1
Изобретение относится к области электроосаждения покрытий сплапоМ медь-цинк (латунь) и может быть использовано в легкой, электротехнической, радиотехн1гческой и приборостроительной промьшшенности.
Цель изобретения - повышение блеска покрытий и расширение интервала допустимых плотностей тока.
Положительный эффект достигается за счет того, что электролит на основе серно-кисльпс меди и цинка дополнительно содержит сахарин, натрий лимонно-кислый трехзамецен- ный, натрий фосфорно-кисльгй двухза- мещенный и ализариновьй желтый Р.
Электроосаждение проводят без перемешивания при 18-25 С, катодной плотности тока 0,4 - 10 А/дм в течение 10-40 мин с использованием анодов из титана. Покрытия наносят на железные изделия с подслоем блестящего никеля.
Электролит готовят растворением в дистиллированной воде при 40°С серно-кислнх меди и цинка.
Лимонно-кислый натрий трехзамеще ный и фосфорно-кислый натрий двух- замещенный растворяют отдельно в 100 мл воды, нагревают до 80 С, а затем добавляют в раствор. Ализарин Bbri желтый Р растворяют отдельно в 50 мл воды и вводят в электролит.
Введение в электролит небольших концентраций серно-кислых меди и цинка обуславливает совместное осаждение меди и цинка в условиях диффузионной кинетики с образование сплава медь-1учнк.
Совместное введение в растнор ли МОННО-КИСЛО1-О натрия трехзамещсн- ного и фосфорно-кислого натрия двухедьцинк а
2,5-612-25
90-100 14-29
50-100
0,8-1
0,1-0,2
20
2393J
замепенног о, являющихся буферными добавками, предотвращает образование гидроксидов меди в прикатодном пространстве и обеспечивает стабильность
5 состава раствора и величины рН раствора (6,0), при дпительной работе электролита.
Введение сахарина обуславливает получение компактных блестящих ла тунных покрытий. При концентрации сахарина менее 0,8 г/л осаждают латунное покрытие в виде рыхлого осадка. Выбор верхнего предела концентрации сахарина обусловлен получением
5 качественных покрытий сплавов медь- цинк.
Введение а/п1заринового желтого Р в количестве 0,01-0,05 г/л за счет адсорбции на поверхности катода приводит к повышению перенапряжения водорода.
Сцепление покрытия с основой определяется методом изгиба образца до излома и методом нанесения цара пин. Коррозионш-ie испытания покрытий проводят в гидростате при влажности 90-100% и 20-25°С в течение 30 сут. 1)леск покрытий определяют по отношению к серебряному зеркалу.
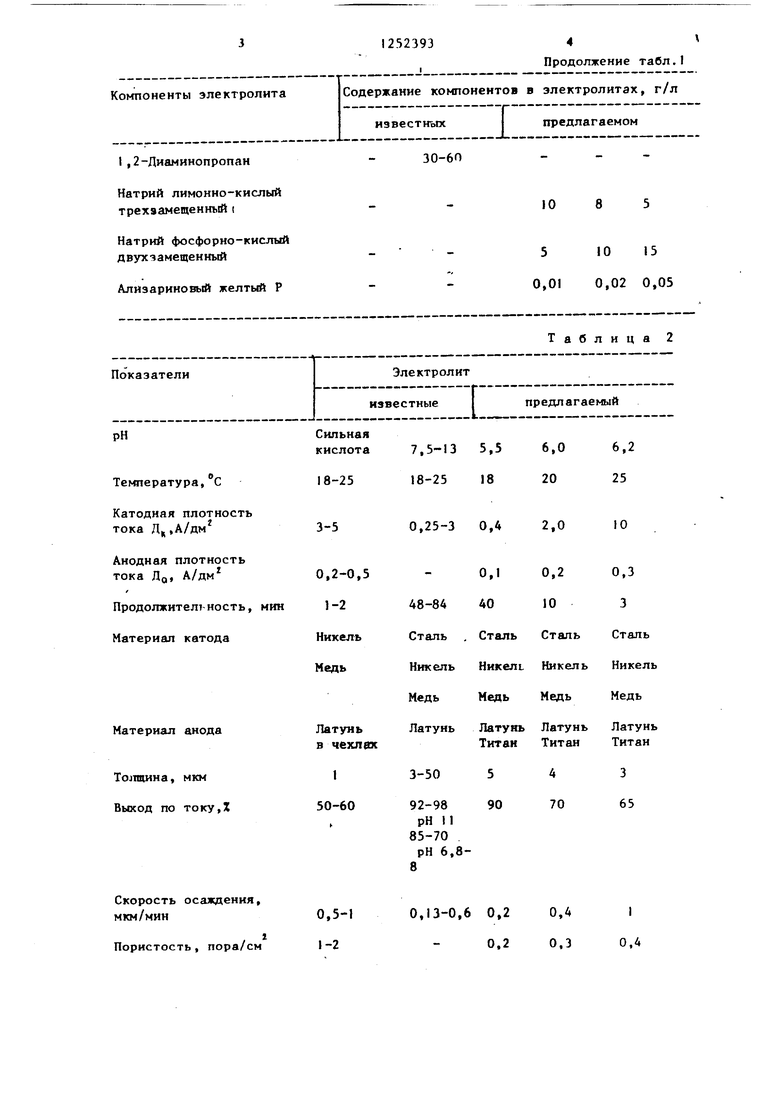
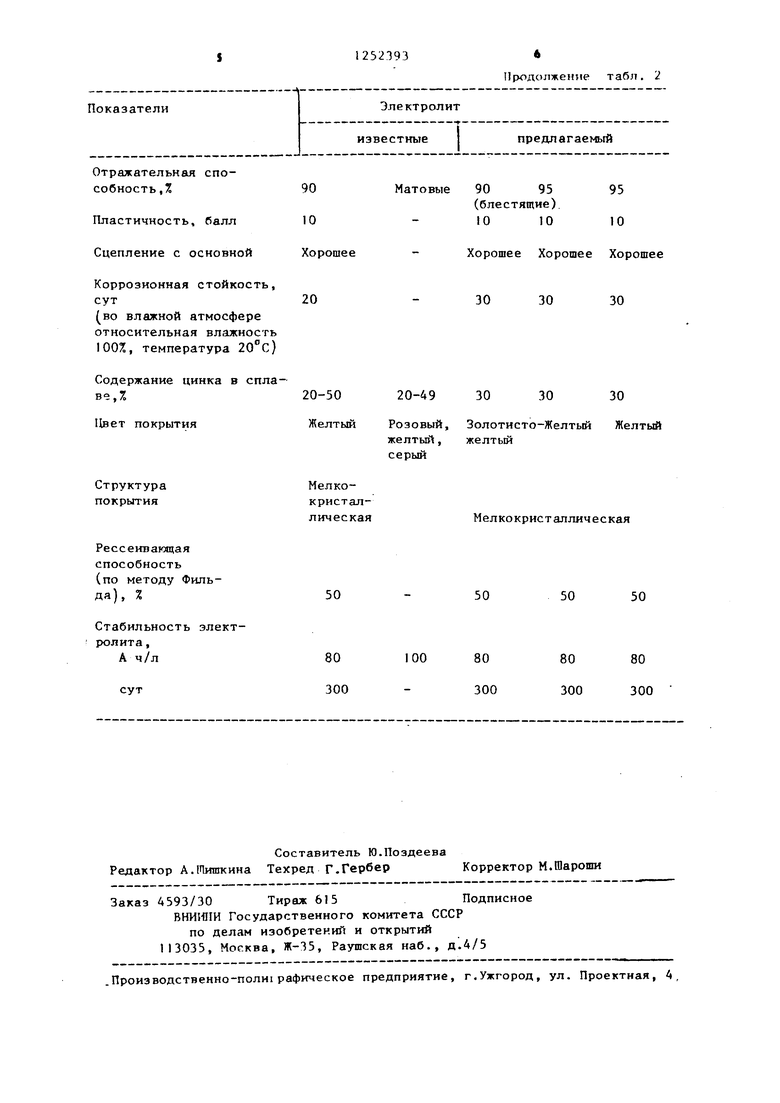
30 Содержание компонентов в электро- jiHTax приведено в табл.1, в табл. 2 - свойства электролитов.
Как видно из представленных дан- 35 ных, предлагаемый электролит позволяет осаждать блестящие желтые латунные покрытия в широком интервале плотностей тока 0,4-10 А/дм с высоким выходом по току (до 90%). Ла- 40 тунные покрытия, осажденные на стальные детали без подачи никеля, имеют высокую коррозионную стойкость.
Таблица 1
246
531
0,8 0,9 1,0
312323934
Продолжение табл.1
Компоненты электролита Содержание компонентов в электролитах, г/л
известныхпредлагаемом
I,2-Диаминопропан- 30-60 - - Натрий лимонно-кислый
трехзамещенныйI- - 10 8 5
Натрий фосфорио-кислый
двухзамещенный- - 5 10 15
Ализариновый желтый Р - - 0,01 0,02 0,05
Таблица 2 ПоказателиЭлектролит
известные I предлагаемый
рНСильная
кислота 7,5-13 5,5 6,0 6,2
Температура,с18-25 18-25 18 20 25
Катодная плотность тока Д,А/дм
Анодная плотность тока Дд, А/дм
Продолжитель ность, Материал катода
анода
мкм току,Х
Латунь в чехлах
I 50-60
Скорость осаждения, мкм/мин
Пористость, пора/см
0,4
0,1
40
Сталь
2,0
0,2
10
Сталь
Никель Никель Медь Медь
10
0,3
3
Сталь Никель Медь
Латуиь Латунь Латунь Титан Титан Титан
543
907065
0,13-0,6 0,20,4I
0,20,30,4
Коррозионная стойкость, сут
(во влажной атмосфере относительная влажность 100%, температура 20 с)
в спла
20-50 Желтый
Мелко- кристаллическая
Рессеивающая
способность
(по методу Фильда), %50
Продолжение табл. 2
30
30
30
20-49
30
30
30
Розовый, Золотисто-Желтый Желтый
желтый, желтый
серый
Мелкокристаллическая
50
50
50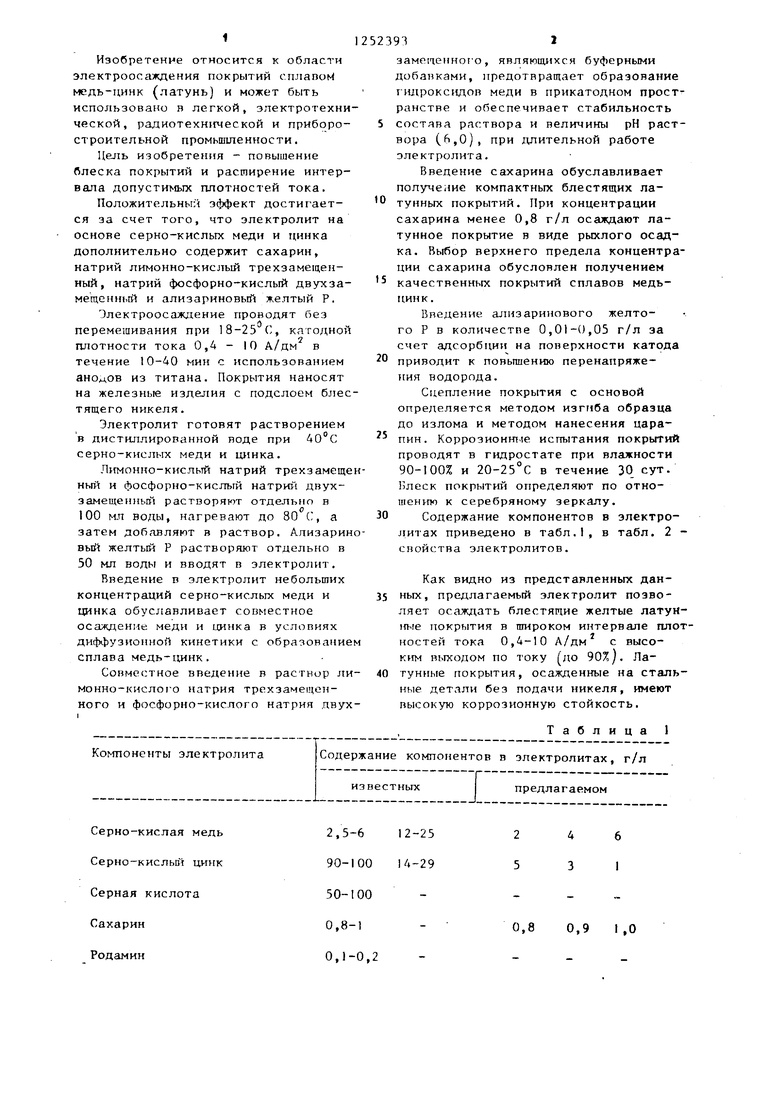
| название | год | авторы | номер документа |
|---|---|---|---|
| Электролит блестящего латунирования | 1986 |
|
SU1475988A1 |
| Электролит латунирования | 1981 |
|
SU996525A1 |
| Электролит для осаждения покрытий из сплава никель-железо | 1979 |
|
SU857306A1 |
| Электролит для осаждения покрытий из сплава никель-железо | 1964 |
|
SU863722A1 |
| Способ получения покрытий сплавом на основе меди | 1989 |
|
SU1825822A1 |
| Электролит для осаждения покрытий сплавом медь-цинк | 1984 |
|
SU1257121A1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ СПЛАВАМЕДЬ-ЦИНК | 1972 |
|
SU357269A1 |
| Электролит для осаждения покрытий сплавом никель-железо | 1985 |
|
SU1261974A1 |
| Электролит латунирования | 1978 |
|
SU775186A1 |
| Электролит палладирования | 1976 |
|
SU594214A1 |
| ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ СПЛАВАМЕДЬ-ЦИНК | 0 |
|
SU357269A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Электролит латунирования | 1978 |
|
SU775186A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
