Изобретение относится к оборудованию для формования трубчатых изделий.
Цель изобретения - обеспечение возможности изготовления изделий из жестких бетонных смесей.
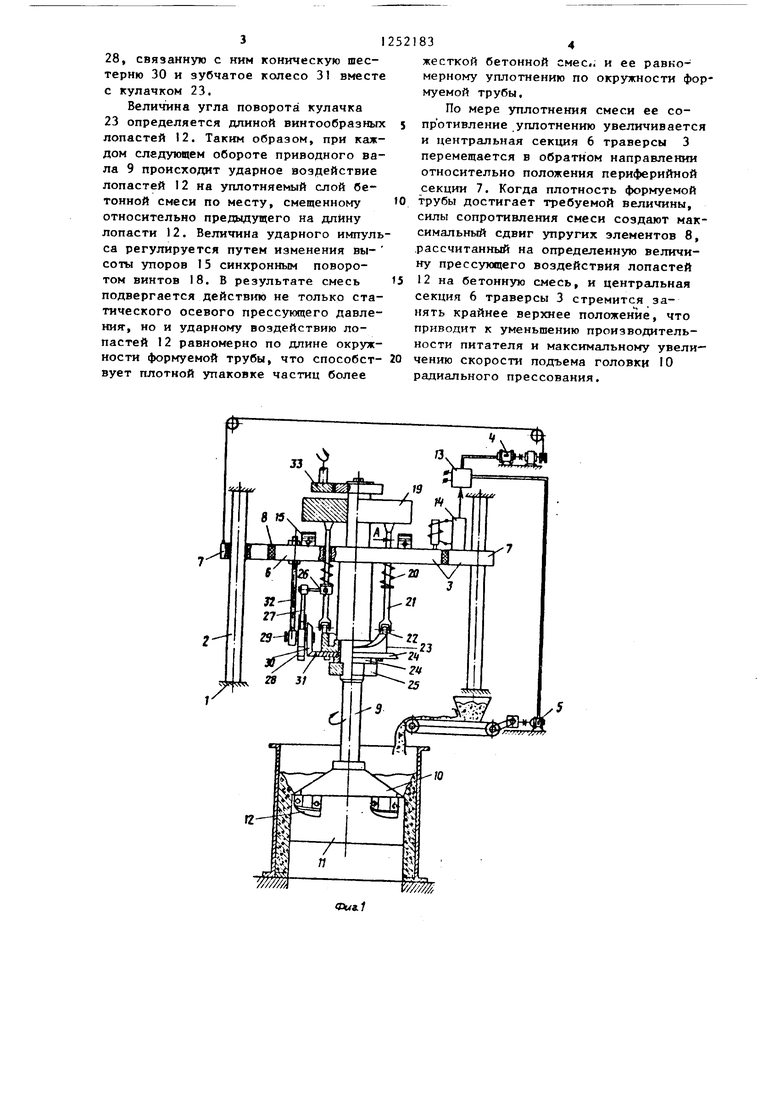
На фиг.1 изображена установка для формования трубчатых изделий, общий вид; на фиг.2 - вид А на фиг.1
Установка для формования трубча- тых изделий содержит станину I с вертикальными направляющими 2 траверсы 3 с приводами А вертикальных перемещений и устройства 5 подачи бетонной смеси. Траверса состоит из центральной 6 и концевых секций 7, соединенных между собой с помощью упругих элементов 8. К центральной секции 6 траверсы при помощи вертикального вала 9 подвешена головка 10 радиального прессования с направляющим конусом I1 с закрепленными на ее боковой поверхности изогнутыми по винтовой линии лопастями 12.
Центральная часть 6 траверсы 3 выполняет функцию датчика вертикальных перемещений, соединенного с регулируемым блоком 13 питания через блок 14 управления регулятора вертикального перемещения головки и устройства подачи бетонной смеси, и снабжена регулируемыми по высоте упорами 15 в виде ползунов 16, двух клиньев 17 и винтов 18, имеющих правую и левую резьбу. На регулируемых упорах 15 концентрично относительно вала 9 установлена вертикальная подвижная плита 19.
В вертикальных направляющих центральной секции 6 траверсы 3 с по- мощью возвратных пружин 20 симметрично относительно валя 9 установлены толкатели 21. Верхние торцы толкателей 21 упираются в подвижную плиту 19, а их опорные ролики 22 соприка- саются с профилированной поверхностью кулачка 23, подвижно установленного в верхней части вала 9, с помощью втулки 2А, фиксируемой гайкой 25.
На одном из толкателей размещена горизонтальная ось 26, на которой шарнирно закреплена собачка 27, входящая в зацепление с храповым колесом 28, закрепленным на горизонталь- ном валу 29 вместе с ведущей шестерней 30 конической зубчатой передачи. и1естерня 30 входит в зацепление с
1
831
ведомым зубчатым колесом 31, установленным на нижнем торце кулачка 23 симметрично относительно оси вала 9. Вал 29 смонтирован в подшипниковых опорах стойки 32, закрепленной на центральной части 6 траверсы 3. Устройство Тс.кже содержит привод 33 вращения головки. I
Установка работает следующим образом.
Форму для формования изделий при помощи грузоподъемного механизма и поворотного ствола устанавливают вертикально, соосно с осью вращения головки 10 радиального прессования. Головку 10 радиального прессования опускают в крайнее нижнее положение и одновременно включают приводы 4, 5 и 33 вертикальных перемещений траверсы, устройства подачи бетонной смеси и вращения головки, под действием силы тяжести происходит смещение вниз центральной секции 8 траверсы 3 относительно положения концевой секции 7, которая стремится занять крайнее нижнее положение. Сигнал с центральной секции траверсы поступает в блок 14 управления, изменяющий параметры тока, питающего двигатели приводов 4 и 5, вертикальных перемещений траверсы и устройства подачи бетонной смеси. При этом увеличивается производительность питателя и уменьшается скорость подъема головки 10. Головка 10, вращаясь внутри формы, образует внутреннюю полость трубы, а винтообразные лопасти 12, опираясь на укладываемую бетонную смесь, ее уплотняют с заданной величиной радиального прессующего давления.
Одновременно при вращении приводного вала 9 ролики 22 толкателей 21 обкатываются по профилированной поверхности кулачка 23, сообщая толкателям 2I и подвижной плите 19 поступательное перемещение вверх. Падение вниз этой плиты на регулируемые по высоте упоры 15 происходит под действием силы тяжести. При подъеме подвижная плита совершает холостой ход, а ее возвращение в исходное положение вызьгоает удар прессующих лопастей I2 по уплотняемому слою бетонной смеси.
Обратный ход толкателей происходит под действием возвратных пружин 20. При этом собачка 27 понорачива- ет на заданный угол храповое колесо
312
28, связанную с ним коническую шестерню 30 и зубчатое колесо 31 вместе с кулачком 23.
Величина угла поворота кулачка 23 определяется длиной винтообразных лопастей 12. Таким образом, при каждом следующем обороте приводного вала 9 происходит ударное воздействие лопастей 12 на уплотняемый слой бетонной смеси по месту, смещенному относительно предыдущего на длину лопасти 12. Величина ударного импульса регулируется путем изменения вы- соты упоров 15 синхронным поворотом винтов 18. В результате смесь подвергается действто не только статического осевого прессующего давления-, но и ударному воздействию лопастей 12 равномерно по длине окружности формуемой трубы, что способст- вует плотной упаковке частиц более
834
жесткой бетонной смес.. и ее равно- мepнo fy уплотнению по окружности формуемой трубы.
По мере уплотнения смеси ее сопротивление уплотнению увеличивается и центральная секция 6 траверсы 3 перемещается в обратном направлении относительно положения периферийной секции 7. Когда плотность формуемой трубы достигает требуемой величины, силы сопротивления смеси создают максимальный сдвиг упругих злемеитов 8, рассчитанный на определенную величину прессующего воздействия лопастей 12 на бетонную смесь, и цеитральная секция 6 траверсы 3 стремитс я занять крайиее верхнее положение, что приводит к уменьшению производительности питателя и максимальному увеличению скорости подъема головки Ю радиального прессоваиия.
1
7///М
Редактор Н.Гунько
Составитель Л.Карпеткина Техред М.Ходанич
Заказ 4575/19 Тираж 555Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг. 2
Корректор В.Бутяга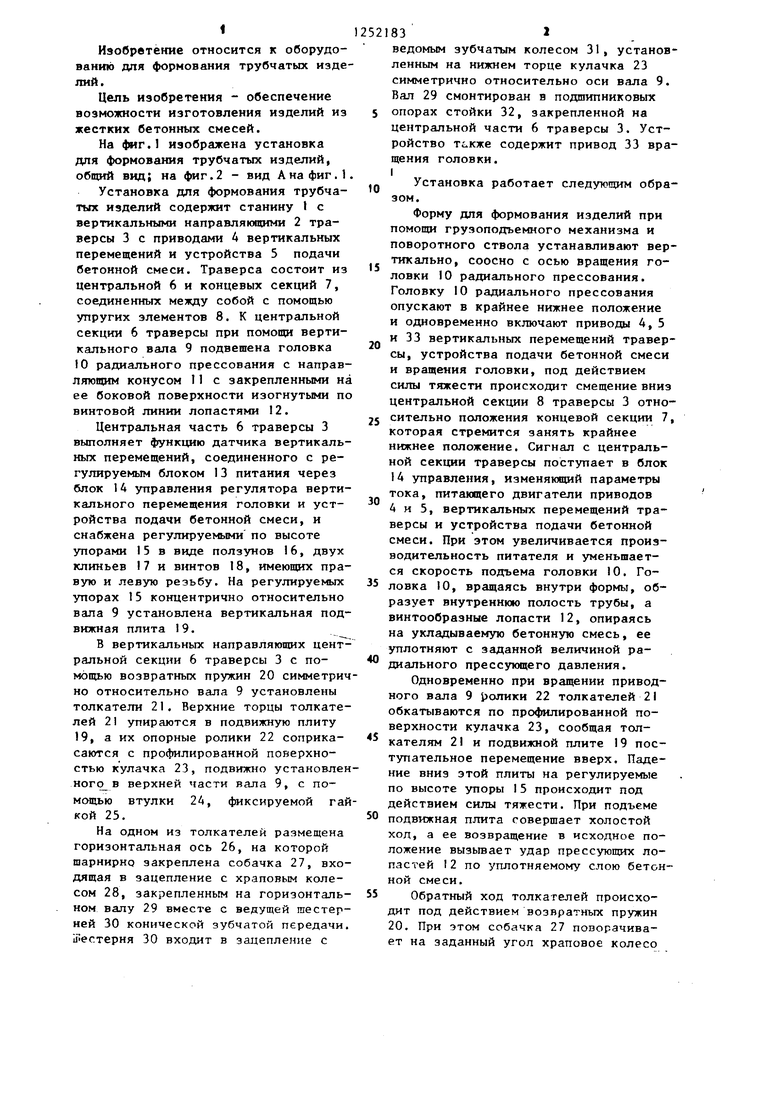
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для формования трубчатыхиздЕлий | 1979 |
|
SU804454A1 |
| Установка для формования трубчатыхиздЕлий | 1979 |
|
SU806427A1 |
| Головка станка радиального прессования трубчатых изделий | 1974 |
|
SU679400A1 |
| Роликовая головка для радиального прессования трубчатых изделий из бетонных смесей | 1991 |
|
SU1787795A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПУСТОТЕЛЫХ ИЗДЕЛИЙ | 1973 |
|
SU399381A1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1999 |
|
RU2140353C1 |
| АГРЕГАТ ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ ПОЛУСУХИХ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 2004 |
|
RU2257999C1 |
| Устройство для уплотнения бетонной смеси | 1986 |
|
SU1368179A1 |
| Установка для формования трубчатыхиздЕлий | 1979 |
|
SU804455A1 |
| Способ формования изделий и устройство для его осуществления | 1978 |
|
SU863348A1 |

| Установка для формования трубчатыхиздЕлий | 1979 |
|
SU804454A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Захватное устройство для передачиСущильНыХ пАлЕТ | 1979 |
|
SU804453A1 |
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
