Изобретение относится к легкой промьпиленности и может быть использовано в швейном производстве для нанесения полимерного композиционного материала на поверхность элементов швейных изделий.
Цель изобретения - повышение качества получаемых изделий и экономия полимерного состава.
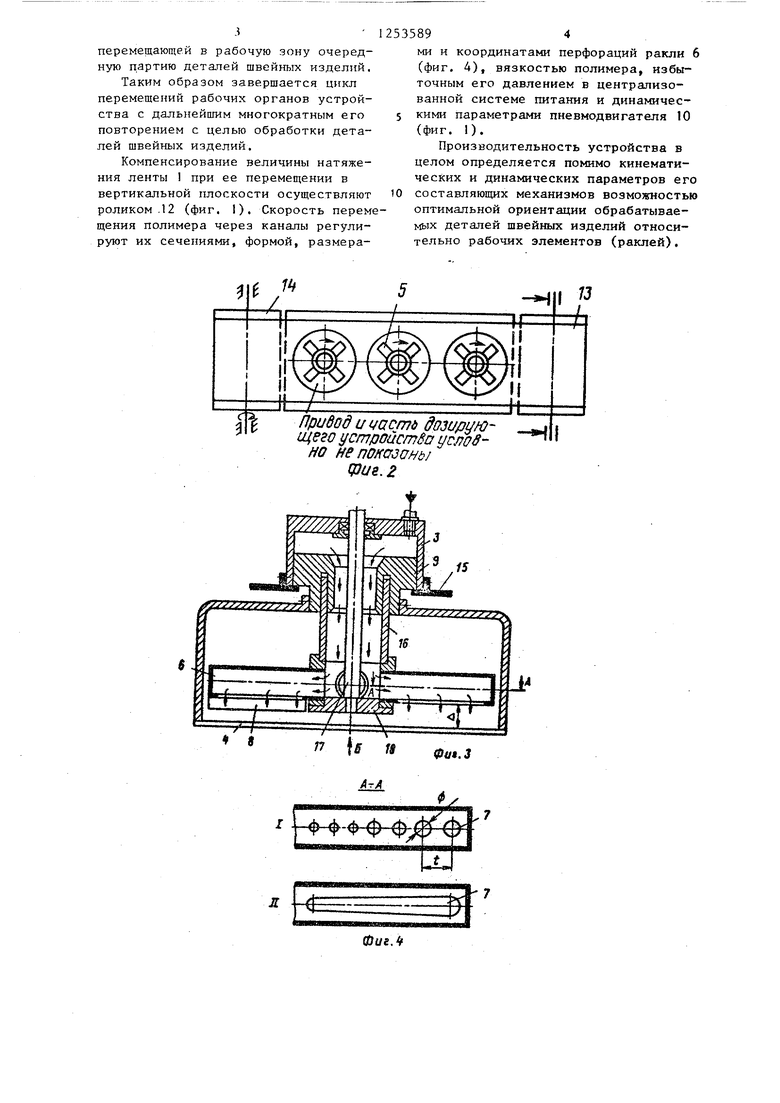
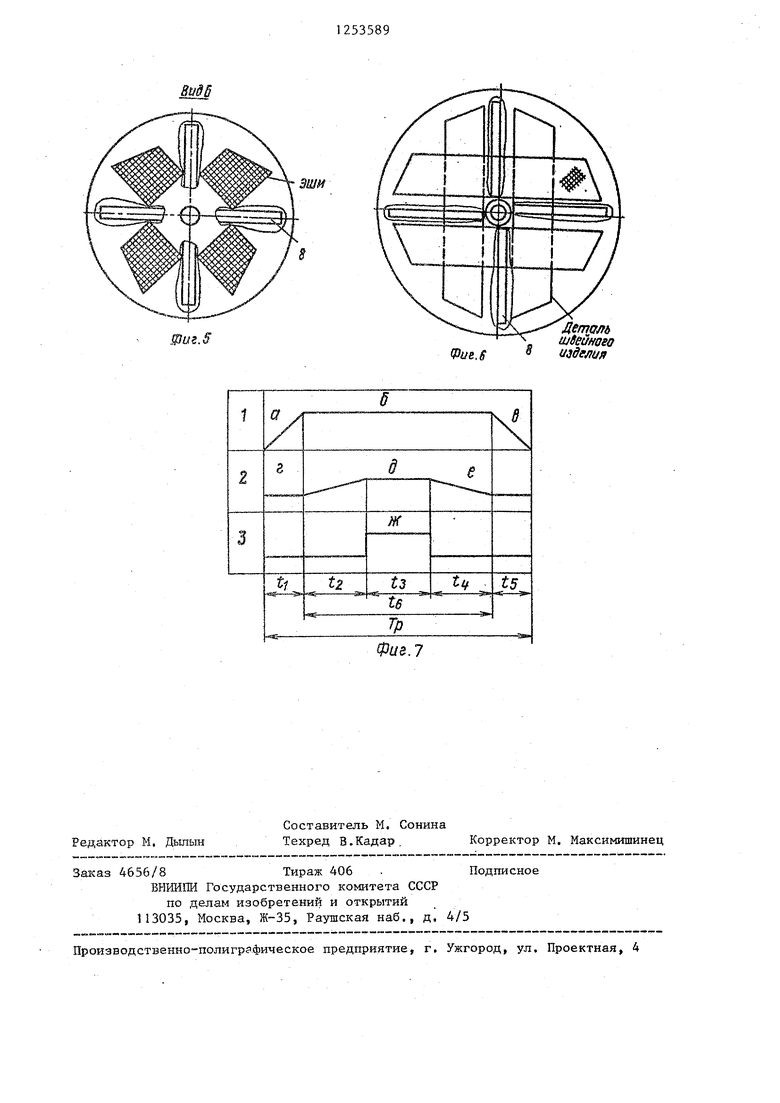
На фиг. 1 изображена технологическая схема устройства, общий вид; на фиг. 2 - то же, вид сверху; на фиг. 3 - принципиальная схема средства для нанесения полимерного состава на фиг, 4 - перфорированная часть ракли; на фиг. 5 и 6 - варианты взаимного расположения ракли и рисунка плоского сетчатого шаблона; на фиг. 7- циклограмма работы устройства.
Устройство для придания жесткости деталям швейных изделий содержит приводную бесконечную ленту 1 для размещения и транспортировки деталей швейных изделий, размещенный под ее рабочей ветвью стол 2 и средство для нанесения полимерного состава на детали, имеющее установленную над рабочей ветвью ленты 1 емкость 3 с полимерным составом, плоский сетчатый шаблон 4 и раклю 5. Ракля 5 установлена с возможностью вращения в плоскости сетчатого шаблона 4, а стол 2 установлен с возможностью вертикального перемещения д,ля взаимодействия рабочей ветви ленты 1 с шаблоном 4,
Ракля 5 по высоте состоит из :двух частей, верхняя из которых выполнена в виде полой емкости 6 с перфорацией 7, а нижняя - в виде связанной с емкостью вертикальной эластичной пластины 8.
Емкость 3 с полимерным составом имеет узел дозированной подачи полимера, содержащий поршень 9, установленный с возможностью вертикального перемещения и жестко связанный с шаблоном 4.
Привод стола 2 представляет собой пневмодвигатель 10. Привод ракли 5 обозначен позицией 1. Устройство снабжено роликом. 12, установленным с возможностью перемещения в вертикальной плоскости для обеспечения компенсации натяжения ленты 1 при ее взаимодействии с пневмоприводом 10.
15
20
2535892
Лента установлена на барабанах 3 и 14.
Емкость 3 выполнена в виде цилиндра и закреплена на основании 15.
5 Р.акля 5 связана с поршнем 9 посредством трубы 16 и установлена на валу 17 привода 11 посредством шайбы 18.
Работа устройства осуществляется
следующим образом.
Предварительно сформированные в плоскости стола 2 (фиг. 1) транспортирующего органа обрабатываемые детали швейных изделий, например прокладки в воротнички мужских сорочек, перемещают лентой в рабочую зону средства для нанесения полимер- ного состава. Движение ленты 1 (соответствует фазе а работы, фиг. 7) в горизонтальной плоскости обеспечивается приводным 14 и натяжным 13 барабанами. В период выстоя привода ленты 1 (фаза В, фиг. 7) пневмодвигатель 10 перемещает в вертикальной плоскости на величину и + S (фиг. 1 и 3) стол 2 (фаза 2г), фиг. 7 , обеспечивающий необходимую жесткость ленты 1 с обрабатываемыми деталями швейных, изделий и их взаимодействие с
плоскими сетчатыми шаблонами 4. Перемещая поршень 9 (фиг. 1 и 3) в направлении вертикальной оси относительно поверхности цилиндра 3 в полости, содержащей полимерный состав и жестко установленной на основании 15, система шаблон - поршень дозирует полимер через вертикальную трубу 16 (фиг. 3) и емкость 6 на внутреннюю поверхность плоского шаблона 4. С завершением операции дозирования rfo- лимера следует фаза выстоя привода 10 (фаза а , фиг. 7) и начало действия двигателя П (фаза; ; , фиг. 7), сообщающего вращательное перемещение
45 полой и эластичной частям ракли, установленным на валу 37 (фиг. 2) при- - вода 7 посредством шайбы 18, обеспечивающим продавливание полимера через плоский сетчатый шаблон 4 на детали швейных изделий. После выполнения операции продавливания полимерного состава на обрабатываемые изделия осуществляется последовательное действие привода 10 (фиг. 1), возвращающего стол 2 в нижнее крайнее положение (фиг. 7, фазае) и перемещение ленты 1 (фиг. 1) в горизонтальной плоскости (фиг. 7, фаза в).
35
40
50
55
3-
перемещающей в рабочую зону очередную партию деталей швейных изделий.
Таким образом завершается цикл перемещений рабочих органов устройства с дальнейшим многократным его повторением с целью обработки деталей швейных изделий.
Компенсирование величины натяжения ленты при ее перемеп1ении в вертикальной плоскости осуществляют роликом.12 (фиг. I). Скорость перемщения полимера через каналы регулируют их сечениями, формой, размера535894
ми и координатами перфораций ракли 6 Сфиг. А), вязкостью полимера, избыточным его давлением в централизованной системе питания и динамичес- 5 кими параметрами пневмодвигателя 10 {фиг. 1).
Производительность устройства в целом определяется помимо кинематических и динамических параметров его 10 составляющих механизмов возможностью оптимальной ориентации обрабатывае- Mbix деталей швейных изделий относительно рабочих элементов (раклей),
Привод и ) дозишю- щего устройства услоЗ- но не показаны Q31JS.2
зшм
m.s
;;:A,-.- Детат шбейноео
Фие.б ° U3dfflti t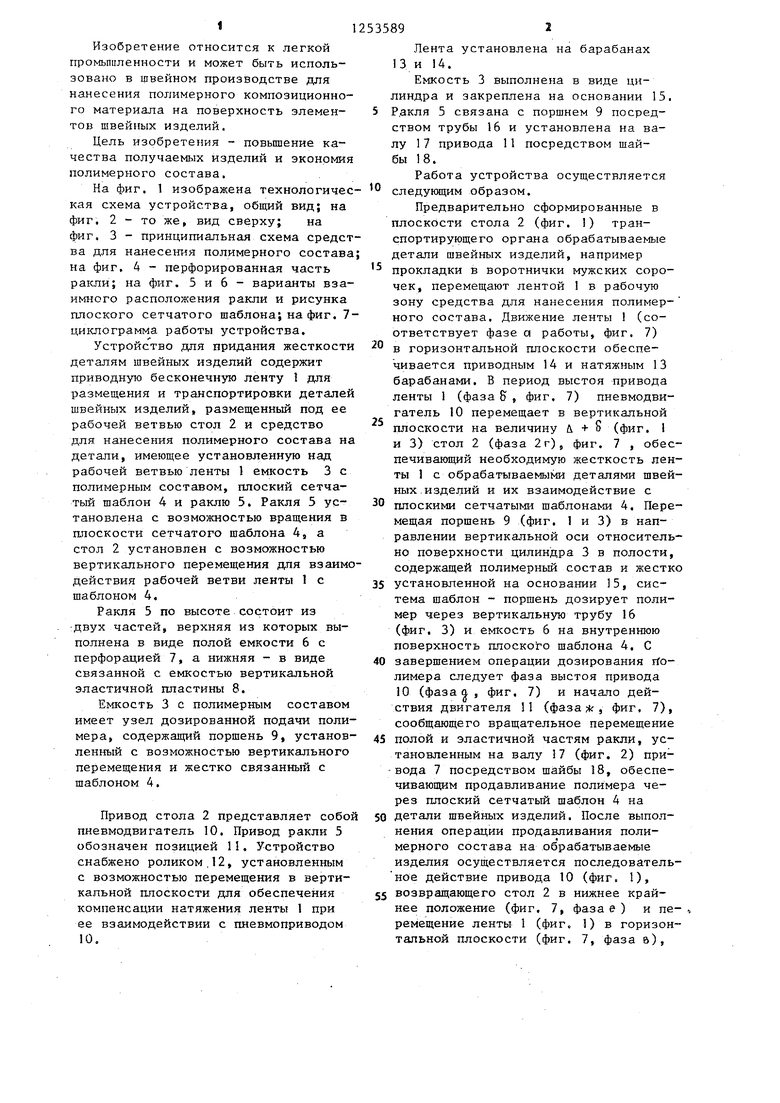
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 1968 |
|
SU208598A1 |
| Устройство для трафаретной печати | 1971 |
|
SU452522A1 |
| Устройство для нанесения раствора на поверхность изделия | 1988 |
|
SU1636066A1 |
| Машина для печатания тканей | 1977 |
|
SU802091A1 |
| Машина для печатания тканей сетчатыми шаблонами | 1961 |
|
SU151290A1 |
| Поточная линия для конечной отделки текстильных полотен | 1985 |
|
SU1326687A1 |
| Машина для трафаретной печати на полотне | 1988 |
|
SU1762744A3 |
| Машина для печатания тканей | 1976 |
|
SU674936A1 |
| СПОСОБЫ ПОЛУЧЕНИЯ РАСТЯГИВАЮЩИХСЯ ИЗДЕЛИЙ | 2009 |
|
RU2506160C2 |
| Устройство для нанесения отделочного состава на изделие плоской формы | 1981 |
|
SU1083898A3 |
t1
t2
Редактор М. Дьшын
Составитель М. Сонина
Техред В.Кадар. Корректор М. Максимишинец
Заказ 4656/8Тираж 406 . Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, , Раушская наб., д, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
t3
ttf
t5
Фаг.7
| СПОСОБ УПРОЧНЕНИЯ ДЕТАЛЕЙ ШВЕЙНЫХ ИЗДЕЛИЙ | 0 |
|
SU208598A1 |
| Механический грохот | 1922 |
|
SU41A1 |
