Известны полуавтоматы для обработки, сборки и клеевого соединения деталей, швейных изделий, например низа рукава или воротнику, способом внешней подгибки краев деталей и соединения их термопластическим клеем. Такие пoлyaзтo aты выпо.чнены в виде полуавтоматического гладильного пресса, снабженного: обогреваемой верхней подушкой, установленной на рычаге; подпружиненной нодвижной обогреваемой нижней подушкой, осуществляюшс прессование; пневматическими поршневыми приводами подушек и реле времени для открываиия пресса, установленным на нижней подушке пресса, приспособлением дли сборки, состояш,им из виутреннего шаблона, закрепленного на оси, поворачиваемой и сдвигаемой в продольном направлении, внешнего шаблона, надвигаемого на внутренний, и новоротных упЬров, ограничиваюших обрабатываемые детали, а механизмол управления.
Описываемый полуавтомат по сравнению с известными позволяет облегчить обслуживание и повысить производительность. С этой целью приспособление для сборки имеет три раздельно действуюших пневматических поршневых привода для поворота осп с внутренним шаблоном при загибке края деталей и подиресаовке, для сдвига оси совместно с шаблоном и надвигание внешнего шаблона. Механизм управления снабжен установленными в трубопроводе сжатого воздуха обратными клапанами и золотниками для включения и выключения пневматических приводов и управляюшими этими золотниками электромагнитами, стержневыми или рычажными передачами, приводимыми в действие приводом, рабочего органа предн1ествуюш.ей технологической операции для включения в действие рабочего органа иоследуюш,ей операции.
ль 125233
Для автоматического отвода в нерабочее положение ограничиваюииьх обрабатываемые детали упоров полуавтомат имеет рычажную передачу, приводимую в действие одним из шаблонов приспособления.
С нелью осуществления нрессования загнутого края обрабатываемь х детален через внешний металлический шаблон при выведенно внутреннем, привод для вывода внутреннего шаблона из-под внешнего выполнен взаимодействуюндим с золотником для включения пневматического привода, который нроизводит опускание BepxHeii подушки пресса.
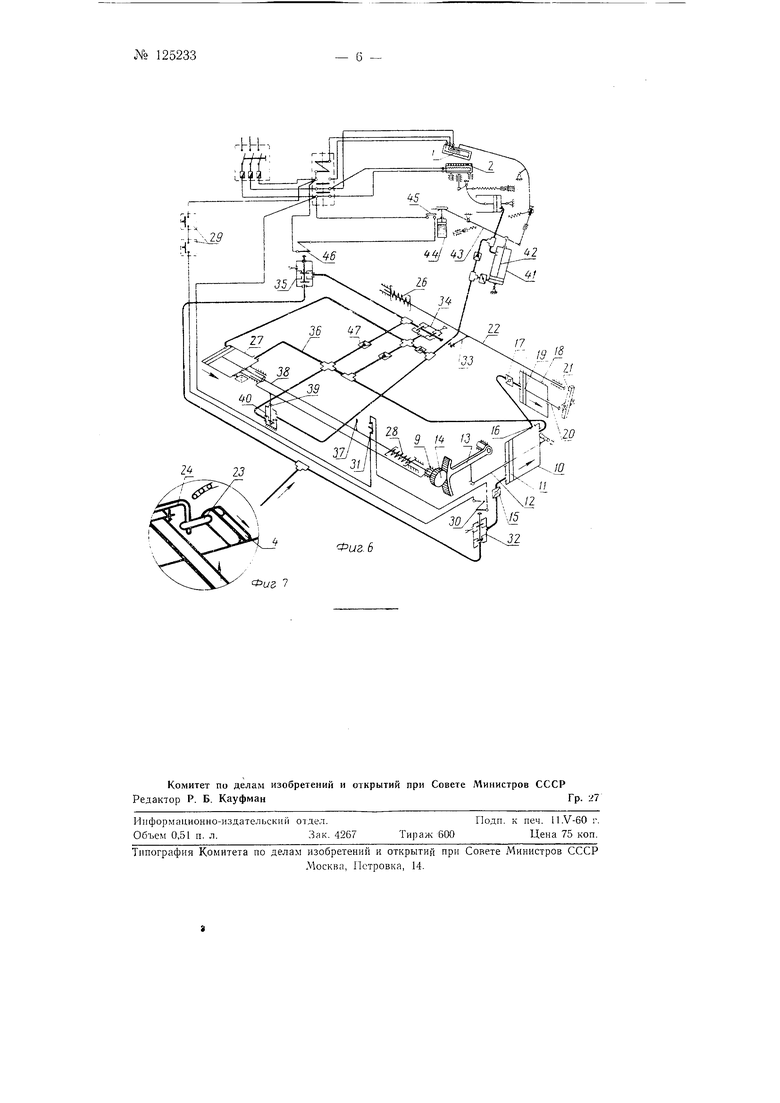
На фиг. 1-5 изображено цоложение основных рабочих органоз ис.гуавтомата в различиыс MOMeirri-,i его работы на фиг. 6- :хема нолуавтомата; на фиг. 7 - привод упоров.
Полуавтомат состоит из следующих рабочих органов: обогреваемой верхней подушки /, подпружипенной подвижной обогреваемой иижнеГг подушки 2, виутрепнего .юпа 3, внен.1него шаб.тона 4 и поворотных упоров 5 л 6.
Обработка, сборка и клеевое соединение деталей пронзводится в такой последовательности:
а)укладка низа правого и лево.го рукавов на подпружинешпчо нижнюю подушку 2 пресса до опунденного ограничительного упора 5;
б)опускание ограиичительиого упора 6 и укладывание на дета.ль 7 детали 8 с нанесенной на нее термонластической клеевой пленкой (дета.1ь 8 укладывается до упора 6);
в)наложение на обрабатывае Мые дета.чи 7 н 8 внутреннего шаб.тона ;
г)загибка края детали 7 виеппшм и аблоном 4 и нодъем в исходное по.ложение упоров 5 и 6;
д)вывод внутреннего шаблона 5;
е)опускание верхней подушки / на обрабатываемые детали 7 и 5 и прессование;
ж)подъем верхней подушкн J и отвод внентпего шаблона 4 в исходиое положение.
Внутренний шаблон 3 укреплен на оси 9, поворачиваемой пневмоприводом, состоящим из нневмоцилиндра 10 двухстороннего действия, иорщня //, щтока -/.2, на конце которого смонтирована вилка, шар1 ир;10 связанная с зубчатым сектором 13. Последний находится в зацеплении с шестерней 14, укрепленной на оси 9. Сжатый воздух, поетупая через клапан 15 в пневмоцилиндр 10, перемещает шток 12, поворачиваюший шестерню 14 вместе с осью 5, на которой закреплен шаблон. 3. Шаб.юн, поворачиваясь, опускается на обрабатываемые дета.чи 7 и S. В конце хода поршня 11 сжатый воздух перепуекается через отверстия 16 в пневмоцилиндре 10 и через дроссельный клапан 17 - в нневмодилиндр 18 одностороннего действия привода внешнего шаблона 4. Пневмоцилиндр 18 снабжен поршнем 19 со штоком 20, сферическая головка которого взаимодействует с двуплечим рычагом 21. Рычаг толкает другим плечом штангу 22, с которой связан внешний шаблон 4. Шаблон 4 надвигается на детали 7 и 5 и нроизводит загибку края детали 7 на опушенный внутренний шаблон 3. К основанию шаблона 4 нрикренлен рычажок 23, взаимодействующи1 с рычажком 24, прикрепленным к втулке оси 25, на котором смонтированы упоры 5 и 6. При движении шаблона 4 упоры 5 к 6 при помощи указанных выше рычажков поднимаютея в исходное положение.
В зависимости от толщины обрабатываемых деталей 7 и S по.:1ожепие шаблона 4 по высоте MO/r-fo регулировать при помощи гайки.
Внешний шаблон 4 возвращается в исходное п оложсние нружиноГ 26. После загибки края детали нроизводится вывод внутреннего шаблона 5 из-под внешнего шаблона 4, для чего служит нневмонилиндр 27; после этого внутренний шаблон поворачивается в исходное по.чоженне пневмоцилиндром 10, а поршень пневмоцнлиндра 27 возврашается назад пружиной 28.
Работа полуавтомата производится следующим образом.
Деталь 7 укладывают на нижнюю подушку 2 пресса до ограничительного упора 5, а деталь 8 - до упора 6, затем нажимают на плсковые кнопки 29. Электрический ток проходит через кнопки 29, электромагнит 30 и микропереключатель 31. Якорь электромагнита переключает золотник 32, и сжатый воздух из сети поступает в пневмоцилиндр 10, который производит опускание внутреннего нгаблона 3 на обрабатываемые детали. В конце хода поршня // сжатый воздух перенускаегся из ппевмоцилиндра 10 в иневмоци;п-1ндр 18., который перемепд.ает внешниГ шаблон 4, надвигая его на детали 7 и 8. Внешний Н1аблон 4 производит загибку края детали 7 относительно внутреннего шаблона 3. В конце хода штанги 22 привода внешнего шаблона подпрзжиненный толкатель 33, смонтированный на штанге, нереключает золотник 34, и сжатый воздух из сети поступает через золотиики 34 и 35 в пневмоцилиндр 27, KJторый выводит внутренний шаблон 3 из-под загибки и сжимает пружину 28. В конце хода поршня нневмоцилиндра 27 воздух нерепускается из пневмоцнлиндра 27 но воздуховоду б в иневмоцилиидр 10, а толкатель 37, укрепленный на штоке 38 нневмоцилиндра 27, посредством микропереключателя 31 разрывает цепь электромагиита 30, н золотник 32 под действием пружины возвращается в исходное положение. Сжатый воздух, поступающий с другого конца в пневмоцилиндр 10, новорачнвает впутре1Н1ий шаблон 3 кверху; при этом сжатый воздух, находянигйся в левой нолости пиевмоцилиндра 10, вытесняется через золотник 32 п атмосферу.
Во время иодъема ншблона 3 толкатель S9, смонтнрованньн на оси 9, нереключает золотник 40, и ежатый воздух из сети начинает постунать через этот золотник в нневмоцилиндр 41 закрытия пресса. Верхняя подушка / онуекается на обрабатываемые детали и совместно с ннжней подушкой 2 нроизводнт разогрев клеевой иленки на детали 8 и нрессование.
При закрытии пресса шток 42 взаимоде11ствует с рычагом 43, который включает масляное реле времени 44. По истечении выдержки времени груз реле действует на .микропереключатель 45, который замыкает цепь электромагнита 46. Якорь электромагнита переключает золотник 35. Воздух из нневмоцилнндра 41 через золотник 40, обратный кланан 47 и золотник 35 выходит в атмосферу. Воздух из нневмоцилиндров 18 н Ю также выходит в атмосферу. Пружина 26 возвращает штангу 22, рычаг 21 н поршень 19 пневмоцилиндра 18 в первоначальное ноложеппе. Поп.шень ннев.моцнлипдра 27 возвращается назад пружииой 28.
При открытии пресса рычаг иодиимает груз реле времени 44, размыкает микропереключатель 45 и обесточивает электро.магнит тб. Золотник 35 возвращается в первоначальное положение. Толкатель 37 освобождает микронереключатель 31 и нолуавтомат подготовлен к очередному циклу.
Предмет изобретения
1. Полуавтомат для обработки, сборки и клеевого соединення деталей, наиример низа рукава или воротника, швейных изделий способом впеншей подгибки краев деталей и соединения их термопластическим
клеем, выполненным в виде полуавтоматического гладильного пресса, снабженного обогреваемой верхней подушкой, установленной на рычаге, подпрзжиненной подвижной обогреваемой нижней подушкой, осуществляющей прессование, пневматическими порщневыми приводами подущек и реле времени для открывания пресса, установленным на нижней подушке пресса нриспособлением для сборки, состоящим из внутреннего шаблона, закрепленного на оси, поворачиваемой и сдвигаемой в продольном направлении, внешнего шаблона, надвигаемого на внутренний, и поворотных уноров, ограничивающих обрабатываемые детали, и механизмом унравления, отличающийся тем, что, с целью облегчения обслуживания и повышения нроизводительности, нриспособление для сборки снабжено раздельно действующими тремя пневматическими норшневыми нриводами для поворота оси с внутренним шаблоном при загибке края деталей и выполнении подпрессовки, для сдвига оси совместно с шаблоном и для надвигания внешнего шаблона, а механизм унравления снабжен установленными в трубопроводе сжатого воздуха обра--ными клап анами и золотниками для включения и выключения пневматических приводов и унравляюшими этими золотниками электромагнитами, стержневыми Иоти рычажными передачами, приводимыми в действие приводом рабочего органа предшествующей технологической операции х1ля включения в действие рабочего органа последующей операции.
2.Форма выполнения полуавтомата по п. 1, отличающаяся тем, что, с целью автоматического отвода в нерабочее положение ограничивающих обрабатываемые детали уноров, он снабжен рычажной передачей для их отвода, приводимой в действие одним из шаблонов приспособления.
3.Форма вьшолнения нолуавтомата но пн. 1 и 2, отл и ч а ю щ а я ся тем, что, с целью осуществления нрессования загнутого края обрабатываемых деталей через внещний металлический шаблон при выведенном внутреннем, привод для вывода внутреннего шаблона из-под внешнего выполнен взаимодействующим с золотником для включения пневматического привода, опускающего верхнюю подушку пресса.
.-ьн
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для соединения деталей одежды | 1955 |
|
SU104443A2 |
| Пресс-конвейер для влажно-тепловой обработки швейных изделий | 1960 |
|
SU135044A1 |
| Полуавтоматический пресс для параллельной обработки и сборки полочки борта с подбортом, например, мужского демисезонного пальто | 1956 |
|
SU107523A1 |
| Приспособление к гладильному прессу | 1955 |
|
SU109378A2 |
| Гладильный пресс | 1955 |
|
SU104296A1 |
| Настольный пресс для прессования швейных изделий | 1953 |
|
SU98419A1 |
| Установка для безвыворотного соединения заготовок швейных изделий | 1964 |
|
SU213560A1 |
| Пресс для соединения деталей одежды, например, деталей воротника мужского пиджака | 1955 |
|
SU107379A2 |
| Полуавтомат для обработки и сборки деталей одежды | 1960 |
|
SU138217A1 |
| Полуавтомат для фальцевания краев деталей одежды, например кармана с подкладкой, и клеевой их сборки | 1959 |
|
SU130484A1 |