Изобретет } относится к металлообработке, касается полирования плоских заготовок и может быть использовано при обработке полупроводниковых пластин.
Целью изобретения является повы- тение производитб,пьности обработки путем увеличения угла взаимодействия абразивных частиц суспензии с поверхностью обрабатываемой детали,
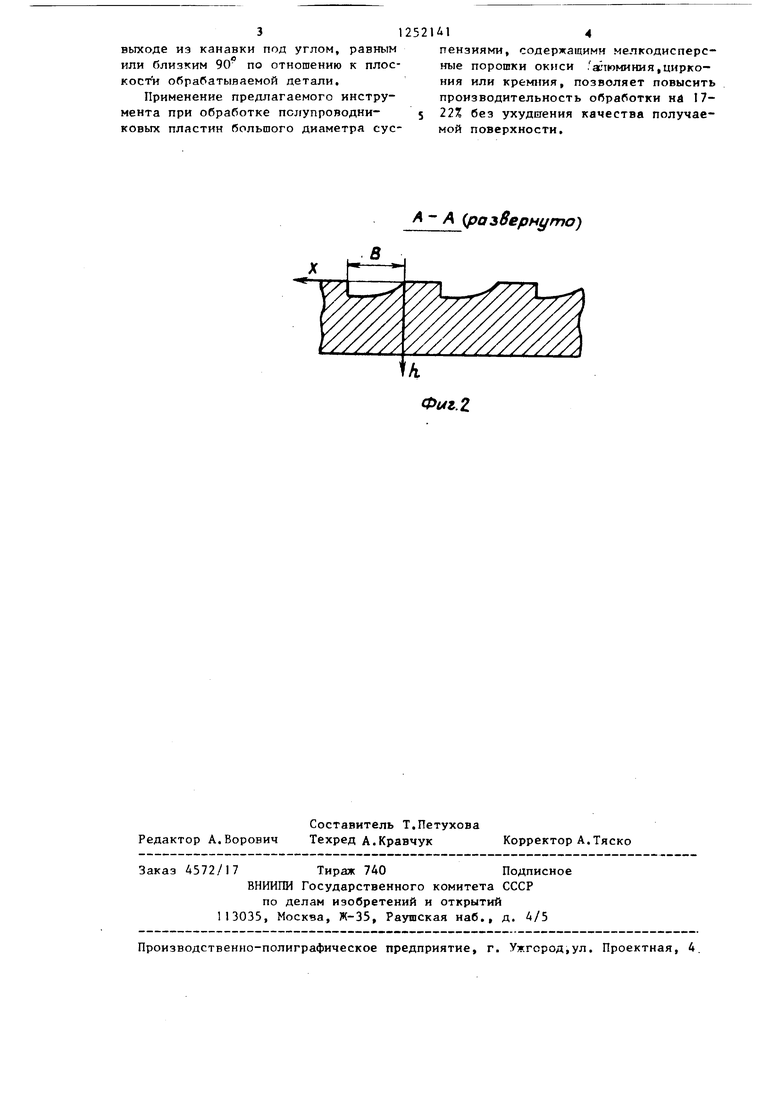
На фиг. показан инструмент, вид с тория; па фиг. 2 - сечение А-А на фиг. 1.
Инструмент I выполнен в виде диска, на рабочей торцовой поверхности которого имеются радиальные канавки 2, расположенные между плоскими горизонтальными участками 3. В окружном направлении (кольцевом сечении) А-А канавки вьтолнены вогнутыми, а образующая профиля каждой канавки описана кривой
,
где h - глубина канавки;
X - текущая координата ширины
канавки при k - коэффициент пропорциональности, ,42A 10 -0,37j
6 - ширина канавки. Особенностью канавки, образующая профиля которой вьтолнена по кривой вида , является то, что в точке контакта образующей с плоским горизонтальным участком касательная проведенная к образующей, составляет с плоским горизонтальным участком инструмента угол 90, Поэтому вектор скорости абразивных частичек суспензии, скользящих при обработке вдоль поверхности канавки по криволинейной траектории, постепенно изменяет свое направление и на выходе частичек из области канавки совпадает с касательной. Таким образом, направление вектора скорости абразивных частичек составляет угол с плоским горизонтальным участком инструмента, равный 90°. А так как поверхность обрабатываемой деталк параллельна плоскому горизонтальному участку инструмента то,следовате: -зко, вектор скорости составляет ,, также угол, равный 90° , Поэту гу значительно большая часть кииртичгской энергии абразивны частиц чятрячивается на разрушение поверхности лг-эготовки, и, таким об
0
412
разом, возрастает производительность обработки.
При k О,42410 тонкий слой сус- прнзии между инструментом и обрабатываемой деталью теряет свою сплошность, в результате чего значительно снижается производительность обработки и ухудшается качество обрабатываемой поверхности. При ,37 существен но падает гидродинамическое давление в области канавки, в результате чего обрабатываемая поверхность детали начинает контактировать с рабочей поверхностью инструмента, что приводит к повреждению обрабатываемой поверхности детали, появлению царапин и преждевременному износу инструмента.Инструмент работает следующим образом.
При вращении инструмента в объеме абразивной суспензии к нему подводят плоскую деталь, которая, также может совершать плоскопараллельное движение. При этом за счет набегающего потока суспензии в канавках инструмента в зоне обработки возникают скачки гидродинамического давления, благодаря которым деталь плавает над рабочей поверхностью-инструмента с некоторым очень маленьким зазором. Благодаря aктивнo ry току суспензии в зазоре между инструментом и деталью, абразивные частицы сталкиваются с поверхностью детали, в результате чего происходит ее разрушение и удаление необходимого припуска. I
Образующую профиля канавки можно также описать в полярных координатах
В
1-t-f sin f
где В -щирина канавки;
Р -радиус вектора;
ч -текущий угол (0-90 );
t -эксцентриситет образующей
о
, где Ь, - глубиВХо
на канавки при . При , т.е. когда ft , образующая представляет собой часть окружности; при , т.е. когда Ь , образующая представляет собой часть эллипса при 1, 5 т.е. когда 8 li, образующая представляет собой гиперболу, образующие профиля канавок также обеспечивают движение абразивных частиц на
5
0
5
0
выходе иэ канавки под углом, равным или близким 90 по отношению к плоскости обрабатываемой детали.
Применение предлагаемого инструмента при обработке полупроводниковых пластин большого диаметра суспензиями, содержащими мелкодисперсные порошки окиси . а1:1юминия,циркония или кремния, позволяет повысить производительность обработки на 17- 22% без ухудшения качества получаемой поверхности.
- у4 (развернуто)
Редактор А.Ворович
Составитель Т.Петухова Техред А.Кравчук
Заказ A572/I7 Тираж 740Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. А/5
Производственно-полиграфическое предприятие, г. Ужгород,ул. Проектная, 4.
0IAt.Z
Корректор А.Тяско
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для гидродинамической обработки плоских деталей | 1984 |
|
SU1206067A1 |
| Способ ультразвуковой размерной обработки | 1982 |
|
SU1093489A1 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ, СПОСОБ ЕГО ПРОИЗВОДСТВА, СПОСОБ ЕГО ИСПОЛЬЗОВАНИЯ ДЛЯ ЧИСТОВОЙ ОБРАБОТКИ И РАБОЧИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ПРОИЗВОДСТВА | 1994 |
|
RU2124978C1 |
| Способ обработки деталей в свободном абразиве | 1980 |
|
SU1204362A1 |
| Способ центробежной абразивной обработки колец подшипников качения | 2019 |
|
RU2703065C1 |
| СПОСОБ УСКОРЕННОГО ФОРМИРОВАНИЯ МАКРОТОПОЛОГИИ ВЫСТУПОВ ИНСТРУМЕНТА В ВИДЕ ПРЕРЫВИСТОГО КРУГА | 1997 |
|
RU2136477C1 |
| Инструмент для обработки внутренних поверхностей | 1990 |
|
SU1821338A1 |
| Способ шлифования вогнутых криволинейных поверхностей | 1990 |
|
SU1780998A1 |
| Прерывистый шлифовальный круг | 1987 |
|
SU1495104A1 |
| Способ обработки оптическихдАТЕлЕй | 1979 |
|
SU848300A1 |

| I.Vatanabe and I.Suruki, High Precision Polighing of Semiconductor natrials Using Hydrody- namic principle, Annals of tlu CIRP, vol | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Огнетушитель | 0 |
|
SU91A1 |
