Изобретение относится к производству абразивного инструмента дая металлообрабатьгоающей промыашенностк и может быть использованоэ например, в изготовлении шлифовальньж кругов диаметром 50-100 мм с высотой 20- 150 мм.
Известно устройство для прессования порошкообразных материалов р состоящее из цилиндрической Мгзтршды, прессующей плиты, установленной с возможностью поступательного перемещения относительно матрицы,, вибратора и привода вращения прессующей плиты, которая выполнена в виде витка спирали j .
Данное устройство позволяет получать изделия с повышенной плотностью при прессовании однородного порошка, В случае прессования шлифовальной смеси, содержащей компоненты с разными удельными весами, происходит расслоение смеси по фрактдиям на вибрирующей плите, вследствие чего нарушается структура шлифовального круга что является недопустимым
Наиболее близким по технической
сущности и достигаемому результату к пре, У1агаемому изобретению является устройство для фо1эмовг1кия тзцчзтй,, содержащее пресс-форм ;-, зшерепленнэгю на вращающемся столе, бункер для смеси,, регулирующую заслонку пуансон с прессующей плитой и вибратор для придания колебаний пуансону Zj.
Недостатком известного устройства является невозможгость регулирова1-гия равнонерной подачи ф1 рмуемой смеси под прессующую плиту, особенно при формовании шгифовгшьных кругов небольших размероэ, что ведет к у :удюе нию качества изделий,
Целью изобретений: является улуч:ше ние качества изделий и расш1рение технологических возможностей ;: стан:ов ки.
Поставленная достигается: тем что в установке до ш формования кци-эфо ваЛьных кругов, содержащей станину с вращакяцимся столом на котором закреплена пресс-формаS, рабочий арган, вкбровозбудитель рабочего органа бзгнкер для формовочной и выталкиватель отформованных изделий, рабочий орган BbinojraeH в виде д:вух пуаи- сонов, имекяцих в поперечном сечеш ги форму полукольца., причем по меньшей кгре, один из пуансонов имеет срез
Ш
35
20
25
521741
по высоте и образует с вторым канал для подачи формовочной смеси, при этом вибровозбудитель своей подвижной частью соединен с одним из пуансонов, а корпусом - f. вторым пуансоном.
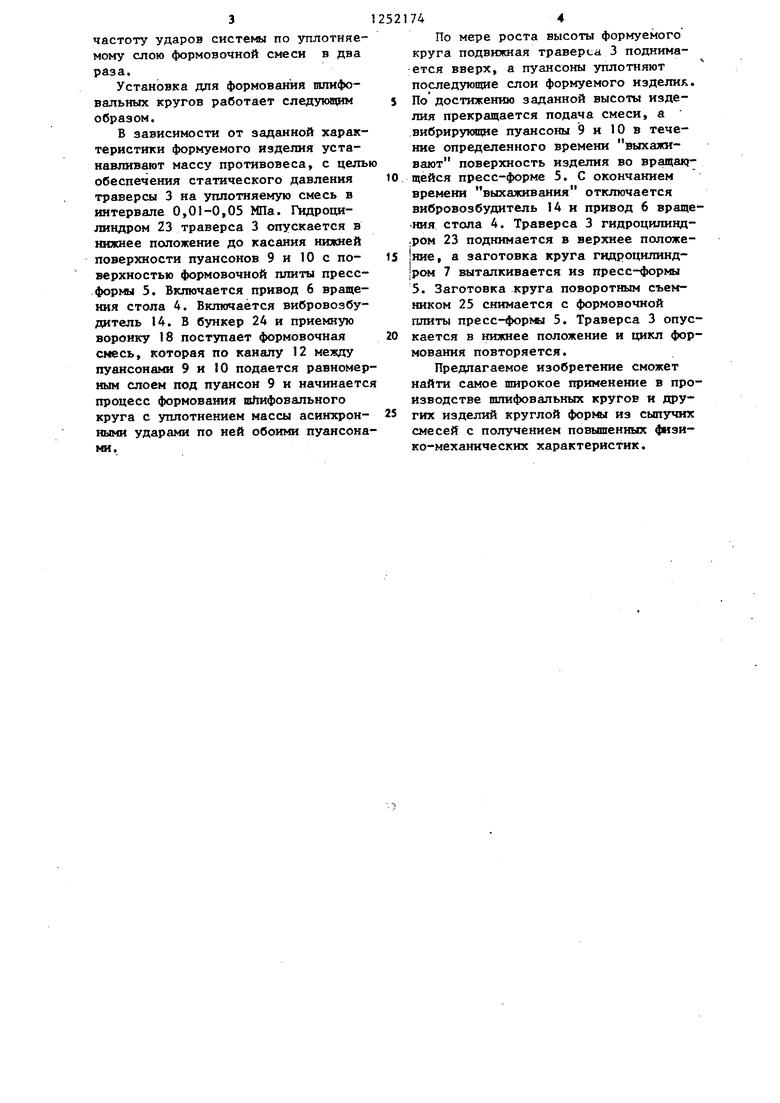
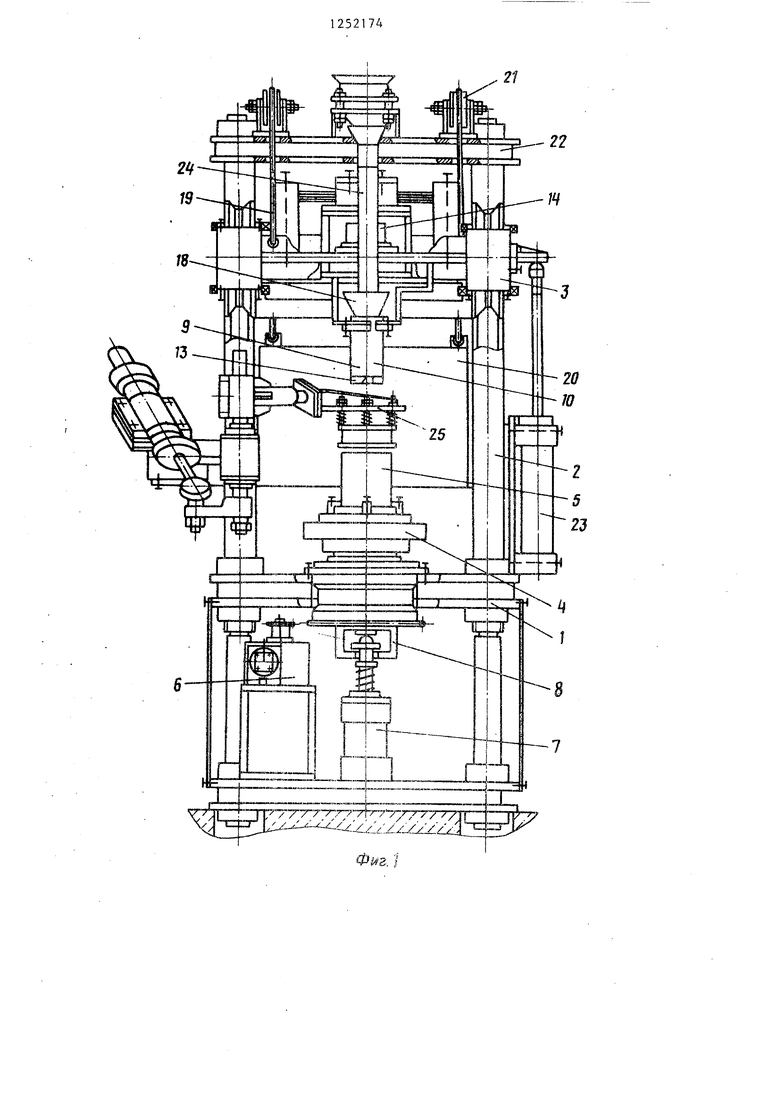
На фиг. представлена установка, общий вид; на фиг. 2 - крепления нибровозбудителя рабочего органа; на фиг,3 - рабочий орган, поперечное сечение.
YcTaiiOBKa .для формования шлифовальных кругов содержит станину 1 с установленной на ней рамой и направ- лякяцими колоннами 2, служащими для направления перемещения траверсы 3. На станине 1 размещен вращакяцийся стол 4с закрепленной на нем пресс- формой 5. Вращение стола осуществляется приводом 6, а для выталкивания отформованных заготовок установлен гидроцнлиндр 7, шарнирно соединенный с толкателем 8, связанным с нижней формовочной плитой пресс-формы 5. Рабочий орган выполнен в виде двух п-/ансонов 9 и 10, имеющих в поперечном сечении форму полукольца, причем пуансон 10 имеет по высоте срез П, который образует канал 12 для прохода фop syeмoй смеси под пуансон 9. Нижняя часть 3 рабочего органа вы-; полнена съемной, при этом прессутощая лаверхность пуансона 9 скошена по отношению к поверхности формовочной -пттты пресс-формы 5 на угол 2-3 со стороны захода форьгуемой смеси. На траверсе 3 устано:влен :вибровозбуди- тель 4 с рессорами IS подвижная часть которого посредством рамки 16 соедагаена с щгансоном 9. Корпус влб- ровозбудителя 14 посредством рамки 17 соединен с пуансоном Ш. Пуансо- 1Ш 9 и 10 установлены с зазором, ,пючающим соприкосновение, В канале 2 установлена приемная воронка IS, которая крепится к пуансону 9 так 5 чтобы исключить соприкаса- ше с пуансоном 10, Траверса 3 соединена тросами 19 с противовесом 20, а тросы 19 перекинуть через блоки 2. -у установленные на pai-ie 22. Для пэдъема траверсы 3 преж смотрек гид- роцилиндр 2 3. К приемной воронке 5 8 подведен бункер 24. Дпя съела отфор- McsBaHHbsx кругов предусмотрен съем- кик 25. Предпагаемак конструкция крепленик вибровозбудит&ля I4 и пу анг.оноз 9 и 10 позволяет увеличить
30
35
40
SO
3
частоту ударов системы по уплотняемому слою формовочной смеси в два раза.
Установка для формования шлифовальных кругов работает следующим образом.
В зависимости от заданной характеристики формуемого изделия устанавливают массу противовеса, с цель обеспечения статического давления траверсы 3 на уплотняемую смесь в интервале 0,01-0,05 МПа. Гидроцилиндром 23 траверса 3 опускается в нижнее положение до касания нижней поверхности пуансонов 9 и 10 с по- верхностью формовочной плиты пресс- формы 5. Включается привод 6 вращения стола 4. Включается вибровозбудитель 14. В бункер 24 и приемную воронку 18 поступает формовочная снесь, которая по каналу 12 между пуансонами 9 и iO подается равномерным слоем под пуансон 9 и начинаетс процесс формования шлифовального круга с уплотнением массы асинхрон- ными ударами по ней обоими пуансонар{И
1744
По мере роста высоты формуемого круга подвижная траверса 3 поднимается вверх, а пуансоны уплотняют последующие слои формуемого изделия. По достижению заданной высоты изделия прекращается подача смеси, а вибрирующие пуансоны 9 и 10 в течение определенного времени выхаживают поверхность изделия во вращан - щейся пресс-форме 5. С окончанием времени выхаживания отключается вибровозбудитель 14 и привод б враще- ния стола 4. Траверса 3 гидроцилинд- ,ром 23 поднимается в верхнее положение, а заготовка круга гидроцилинд- jpoM 7 выталкивается из пресс-формы 5. Заготовка круга поворотным съемником 25 снимается с формовочной плиты пpecc-фop вJI 5. Траверса 3 опускается в нижнее положение и цикл формования повторяется.
Предлагаемое изобретение сможет найти самое широкое применение в производстве шлифовальных кругов и других изделий круглой формл из сыпучих смесей с получением повышенных физико-механических характеристик.
Фиг.З
Редактор В.Иванова
Составитель Е.Селиванов Техред М.Ходанич
Заказ 4575/19 Тираж 555Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректор Л.Пилипенко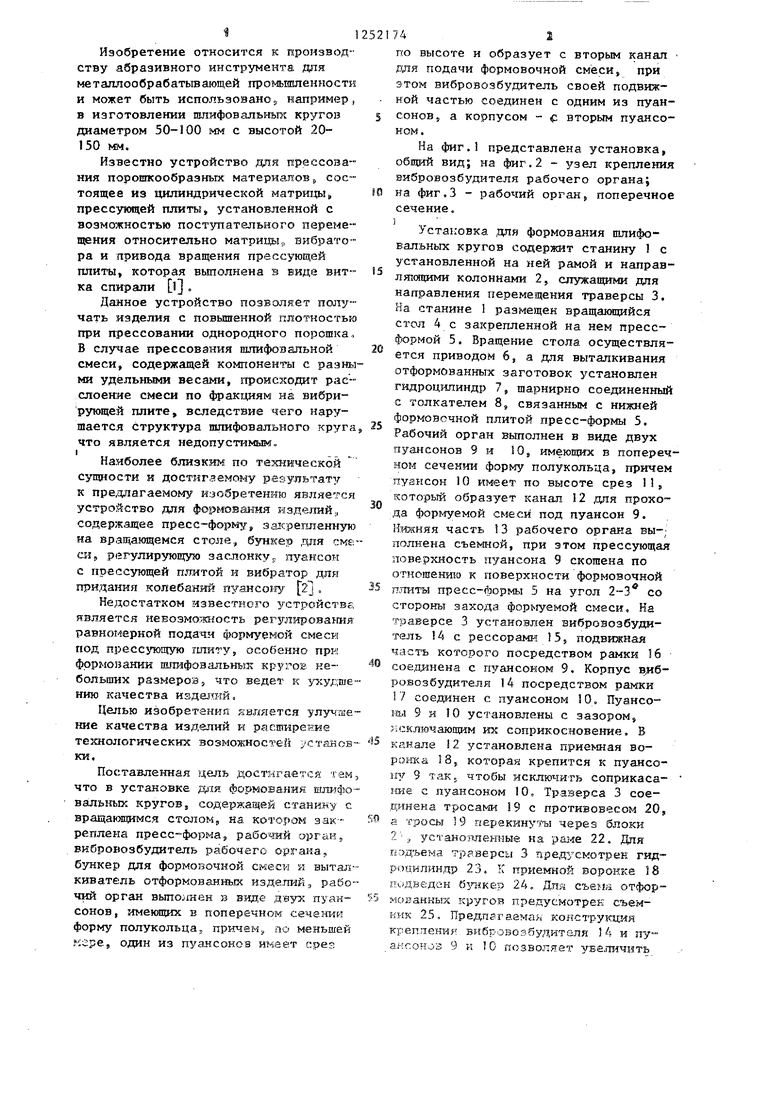
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ | 1996 |
|
RU2106246C1 |
| Способ формования шлифовальных кругов | 1978 |
|
SU833446A1 |
| Устройство для формования шлифовальных кругов | 1984 |
|
SU1293028A1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ЗАГОТОВОК АБРАЗИВНЫХ КРУГОВ | 1999 |
|
RU2156684C1 |
| СПОСОБ ПРОИЗВОДСТВА АБРАЗИВНОГО ИНСТРУМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2107609C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1993 |
|
RU2038967C1 |
| ПРЕСС-ФОРМА ДЛЯ ФОРМОВАНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ НА ВУЛКАНИТОВОЙ СВЯЗКЕ | 1996 |
|
RU2095230C1 |
| Устройство для прессования строительных изделий | 1989 |
|
SU1706869A1 |
| Установка для изготовления шлифовальных кругов | 1987 |
|
SU1570902A1 |
| Гидравлический пресс с поворотным столом для прессования абразивных кругов | 1949 |
|
SU81116A1 |
| Устройство для уплотнения порошковых материалов | 1975 |
|
SU527302A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| Способ формования шлифовальных кругов | 1978 |
|
SU833446A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
