Изобретение относится к области станкостроения и может быть использовано в многооперзцмонных станках с ЧПУ с автоматической сменой инструмента, предназначенных для комплексной обработки деталей произвольной формы.
Цель изобретения - повышение производительности за счет сокращения времени смены инструмента и повышение надежности зз счет обеспечения минимального числа степеней свободы шпинделя.
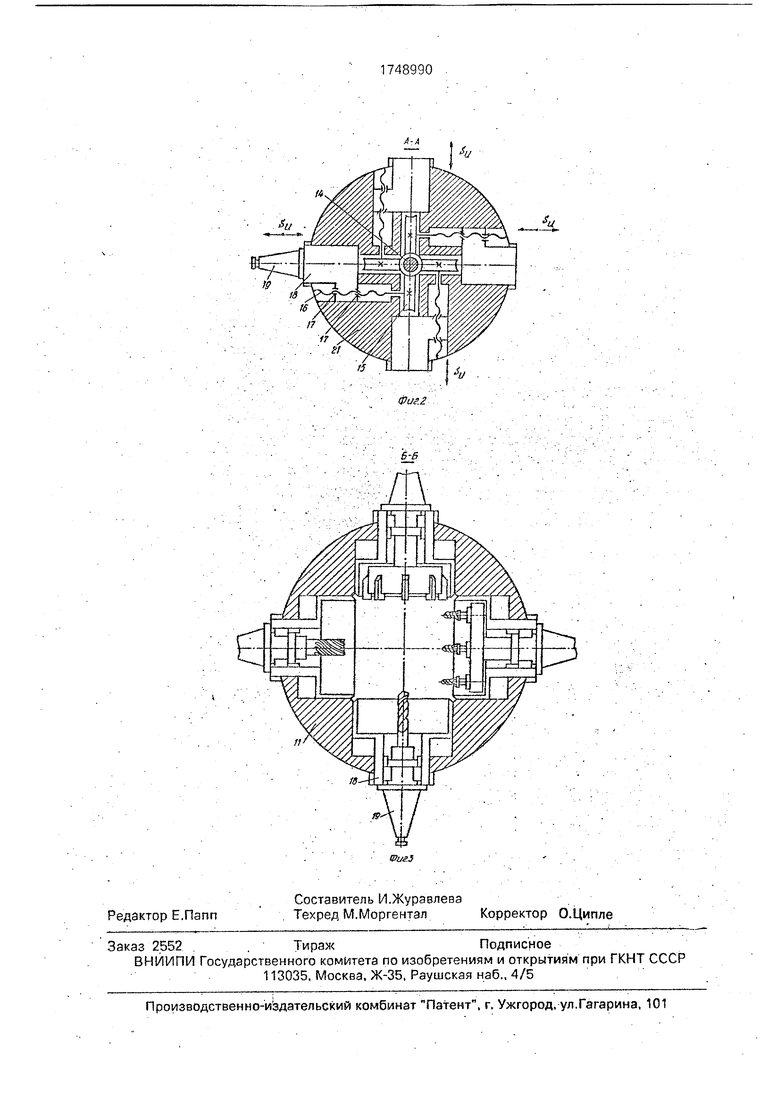
На фиг.1 дача кинематическая схема станка; на фиг 2 - сечение А-А на фиг 1; на фиг.З - сечение Б-Б на фиг 1,
Многоцелевой станок содержит установленную на основании неподвижную стойку 1, в которой расположен шаговый электродвигатель 2, связанный посредством электромагнитной муфты 3 с магазином 4, установленным на круговых направляющих 5 качения. Кроме того, электродвигатель 2 посредством вала 6 и кинематической пары (например, ременно-зубчатой) 7 и 8 через электромагнитную муфту 9 и гильзу 10 взаимодействует с секцией 11 инструментального магазина, Помимо этого вал 12 посредством электромагнитной муфты 13, червяка 14 и червячных колес 15 связан через кинематическую пару винт 16 - гайка 17 с ползунами 18, в которых зафиксированы инструменты 19 Инструменты 19 рабочими частями обращены внутрь секции 11 магазина 4 под прямым углом к оси ее вращения Ползуны 18 установлены в гнездах 20 выполненных в корпусе 21 секции 11 Шпиндельный узел 22 расположен на стоике 1 с возможностью вертикальных перемещений
Sb.
Станок при осуществлении процесса смены инструмента работает следующим образом.
От электродвигателя 2 при включении муфты 3 вращение Sm передается магазину 4 до тех пор, пока оси шпинделя и искомой секции 11 не установятся в одной вертикальной плоскости. После этого муфта 3 от- ключается. включается муфта 9 и осуществляется поворот SG секции 118 опорах гильзы 10 таким образом, чтобы необхо- димый инструмент 19 расположился хвостовиком к шпинделю Шпиндельный узел 22 в этот момент находится в крайнем верхнем положении Муфта 9 отключается Установка инструмента в шпиндель осуществляется от электродвигателя 2 через кинематическую цепь при включенной муфте 13 через червяк 14, ходовой винт 16 - гайку 17, ползун 18 с инструментом 19. Ползуны 18
при этом синхронно расходятся в радиальных направлениях Sn, а требуемый инструмент устанавливается в отверстие шпинделя, где производится, его автоматическая затяжка. После этого шпиндельный
узел 22 опускается 5ь в рабочую зону для осуществления технологических операций По окончании обработки шпиндельный узел 22 перемещается в крайнее верхнее положение, при котором инструмент 19
цилиндрической частью хвостовика устанавливается в ползуне 18 секции 11, где происходит-, его фиксация, Инструмент высвобождается в шпинделе, а реверсивное движение от двигателя 2 через кинематическую цепь, включенную муфту 13, червяк 14, червячное колесо 15, винт 16 - гайку 17 синхронно сводит ползуны 18 в радиальных направлениях Sn. Шпиндель освобождается для установки другого инструмента, необходимого для осуществления технологического процесса. При этом цикл указанных выше движений повторяется. Формула изобретения Многоцелевой станок с автоматической
сменой инструмента, содержащий размещенный на неподвижной стойке инструментальный магазин в виде диска с приводом и гнездами под инструмент, шпиндель установленный на стойке с возможностью вертикального перемещения, отличающийся тем, что с целью повышения производительности за счет сокращения времени смены инструмента и повышения надежности за счет обеспечения минимального числа степеней свободы шпинделя, инструментальный магазин снабжен ползунами и выполнен с радиально размещенными на диске и кинематически связанными с приводом секциями, каждая из
которых установлена с возможностью поворота вокруг своей оси и выполнена в виде корпуса с оппозитно расположенными гнездами, в которых установлены ползуны, кинематически связанные с приводом и
0 выполненные с возможностью синхронного радиального перемещения в плоскости, перпендикулярной плоскости оси вращения секции при этом корпус секции выполнен с возможностью установки внутрь его рабо5 чих частей инструмента
«
SI
Л-А
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической смены инструмента на металлорежущем станке | 1984 |
|
SU1252113A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1986 |
|
SU1342669A1 |
| Универсальный зубообрабатывающий станок с ЧПУ | 1987 |
|
SU1715520A1 |
| Многоцелевой станок | 1988 |
|
SU1648727A1 |
| Устройство для координатной обработки отверстий осевым инструментом | 1990 |
|
SU1784411A1 |
| Многоцелевой станок с подвижным порталом | 1990 |
|
SU1798110A1 |
| Вертикальный многошпиндельный станок | 1990 |
|
SU1722701A1 |
| Многоцелевой станок с ЧПУ и автоматической сменой инструмента | 1987 |
|
SU1502245A1 |
| Многоцелевой станок с автоматической сменой инструмента | 1987 |
|
SU1834784A3 |
| Многооперационный станок портального типа | 1989 |
|
SU1742029A1 |
Использование: в станкостроении, станках с ЧПУ и автоматической сменой инструмента, предназначенных для комплексной обработки деталей произвольной формы 8 Сущность изобретения: станок с автоматической сменой инструмента содержит стол, станину, шпиндельный узел 22, инструментальный магазин с приводом 2. Каждая секция магазина 11 кинематически связана с приводом 2 и установлена с возможностью синхронных радиальных перемещений инструментов, расположенных в ползунах. Ползуны связаны посредством пар вин -гайка, червячных колес и червяка размещенного соосно с секцией магазина, с указанным приводом 2, причем инструменты рабочими частями обращеньивнутрь рекции магазина перпендикулярно ее оси вращения 3 ил 2н С
| Многоцелевой металлорежущий станок | 1981 |
|
SU1047648A1 |
