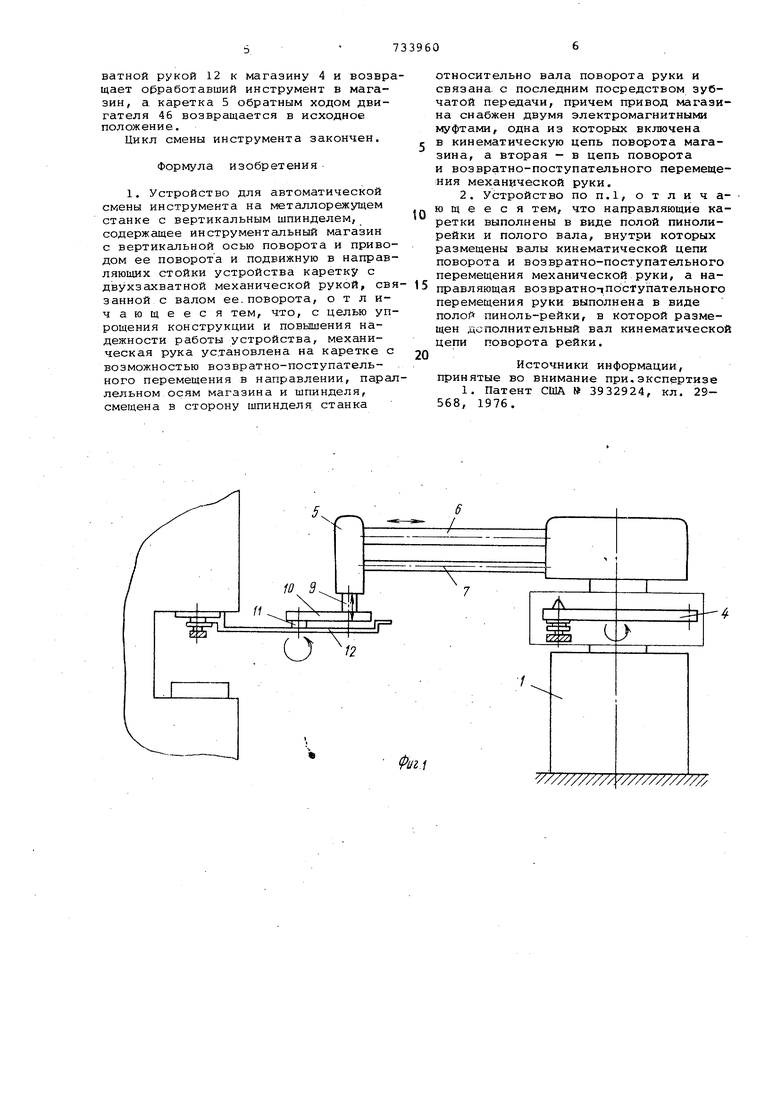
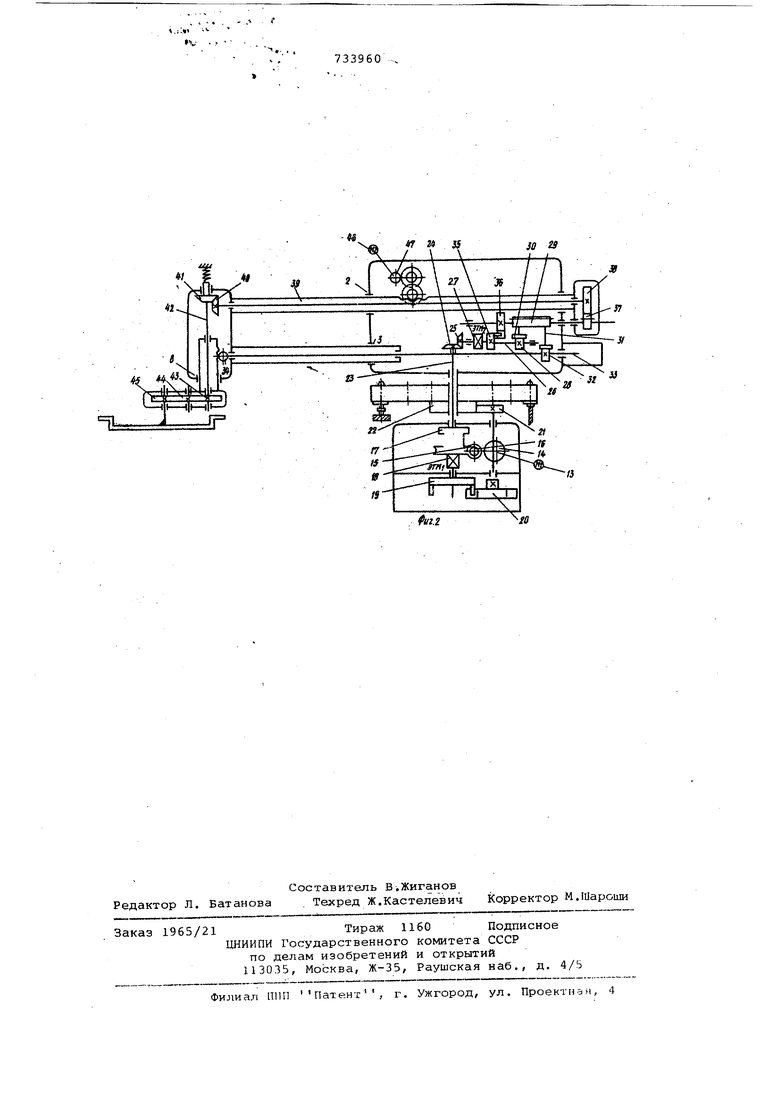
Изобретение относится к области .машиностроения и может быть использовано, в частности, в станках с ЧПУ для автоматической смены инструмента и его хранения.. Известно устройство для автоматической смены инструмента, монтируемо рядом со станком и содержащее стойку с горизонтальными направляю1цими, инструментальньзй магазин с вертикаль ной осью поворота, каретку с направляющими, ответными направляющим стой ки, и второй направляющей, суппорт с направляющей, ответной второй направ ляющей каретки, двухзахватную руку, закрепленную поворотно-подвижно аа суппорте, приводы поступательного пе ремещения каретки и поворота инструментального магазина 1. Недостатком известного устройства является сложность конструкции, недостаточная надежность и ограниченные технологические возможности. Цель изобретения - упрощение конструкции и повышение надежности работы. Это достигается тем, что в предла гаемом устройстве механическая рука установлена на каретке с возможносгью возвратно-поступательного перемещения в направлении, параллельном осям магазина и шпинделя, смещена в сторону шпинделя станка относительно вала поворота руки и связана с последним посредством зубчатой передачи, причем привод поворота магазина снабжен двумя электромагнитными муфтами, одна из Которых включена в кинематическую цепь поворота магазина, а вторая - в цепь поворота и возвратноппоступательного перемещения механической руки. Направлшощие каретки выполнены в виде полой пиноли-рейки и полого вала, внутри которых размещены валы кинематической цепи поворота и возвратнопоступательного перемещения механической руки, а найравляющая возвратiHO-поступательного перемещения руки 1выполнена в виде полой пиноль-рейки, в которой размещен дополнительный вал кинематической цепи поворота рейки. На фиг. 1 представлено описываемое устройство для автоматической смены инструмента; на фиг. 2 вариант кинематической схемы устройства.
Устройство для автоматической смены инструмента содержит стойку 1 с горизонтальными направляющими 2 и 3, инструментальный магазин 4, каретку 5 с горизонтальными направ.ляющими, пиноль-рейкой 6 и полой пинолью 7, ответными соответственно направляющим 2 и 3 стойки 1, и вертикальной направляющей 8, ответной полой пиноль-рейке 9 корпуса 10, на выходном валу 11 которого закреплена двухзахватная рука 12. В стойке 1 размещен привод поворота инструментального магазина 4, с которым кинематически связаны цепи возвратнопоступательного перемещения корпуса 10 и вращательного движения двухзахватной руки 12, содержащий электродвигатель 13, на валу которого закреплено цилиндрическое колесо 14, кинематически через колесо 15-связанное с червяком 16, ответным червячному колесу 17, На валу червячного колеса 17 установлена первая электро.магнитная муфта 18 и водило 19, отвеное мальтийскому кресту 20, на валу которого закреплено зубчатое колесо 21, кинематически связанное с колесом 22, жестко закрепленным на инструментальном магазине 4. На втором-конце вала 23 закреплено коническое колесо 24, кинематически связанное с колесом 25, на валу 26 которого установлена вторая электромагнитная Муфта 27. Кинематическая цепь возвратно-поступательного перемещения полой пиноль-рейки 9 содержит кулачок 28, сидящий на валу 26, рычаг 29, одно плечо которого является толкателем 30 кулачка 28, второе выполнено в видеЗубчатого сектора 31, Кинематически связанного с колесом 32, установленным на вашу 33, проходящем внутри полой пиноли 7 и несущем колесо 34, зацепляющееся с полой пинольрейкой 9, жестко соединенной с корпусом 10.
Кинематическая цепь вращательного движения двухзахватной руки 12 содержит .мальтийский механизм с водилом 35, установленным на валу 26, и диском 36, цилиндрическую передачу 37f 38, вал 39 проходящий внутри пИ|Ноль-рейки б,с закрепленным на конце коническим колесом 40, ответным колесу 41, сидящим на валу 42, . проходящем внутри полой пиноль-рейки 9 и заканчивающемся цилиндрическим колесом 43, кинематически связанным через колесо 44 с колесом 45, закрепленным на валу 11, на котором установлена двухзахватная рука 12.
В верхней части стойки 1 установлен привод возвратно-поступательного перемещения каретки 5. Кинематическая цепь привода содержит эле родвкгатель 46, цилиндрическую передачу 47 и пиноль-рейку 6,.ответную
направляющей 2 стойки 1 и жестко закрепленную на каретке 5.
Устройство для автоматической омены инструмента работает следующим образом.
Цикл смены инструмента начинается с поиска нужного инструмента, станок в это время ведет обработку детали. Включается двигатель 13, движение от него через первую электромагнитную муфту 18, водило 19, мальтийский крест 20, зубчатое колесо 21 передается на колесо 22,,установленное на магазине 4. Ячейка магазина с нужным инструментом встает на позицию смены инструмента. Электромагнитная муфта 18 отключает кинематическую цепь поворота магазина 4, включается двигатель 46 привода возвратно-поступательного перемещения каретки 5, который через цилиндрическую передачу 47 перемещает пиноль-рейку 6, ас ней и каретку 5 с корпусом 10 и рукой 12 к магазину. Рука захватывает инструмент из магазина. Подают команду на реверс двигателя 46, и пиноль-рейка 6 перемещает каретку 5 с корпусом 10 и двухзахватнойрукой 12 к шпинделю станка, где рука захватывает инструмент, находящийся в шпинделе, причем шпиндель установлен на одном уровне с ячейкой магазина.
Далее двигатель 46 отключается, включают вторую электромагнитную муфту 27. От двигателя 13 движение по общему участку кинематической цепи передается до электромагнитной муфты 27 и далее, разветвляется.
В цепи возвратно-поступательного перемещения полой пиноли-рейки 9 толкатель 30 перемещается по рабочему участку профиля кулачка 28 полая пиноль-рейка 9 опускается.вниз, удаляя инструмент из шпинделя.
В цепи вращательного движения двухзахватной руки водило 35 и диск 36 стоят на замке.
Далее толкатель 30 переходит с рабочего участка -профиля кулачка 28 на участок выстоя, полая пиноль-рейка 9 не перемещается, а водило 35 входит в зацепление с диском 36 и через промежуточные зубчатые зацепления производит поворот руки 12, сидящей на яыхолном валу 11 корпуса 10, на180, позиционируя под шпинделем новый инструмент. Затем водило 35 выходит из зацепления с диском 36 и встает на замок, а толкатель 30 в это время переходит на участок подъема профиля кулачка 28, полая пиноль-рейка 9 поднимается вверх, всталяя новый инструмент в шпиндель,
Электромагнитная муфта 27 отключается, включают двигатель 46, который через цилиндрическую передачу 37, 38 перемещает пиноль-рейку 6 с (кареткой 5, корпусом )0 и двухзахватной рукой 12 к магазину 4 и возвращает обработавший инструмент в магазин, а каретка 5 обратным ходом двигателя 46 возвращается в исходное положение.
Цикл смены инструмента закончен.
Формула изобретения
1. Устройство для автоматической смены инструмента на г юталлорежущем станке с вертикальным шпинделем, содержащее инструментальный магазин с вертикальной осью поворота и приводом ее поворота и подвижную в направляющих стойки устройства каретку с двухзахватной механической рукой, связанной с валом ее.поворота, отличающееся тем, что, с целью упрощения конструкции и повышения надежности работы устройства, механическая рука установлена на каретке с возможностью возвратно-поступательного перемещения в направлении, параллельном осям магазина и шпинделя, смещена в сторону шпинделя станка
относительно вала поворота руки и связана, с последним посредством зубчатой передачи, причем привод магазина снабжен двумя электромагнитнылм муфтами, одна из которых включена в кинематическую цепь поворота магазина, а вторая - в цепь поворота и возвратно-поступательного перемеще:ния механической руки.
2. Устройство ПОП.1, отличающееся тем, что направляющие каретки выполнены в виде полой пинолирейки и полого вала, внутри которых размещены валы кинематической цепи поворота и возвратно-поступательного перемещения механической руки, а направляющая возвратноппоступательного перемещения руки выполнена в виде полой пиноль-рейки, в которой размещен дополнительный вал кинематической цепи поворота рейки.
20
Источники информации, принятые во внимание при,экспертизе 1. Патент США № 3932924, кл. 29568, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автооператор для металлорежущих станков | 1980 |
|
SU944866A2 |
| Автооператор для металлорежущих станков | 1983 |
|
SU1144844A2 |
| Устройство для автоматической смены инструмента на многошпиндельном станке | 1989 |
|
SU1698036A1 |
| Устройство для автоматической смены инструментов на металлорежущем станке | 1978 |
|
SU1036238A3 |
| Автооператор для металлорежущих станков | 1977 |
|
SU691274A1 |
| Устройство для автоматическойСМЕНы иНСТРуМЕНТОВ HA МЕТАллО-РЕжущЕМ CTAHKE | 1978 |
|
SU852163A3 |
| Металлорежущий станок с автоматической сменой инструмента | 1978 |
|
SU770736A1 |
| Автооператор для автоматической смены инструмента | 1984 |
|
SU1255371A1 |
| Устройство автоматической смены инструмента | 1986 |
|
SU1458145A1 |
| Станок с программным управлением | 1980 |
|
SU901001A1 |
10 9
fl
О
/ч
7
аг.1
f
. .
733960
