1
Изобретение относится ж области лйтей, його 1цроиз водст1ва., В частно1сти к о-борудов аНИЮ для безопочной стопочной формовки.
Известны а1вто,маты для безопочиой стоЯочной формовки, включающие многопозиционвый б арабам с камера;ми-10ПОкаМи, виутри которых расположены на штоках прессующие плиты, привод для вращения млогопозициоиHOipa барабана, механизмы пескодувного заполнения опоК смбСью и приспособления для сборки готовых полуформ в столку. Однако тажие автоматы имеют некоторые недостатки - больщая длина и масса всей стопки, передвигающейся по горизонтальному, склизу толчками, при значиггельныл усилиях «а стыках форм. В 1результате периодического действия таких усилий, в формах возникают деформации, понижающие точность форм и нередко приводящ1ие к разрушению отдельных форм и поэтому препятствующие иснользованию низких форм, требуемых, например, для поршневых колец:
-невозможность удаления из непрерывной стопки одной или нескольких поврежденных форм без полной остановки работы всей линии для очистки ее фор мовочной смеси,
а также удаления вместе с поврежденными формами больнюго числа вполне годных ранее изготовленных форм;
-ограниченность технологических воз2
МожноСтёй, присущая горизонтальным безбпоч1НЫ|М стопочным формам, вследствие расположения стыков форм и плоскостей разъема моделей и литниковых каналов в вертикальной плоскости;
- есоответствие между схемой поочереДной выдачи готовых форм в два потока при относительно низкой производительности одного автомата, приводящее к излишним заняты плОЩадям;
-неудачное размещение основных и вспомогательных механизмов автомата на сравнительно небольшой -высоте между двумя рядами песчаных форм, затрудняющее доступ для их обслуживания.
С целью устранения указанных недостатков многопознциснный барабан предлагаемого автомата уста1Н01Влен поворотно на вертикальной оси, снабже шой приводом возвратно-поступательлгого перемещения в вертикальной плоскости, а- прессующие плиты выпол нены подпружиненными относИ|Тельно штоков, нричем прессующие плиты расположены на позициях, симметричных относительно вертикальной оси; приспособление для сборки готовых форм выполнено в виде кронштейна, установленного на подвижной зубчатой рейке, а взаимодействующая с ней реечная щестерпя соединена с уравновешивающи:м приспособлением переменного усилия,
которое имеет тормоз и кулачак-ба.рЗбан, имеющим профиль, выполненный с возрастающим перемекны:м радиусом по спирали и соеди.иеиный гибкой связью с поршиевЫМ ириводом; .при1вод сращения миоготюзициойного 6apaf3aiHa содержит нап.равлеиные .навстречу друг другу П0|ршневые цили.ндр-ы односторО|Инего действия с реечными щто1ками, связан ными кинематически с общим колесом М1НОГ01Пози|ЦионнОГО барабана:.
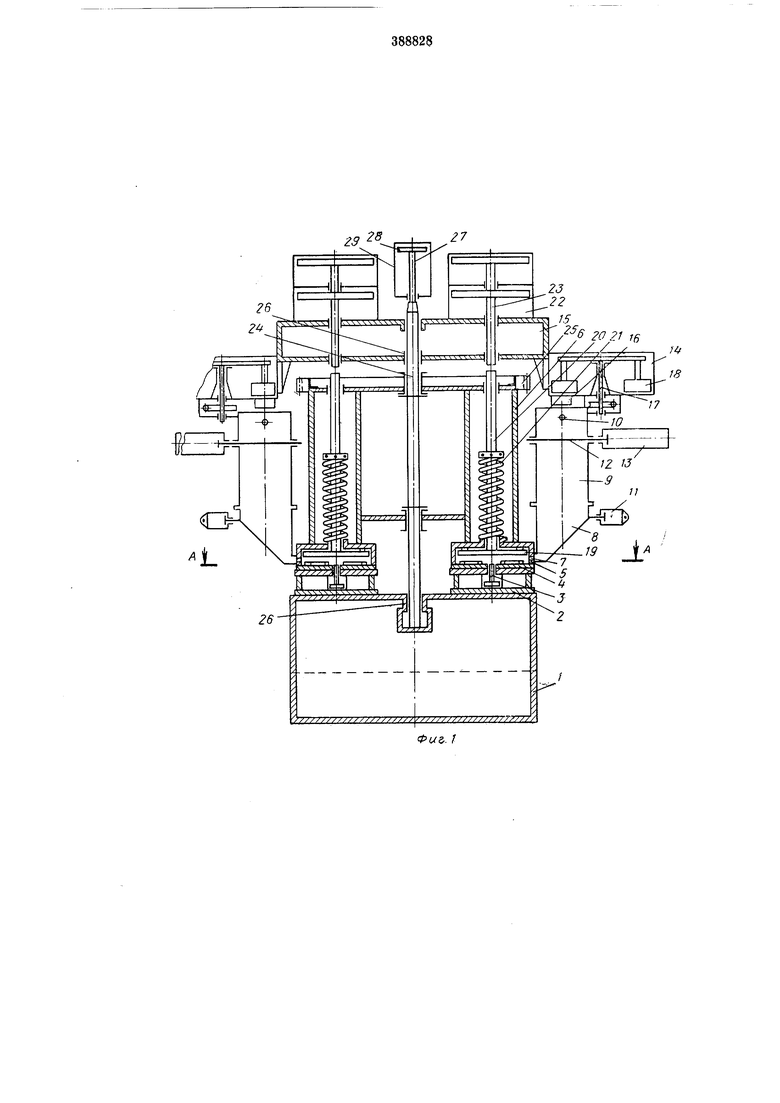
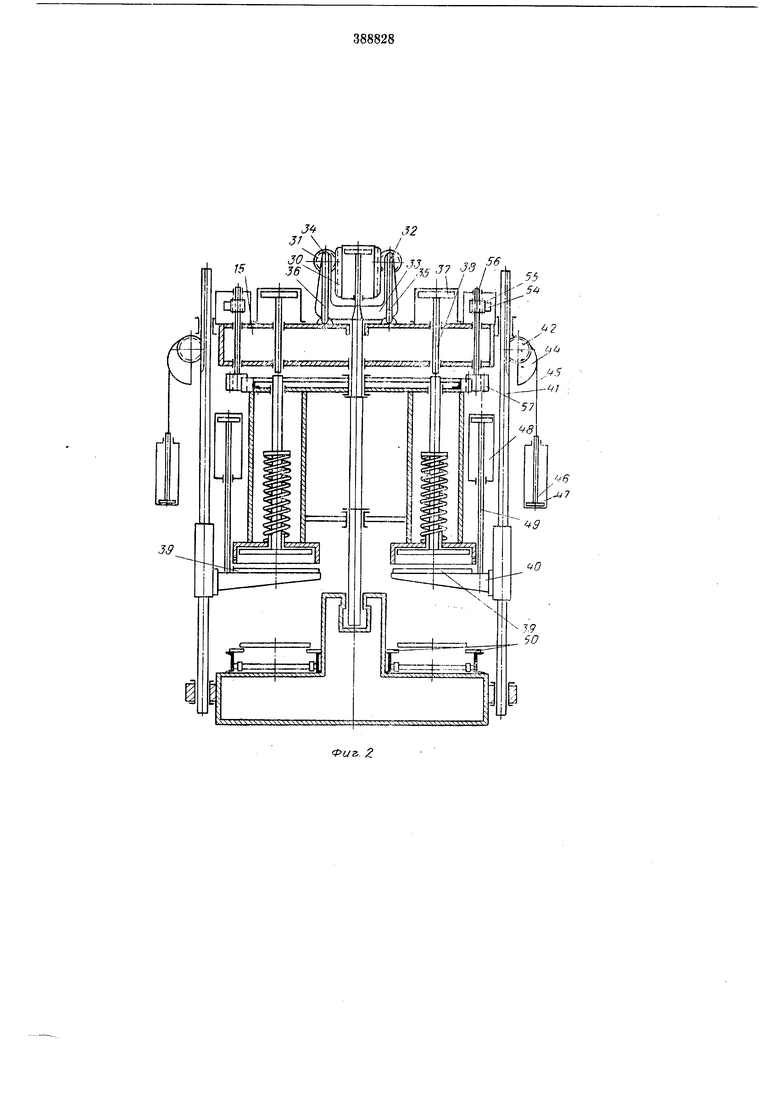
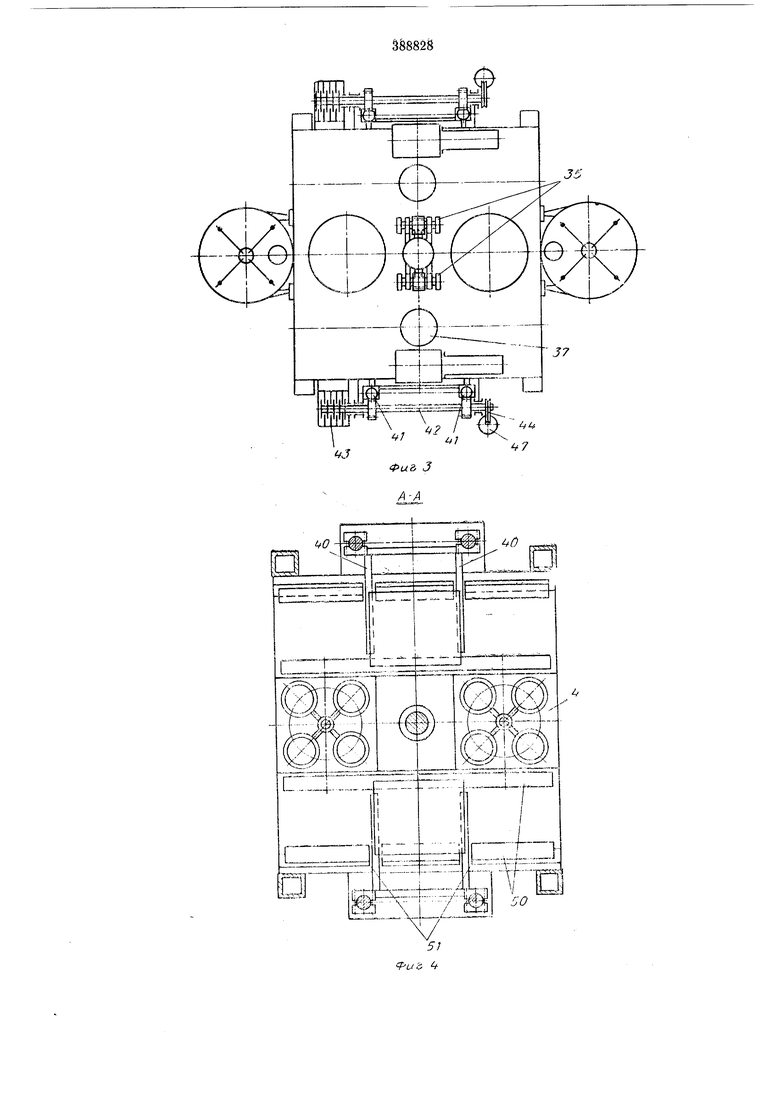
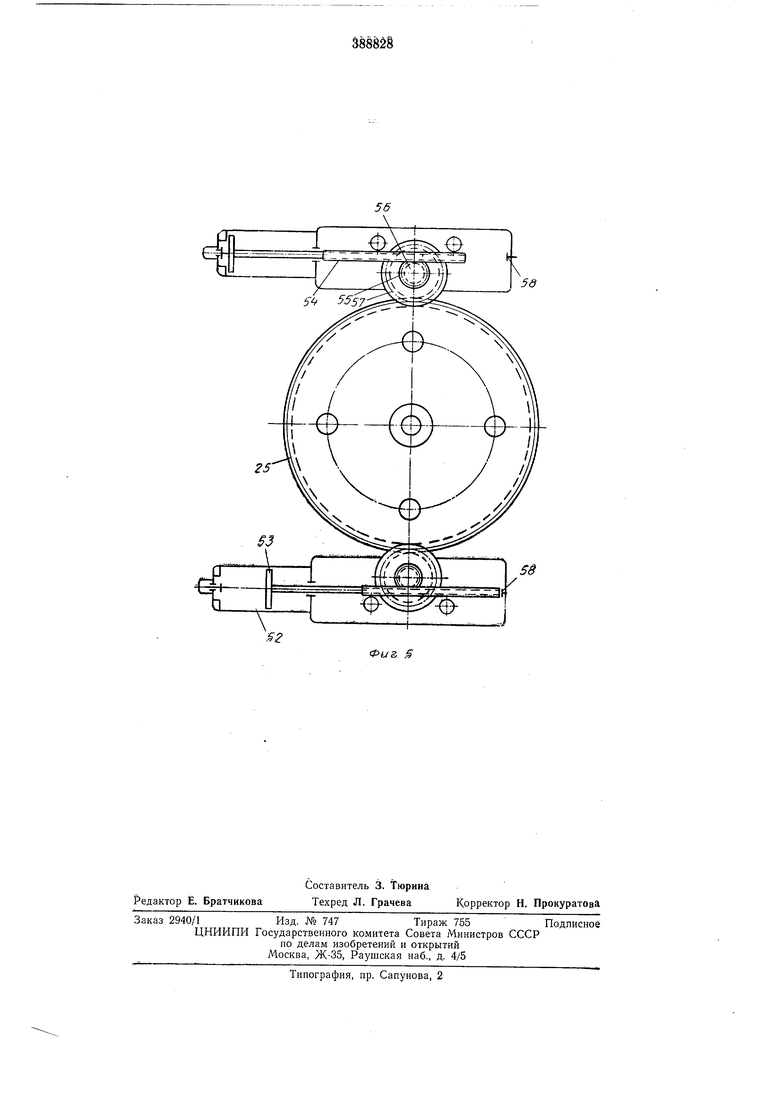
На фит. 1 нзображен продольный рав1рез описываемого автомата (через обе проти волежащие иозищии ИЗТОТОБЛОНИЯ, фор.м); на фИГ. 2 - иродюлшьш разрез автомата (через обе йтротиволежаЩие позищии сбо|рки форм в CTOHiKHi); на фи1Г. 3-то же, вид в плане; на фит. 4 - разрез но А-А иа- фиг. 1; на фнг. 5 - кинематическая схема привода для вращения Мшого-позициоиното барабана.
Основанием а.вгома-та. служит нижняя плита /, на (Которо.й на поЗИ1И,иях изготовления форм установлены два стола 2 с выдвигающейся моделью стоя1ка 3 и подмодельиыми плита;ми 4. На обеих подмодельных плитах 4 лежат две противолежащие опОКИ 5, прикрепле 1|Иые ,к миогонозидиоиному барабану 6. С наружиой стороны ба.рабана 6 и а бокоВОЙ стороне онок 5 расположены отве1рстия 7. К ним прнмыкают соответствующие стороны, насадок 6. Насадки 8 являются ипжией частью лескодувных резервуаров 9, етодвещенНЫХ к неподвижны горизонтальным осям 10, около которых резар.вуары 9 .могут поворачиваться и прижимать насадки 8 к сторонам онок 5 с отверстиями 7 нли отодвигать их поршневыми приводами 11. Верхняя часть пес1КОД);В|Ных ;резервуа.ров 9 сможет открываться или закрываться щи|берами 12, привоДИ1МЫМИ в движение оорщневыми приводами 13. Над обоими иескодув«ьши резервуара1ми 9 расположены цилиндрнчески.е корпусы 14 ПИ|Тателя двух скребковьтх нитателей, укрепленных на боковой поверхности верхней плиты. /5 автомата.
В донной части корпуса 14 каждого питателя вырезано разгрузочное отверстне с патрубком 16, соосное с пескодувным резервуаром 9. В центре корпуса 14 распологжен вертикальный ваЛ 17, приводящий в круговое Движение скребки 18, ра|внамерно подающие фор1мовочный состав к раз грузочному отверстню для за.нолнення пескодувного резервуара.
Внутри верхней каждой оноки 5 размещена прессующДЯ 1плита 19, при1кренленная к щтоку 20.
Шток 20 пружиной 21 поддерживается вместе с прессующей плитой 19 в верхнем положении. На. верхней нли.те 15 автомата укреплены два нрессующнх цилиндра 22, щтоки которых 23 соосны с соответствующими штоками 20.
Все четыре щтоки вместе с лрессующимн плита.ми 19 и опоками 5 встроены в .корпус М1НОгопозИ|Цио«ного барабана 6, поворачивающегося вокруг вертикальной оси 24 посредством приводов, зацепляющихся с зубчаТЫ|М колесом 25, укрепленным на верхней; части барабана.
Ось 24 барабана 6 может перемещаться: и опускаться в нанравляющих 26 верхней и нлит автомата. Верхняя часть оси бар а баи а. скреплена со щтоком 27 и порщнем 28, раЗ:Мещ,енным |внутри цилиндра 29. Цилиндр 29 предназначен для плавного подъема и- опускания барабана 6. С наружной стороны цилиндра укреплены две зубчатых рейки 30. Каждая из реек находится в зацеплении со своим валом-щестерней 31, вращающ,нмся вокруг оои 32, расположенных в верхней части траверсы 33, нрочно насаженной на ось 24 барабана 6. Наружные концы ка.ждого вала - шестерни 31 выполнены в виде двух эксцентричных к валу пальцев 34, на которые надеты верхиие головки щaтyнoiв 35, а их нижние головки надеты на осях 36, иеподвижно укрепленны-х на верхней плите 15 автомата.
На верхней плите автомата над познциями сборки готовых форм 6 стонок укреплены два противолежащих цилиндра 37 для выталкиваиия форм, щтоки которых 38 соосны с соответстюующнми штока.ми, 20 и опоками 5. Нод опоками на этнх позициях находятся подоночные щитки 39, лia которых собнраюпся и транспортируются собранные стопки форм.
Подвиж(иая часть каждого механизма сборки и опускания стопок состоит из кронштейна 40, на котором установлен щи|Ток 39, и двух вертикальных подвижны х зубчатых реек 41, находящихся в зацеплении со своим ва.лом - щестерней 42. На каждом валу наса.жен нормально замкнутый тормоз 43 w кулачок- барабан 44, имеющий профиль с возрастающим переменным радиусом но спирали Архимеда.
Кулачок-барабан 44 посредством гибкой связи 45 соединен со штокам HI порщнем 46 уравновешивающего цилиндра 47, в котором поддерживается ностОЯнное давление для ура|вновешив.ання всех поетоянных масс опускающ ихся вместе с зубчатыми рейками 41. Кулачок-барабан 44 устанавливается на валу в таком положении, чтобы гибкая связь в качестве плеча нмела бы наименьши1Й радиус кулачка при са.мом верхнем положен ни щитка 39 и кронщтейна 40 с зубчаггьсмн рейками- 41. При этом но мере установки на щц ток 39 очередных форм кропщ.тейн 40 с рейками 41 оиускается вниз пронорциональио возрастанию числа форм, а кулачок 44 поворачивается, увеличивая плечо и соответственно момент противовеса, пропорционально возросщей массе стопки, т. е. сохраняется полное уравновещивание, независимо от переменного количества и массы уплотненных форм.
Кро щтейи 40 поднимается в верхнее полол енне поршневым приводом 48, щток «оторото 49 скреплен с кронштейном 40. На нижней плите укреплены склнзы 50, которые опускается щиток в готовую форму после ОКОНчания ее сборки. На склнве имеются пазы 51, в которые М01гут утанли;ваться консоли кронштен.нов 40 после того, «ак щиток 39 со СТОПКОЙ ляжет на склиз. Привод для в.раи1е1ния многопозитивного барабана состоит из двух цилиндров 52 одностороннего действия, в которых размеацены поршни 53. Один из поршней толкает свою п1ток-реЙ1ку 54 HI через зацепленную с ией шестерню 55 вертикалыный вал привода 56 и зубчатое ко:;есо 57, за цеплениое с зубчатым колесом 25, поворачивает барабан б в одну сторону «а 90°, а ъ это время второй я вляется ведомы1М и обеспечивает демпфироваше и плавимо остаоювку барабана, в конечном -поло кенни. При обратио-м же ходе тол;каюш, о-кажется второй иоршень, а перБЫ|й станет и обесиечпт де мпфировапие. В коние поворота одна из реек упирается в соответствующий упор 58, а второй иоршень в крыилку своего цилнлдра. Расомотреине работы а1вто мата начнем с того моме«ита1, когда гтеред его пуском питатели 14 уже залолиеиы формовочной смесью, н через открытые шиберы 12 пескодувные рерсзервуары 9 также запол иепы , и но мере расходования смеси из иитателей- оии не преры,вно по иолняются смесью или иериодически, иапри мер, леиточпыми трапспортера ми (.на чертежах не показаны). Работу а1вто мата начинают с наладочного режима, при котором подают сжатый воздух в цилиндры порш невых 11 и /5, что поз воляет совместить отверстия 7 противолежаитих оиок 5 с от1версти1ями насадок 8 иескодувиых резервуаров 9, прижатых к опока.м, и одновре менно закрыть оба шибера 12. При этом в наладочном режиме 6apai6an 6 поставлен в пнжиее положение, при котором обе прот11воложап ;ие опоки 5 лежагг на подыодельиых плитах 4, а под другой парой опок иаХодятся ш,итки 39, подиятые на кронштейнах 40 в верхнее положение пневмопривода 48, -которые после подъема соединены; с атмосферой. В этом полож:енни масса поднятых зубчатых реек 41 н кро-нштейд-юв 40 со щитка ми 55 уравновеитеиа постоянным усилием цилиидров 47, а тормозы 43 слегка подторможены и удерживают а-фонщтейны 40 от случ afm ыX п е р е м еnieei и и. В наладочном в оба пе Скодувиых резервуара 9 подастся сжатый воздух на короткий промежуток времени, достаточный для за полнения онок фор|Мовочиой сглесью, после чего по.;1,ача воздуха отключается и включается подача воздуха в оба прессующие цидинлры 22 для прессования обеих 5 на позииии ирессовайия. Одновременно подается воздух для о.братного цилиндров порш иевых приводов 11 и 13, при шиберы 12 открываются и начитается заполнение пе С Кодувиых резервуаров 5 смесью, а насадки 8 отводятся в стороиу от опок 5. После небольпюй выдержки времени пре ссование зака нчииается, сжатый воздух иЗ версией части прессующих цилиндров 22 выпу окается и подастся в нижнюю полость, штоки 23 обоих прессовых цилиндров подни1маются В неходкое положенне, н прессование первой пары формы закончено. Необходимо отметить, что отпечатки моделей в первых, т. е. нижних формах, лежат на щитке 39, и нижине формы aie должиы заливаться металлом. Поэтому при изготовлеиии первых форм путем нажатия соответствующей кнопкн модели стояков 3 были опущеиы, и вертикальный в первой не был выполнен. Затем также в наладочнОМ режиме сжатый воздух подается в верхнюю ци|Линдра 29, который начнет иодииматыся вместе с рейкамп 30. При этом шестерни 31 будут поворачиваться со своим валом вместе с эксцеитрпчиьими пальцами 34, которые, оинраясь иа шатуны 55, иодни мут ось 32 валов-щестерней на двойную величииу эксцентриситета за одну поло1вину оборота шестер1ни 31, п иа ту же величину ироизойдет подъем барабана 6 с оиюками 5. -При этом В силу законо В И3:менеиия скорости кривощи Г1пого движения, подъем барабана в начале иоворота будет происходить медленно п плавно, способствуя плавному без повреждения отделению форм от моделей. После подъема барабана 6 включают подачу воздуха в оди|Н из цилиндров 52 привода-, по ворачи1вающс1го барабан на 90°, а второй цилиндр при этом демпфирующий и обеспечивает плавную оста новку барабана 6. Таквм образом, опоки 5 с готовыми прессоваииьгаи формами переходят на позицию выталкивания форм и. сборки их в стоп1ки, а Обе за полненные опоки 5 с этих позиций переходят иа обе первые позиции изготовления . После завершения перехода сжатьгй воздух на верхней полости цилиидра 29 выпускается в атмосферу и подается в нижнюю полость, в СВЯЗИ1 с чел цилиндр 29 опускается, валы ше-стерни 31 поворачиваются в исходное положение, и их сиова занимают свое нижнее положение вместе с траверсой 35 и барабаном 6. При этом две о-иоки 5, еще «е заполненные смесью, лежат на подмодельных плнтах 4 первых познций изготовления форм, а лве оиоки с готовыми формами находится над подоночными щитками 39 на- позициях выталкивания и сборки форм. В таком положении обе первые подготовлены к изготовлеиию очередных форм, а обе вторые позиции готовы к началу сборки первой стопки форм. Предпусковую наладку можно на этом закончить и перевести автомат для дальнейшей работы в автоматическом режиме, при котором последовательиость описанных oneрадий сохранится такой же, в какой они работали в наладочлом режиме, а на позициях сборки СТ01ПОК будут происходить в следующем порядке.
После остановки барабана 6 в нижнем положении) сжатый воздух пОСт пает IB верхние полости обоих цилиндров 37 для выталкивания форм. ШтоКИ 38 нажимают nai лодпружийенные штоки 20 и, выбрав зазор между прессующей .плитой. 19 и формой, выталкивают ее П.З опоки 5 на находящийся под ней щнток 39. Щнток при .выталкивании формы перемещается вниз па один щаг, ра.вный фактической толщине одной вытолкнутой формы.
.Поскольку ход поршня в цилиндре 37 И1меет (Постоянную величину, а все штоки 20 и прессующие плиты 19 наготовлены с одинаковой длиной: и толщиной, НИЖНЯЯ плоскость прессующих плит 19 в конце хода выталкивани.я всегда находится в одном и том же положении по высоте. Эта высота может быть вьгаолнана на несколько миллиметров, нижней плоскости всех опок 5 и тем са.мьш исключает удар при поступлении очередной формы в стоику.
По мере укладки форм в сто.пки 01ни вместе со щиткоМ 39, кронщтей|ном 40 и зубчатым.и рейками 4 будут с каждьш щагом опускаться все ниже, и вместе с этим будет соответственно возрастать переменная масса собираемой стопки.
Увеличение массы опускающейся формы, однако, не приведет к пеобходнмости соответственного увеличения .ознОГО момента, так как по мере онускания щитка 39 с формами пропорционально будет возрастать плечо кулачка-барабана 44 уравновешивающего усилия.
После укладки последних фор-м в стопку пост)1пает .ко1манда на п.ода-чу воздуха в верхнюю полость цилиндрогв порщйевого привода 48, и оба кронштейна 40 опускаются ниже уровня склизов 50, на которые при этом с кронштейнов перекладывают.ся щитки 39 с собранны.ми на них стопками.
При крайнем нижнем 1по.ложении кронштейна 40 пода.ется кОМанда толкателю (на чертежах .не показан), который проталкивает по склизам порожний щиток 39 .на один шаг взамен щитка с собранной стопкой, которая
при этом выдвигается из автомата. При этом поступает следующая команда для подачи сжатого воздуха в .верхнюю часть цили.пдра порщневого привода 48, и кронштейн 40 с новым щитком 39 поднимается в верхнее положение, и начинается сборка следующих
CTOHiOK.
Предмет и з О б р е т е н И я
1. Автомат для безоночной стопочной формовки, включаю.щий многонозиционны.й барабан с ка.мерами - опоками, внутри которых распо.ложены на штоках прессующие плиты, привод вращения многопозиционнОГО барабана, механизмы .пескодувного заполнения опок смесью и приспособление для сборки готовых полуформ в стопку, отличающийся тем, что, с целью улучщения условий Обслуживания, уме.ньшения занимаемой площади,
повыщения производительности и равно.мерности распределения нагрузок при прессов.а.нш-г смеси, многопозиционный барабан установ.лен поворотно на вертикальной оси, снабженной приводом возвратно-поступательного
перемещения, а штоки с прессующими -плитами выполнены подпружиненными относн.тельно многопозИЦионного барабана, причем пр:ес1сующие плиты расположены на позици.ях, симметричных относительно вертикальной оси.
2. Автомат по п. 1, отличающийся тем, что приспособление для сборки готовых форм выполпено в виде кро.ншггейна, установленеого на подвижной зубчатой рейке, а (взаимодействующая с ней реечная шестерня соединеиа с уравновешивающим приспособлением переманного усилия.
3. Автомат но п. 2, отличающийся тем, что уравновешивающее приспособление переменного усилия и.меет тормоз и кулачок - барабан, профиль которого выполнен с возрастающим переманным радиусом по- .спирали Архимеда и который соединен гибкой; связью с поршневым приводом.
4. Автомат по п. 1, отличающийся тем, что привод вращения многопозиционного барабана содержит направ:ленны.е навстречу друг другу поршневые цилиндры одностороннего действия с реечнымИ штока1ми, связа.нными
кинематически с общим колесом многопозиционного барабана.
S2
5д
|Ж|:
SB
/
Фиё, S
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| АВТОМАТ ДЛЯ БЕЗОПОЧНОЙ ФОРМОВЩ!-БИ5Л1^ | 1972 |
|
SU348273A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ ИЗ ТЕРМОРЕАКТИВНЫХ СМЕСЕЙ | 1969 |
|
SU234621A1 |
| Прессово-формовочный автомат про-ХОдНОгО ТипА | 1979 |
|
SU806233A1 |
| Автомат для безопочной формовки | 1972 |
|
SU477780A1 |
| Формовочная машина для изготовлениябЕзОпОчНыХ лиТЕйНыХ фОРМ | 1973 |
|
SU818468A3 |
| Многопозиционный прессово-формовочный автомат проходного типа | 1979 |
|
SU978461A1 |
| Установка для изготовления парных безопочных форм | 1980 |
|
SU876266A1 |
| Способ сборки безопочных форм в вертикальную стопку и устройство для его осуществления | 1988 |
|
SU1719149A1 |
| Установка для выбивки стопочных форм | 1982 |
|
SU1072993A1 |