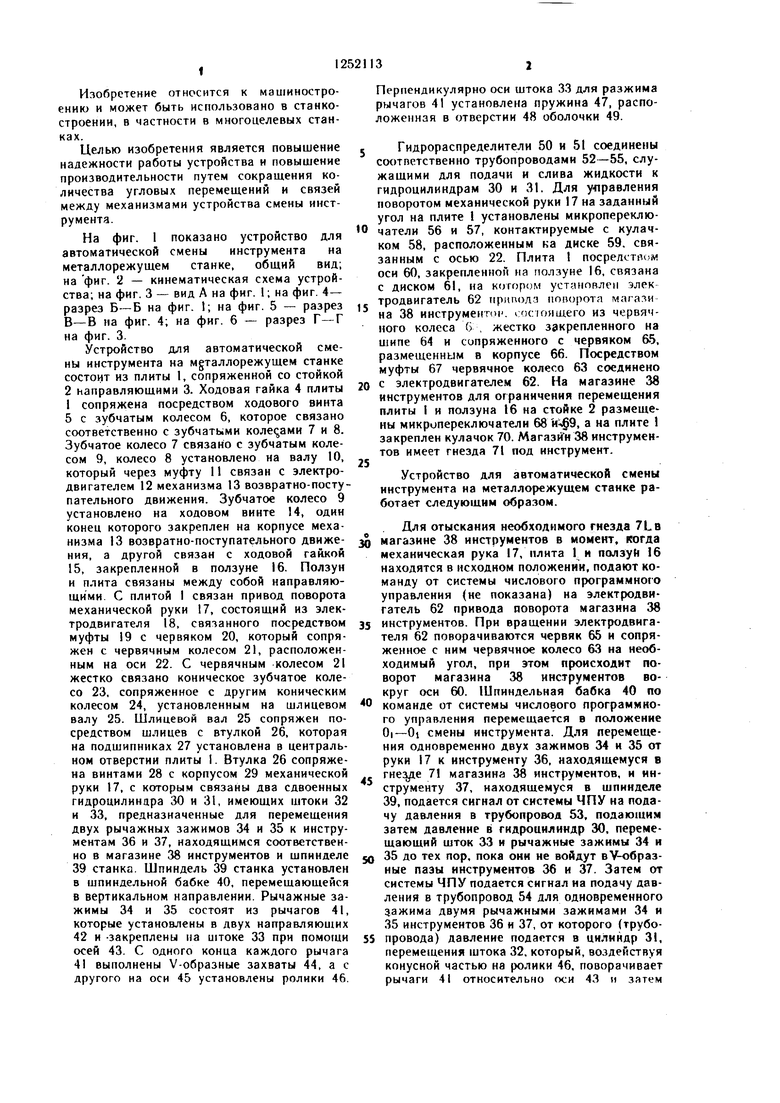
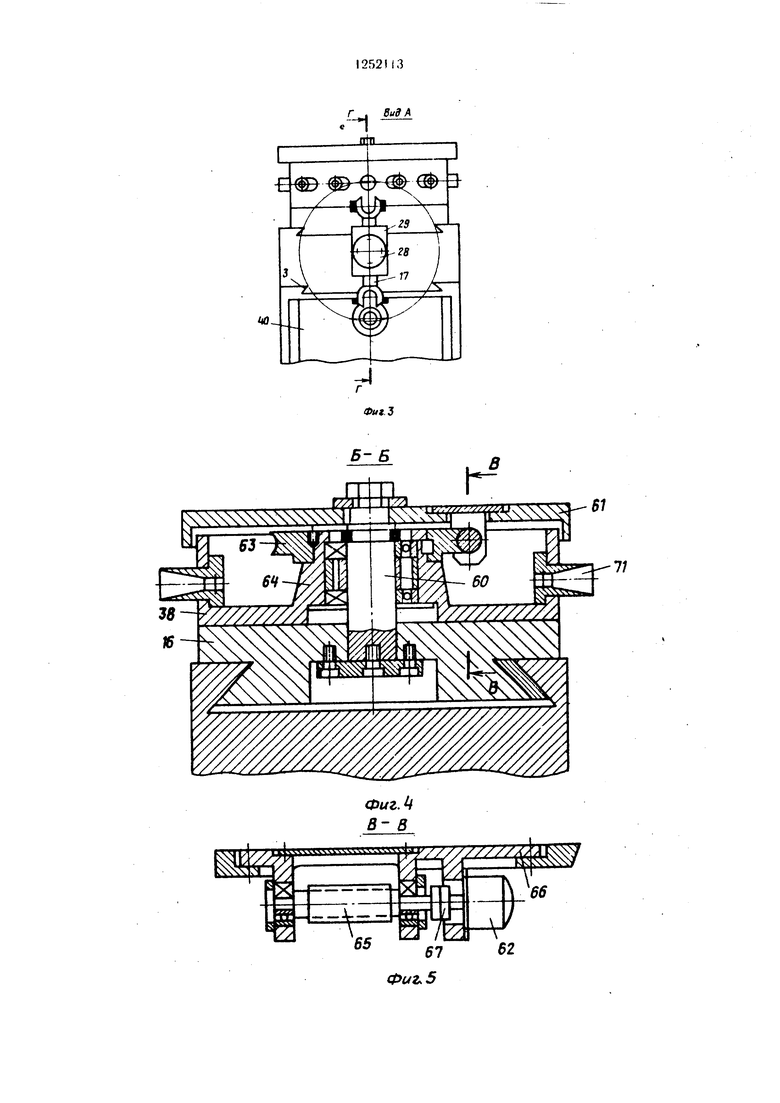
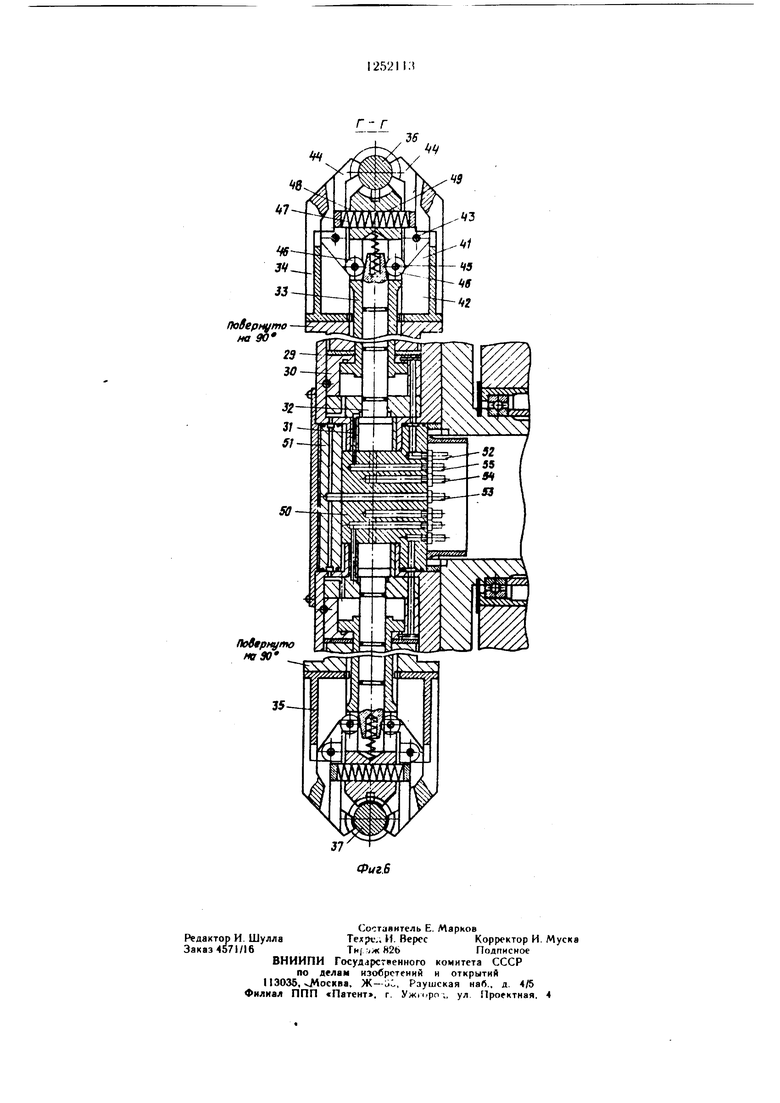
На фиг. I показано устройство для автоматической смены инструмента на металлорежущем станке. общий вид; на фиг. 2 - кинематическая схема устройства; на фиг. 3 - вид А на фиг. 1; на фиг. 4- разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 4; на фиг. 6 - разрез Г-Г на фиг. 3.
Устройство для автоматической смены инструмента на М5таллорежущем станке состоит из плиты 1, сопряженной со стойкой 2 направляющими 3. Ходовая гайка 4 плиты I сопряжена посредством ходового винта 5 с зубчатым колесом 6, которое связано соответственно с зубчатыми колесами 7 и 8. Зубчатое колесо 7 связано с зубчатым колесом 9, колесо 8 установлено на валу 10, который через муфту 11 связан с электродвигателем 12 механизма 13 возвратно-поступательного движения. Зубчатое колесо 9 установлено на ходовом винте 14, один конец которого закреплен на корпусе механизма 13 возвратно-поступательного движения, а другой связан с ходовой ганкой 15, закреплеиной в ползуне 16. Ползун и плита связаны между собой направляющими. С плитой I связан привод поворота механической руки 17, состоящий из электродвигателя 18, связанного посредством муфты 19 с червяком 20, который сопряжен с червячным колесом 21, расположенным на оси 22. С червячным колесом 21 жестко связано коническое зубчатое колесо 23, сопряженное с другим коническим колесом 24, установленным на шлицевом валу 25. Шлицевой вал 25 сопряжен посредством шлицев с втулкой 26, которая на подшипниках 27 установлена в центральном отверстии плиты I. Втулка 26 сопряжена винтами 28 с корпусом 29 механической руки 17, с которым связаны два сдвоенных гидроцилиндра 30 и 31, имеющих штоки 32 и 33, предназначенные для перемещения двух рычажных зажимов 34 и 35 к инструментам 36 и 37, находящимся соответственно в магазине 38 инструментов и шпинделе 39 станка. Шпиндель 39 станка установлен в шпиндельной бабке 40, перемешающейся в вертикальном направлении. Рычажные зажимы 34 и 35 состоят из рычагов 41, которые установлены в двух направляющих 42 и -закреплены на штоке 33 при помощи осей 43. С одного конца каждого рычага 41 выполнены V-образные захваты 44, а с другого на оси 45 установлены ролики 46.
Перпендикулярно оси штока 33 для разжима рычагов 41 установлена пружина 47, расположенная в отверстии 48 оболочки 49.
Гидрораспределители 50 и 51 соединены соответственно трубопроводами 52-55, служащими для подачи и слива жидкости к гидроцилиндрам 30 и 31. Для управления поворотом механической руки 17 на заданный угол на плите 1 установлены микропереключатели 56 и 57, контактнруемые с кулачком 58, расположенным ка диске 59, связанным с осью 22. Плита 1 посредством оси 60, закрепленной на ползуне 16, связана с диском 61, на котором установлен элек тродвигатель 62 прнподз поворота магазина 38 инструменгон. сосюящего из червячного колеса 6 , жестко закрепленного на шипе 64 и сопряжениого с червяком 65, размещенным в корпусе 66. Посредством муфты 67 червячное колесо 63 соединено
с электродвигателем 62. На магазине 38 инструментов для ограничения перемещения плиты I и ползуна 16 на стойке 2 размещены микропереключатели 68 , а на плите 1 закреплен кулачок 70. Магазй н 38 инструментов имеет гнезда 71 под инструмент.
Устройство для автоматической смены инструмента на металлорежущем станке работает следующим образом.
Для отыскания необходимого гнезда 7LB
магазине 38 инструментов в момент, когда механическая рука 17, плита Г и ползуй 16 находятся в исходном положении, подают команду от системы числового программного управления (не показана) на электродвигатель 62 привода поворота магазина 38
инструментов. При вращении электродвигателя 62 поворачиваются червяк 65 и сопряженное с ним червячное колесо 63 на необходимый угол, при этом происходит поворот магазина 38 инструментов вокруг оси 60. Шпиндельная бабка 40 по
команде от системы числового программного управления перемещается в положение 0|-Oi смены инструмента. Для перемещения одновременно двух зажимов 34 и 35 от руки 17 к инструменту 36, находящемуся в
гнел/ie 71 магазина 38 инструментов, и инструменту 37, находящемуся в шпинделе 39, подается снгнал от системы ЧПУ на подачу давления в трубонровод 53, подающим затем давление в гндроин.линдр 30, переме- щающнй шток 33 и рычажные зажнмы 34 н
35 до тех пор, пока онн не войдут вУ-образ- ные пазы инструментов 36 и 37. Затем от системы ЧПУ подается сигнал на подачу давления в трубопровод 54 для одновременного :}ажима двумя рычажными зажимами 34 и 35 инструментов 36 и 37, от которого (трубопровода) давление подается в цилиндр 31, перемещения штока 32, который, воздействуя конусной частью на ролики 46, поворачивает рычаги 41 относительно оси 43 ti зятем
двумя V-образными захватами 44 зажимает инструменты 36 и 37. находящиеся cooTFieT- ственно в гнезде 71 магазина 38 инструментов и шпинделе 39 станка. Далее от системы ЧПУ (не показана) подается управляющий сигнал на электродвигатель 12 для одновременного извлечения инструментов 36 и 37 из гнезда 71 магазина 38 инструментов и шпинделя 39. При этом движение сообщается от электродвигателя 12 через колеса 8. 6, 7 и 9 и ходовые винты 5 и 14 (один из которых выполнен с левым направлением винтовой линии) одновременно плите и ползуну 16, при этом, вращаясь, ходовые винты 5 и 14 посредством ходовых гаек 4 и 15 перемешают плиту 1 влево, а ползун 16 - вправо до тех пор, пока кулачок 70 не нажмет на микропереключатель 68. Плита I и ползун 16 останавливаются и инструменты 36 и 37 извлекаются из гнезда 71 магазина 38 инструментов и ппинделя 39. Теперь от системы ЧПУ подается управляющий сигнал на электродвигатель 18, при вращении которого крутящий момент через червяк 20 и червячное колесо 21 передается конической зубчатой паре 23 и 24 и через щлице- вой вал 25 втулке 26 и далее механической
руке 17, в которой находятся инсгрумен- ты 36 и .17.
Одновременное поворотом руки 17 поворачивается ось 22 с диском 59, кулачок 58 которого после гюнорота руки 17 на 180° нажимает на микропереключатель 56, что раз- peinacT полачу управляющего сигнала на электродвигатель 12 для выполнения одновременного движения плиты 1 вправо, а ползуна 16 - влево до тех пор, пока кулачок 70 не нажмет на микропереключатель 69. При этом инструмент 37 вставляется в гнездо 71 магазина 38 инструмен;ов, а инструмент 36 -- в итиндель 39 станка. Для одновременного разжима инструмен тов 36 и 37 от системы ЧПУ подается управляющий сигнал на подачу давления в трубопровод 55 и далее в гидропилиндр 31, перемепюния нтока 32, который освобождает ролики 46. Рычаги под действием усилия пружины 47 освобождают V-образные Q захваты 44 и инструменты 36 и 37 освобождаются. Дальнейи(ей подачей давления в трубопровод 52 воздействуя на шток 33 и перемещают рычажные зажимы 34 и 35 к руке 17. Таким образом заканчивается цикл смены инструмента.
39/3
Фмг.2
40.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической смены инструментов на металлорежущем станке | 1983 |
|
SU1103986A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1990 |
|
SU1748990A1 |
| Многооперационный станок | 1984 |
|
SU1212753A1 |
| УСТРОЙСТВО ДЛЯ ХОНИНГОВАНИЯ ОТВЕРСТИЙ | 1992 |
|
RU2008175C1 |
| Устройство автоматической смены инструмента | 1987 |
|
SU1425032A1 |
| ПЕРЕНОСНОЙ СТАНОК ДЛЯ МЕХАНИЧЕСКОЙ ОБРАБОТКИ | 1998 |
|
RU2144449C1 |
| Многопозиционный станок | 1987 |
|
SU1454652A1 |
| Устройство для автоматической смены инструмента | 1977 |
|
SU733960A1 |
| АВТОМАТИЧЕСКАЯ РЕВОЛЬВЕРНАЯ ГОЛОВКА МЕТАЛЛОРЕЖУЩЕГО СТАНКА | 1971 |
|
SU297161A1 |
| ТОКАРНЫЙ ПОЛУАВТОМАТ ДЛЯ МНОГОСТОРОННЕЙ ОБРАБОТКИ ДЕТАЛЕЙ | 2012 |
|
RU2507036C1 |

Б- Б
В
г
L
mm
Фиг. Ц В- В
////// ///.
f X у в
.
66
65
57 Фиг. 5
62
(
46
t
Повернуто наЗО
Повв{ нуто
нвао
4
43
| Устройство для автоматической смены инструментов на металлорежущем станке | 1983 |
|
SU1103986A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
