1
И-зоСретение относится к заготовительному производству металлургических пр.едприятий и может быть ис- . ггользовано при ре зке движуп;ихся труб на.мерные длины, например, в линиях непрерывных трубоэлектросварочных станов,
/Целью.изобретения является повышение точности измерения длины заготовки, отрезаемой на летучем трубо
отрезном станке.
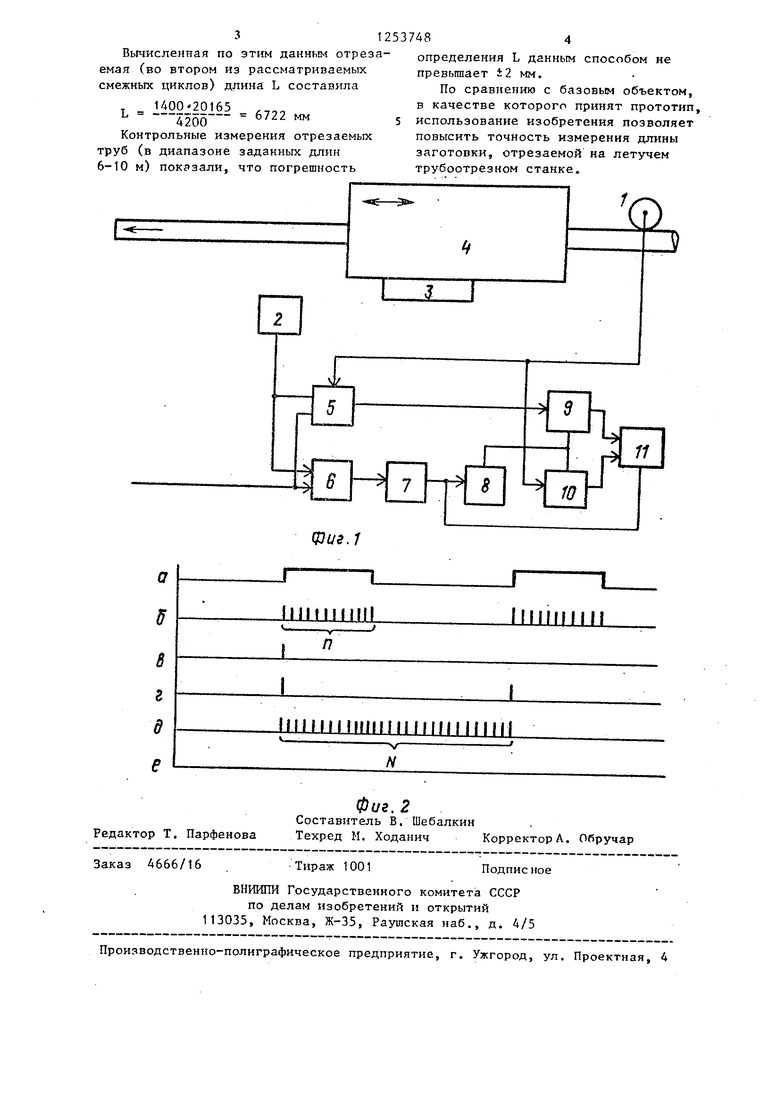
На фиг, 1 изображена блок-схема устройства, с помощью.которого реализуется спосо.б измерения длины заготовки, отрезаемой на летучем трубоот- р.езном станке; па фиг. 2 - временные диаграммы работы устройства, Устройство содержит импульсный роликовый измеритель 1 длины трубы, установленный перед станком по ходу движения трубы, датчик 2 положения маркировочной метки - базового участка 3, образованного непрозрачной .пластиной, жестко закрепленной на подвижной каретке 4 станка и дашющей длину t, причем датчик 2 устанавли- .вается в зоне реза станка таким образом, что фиксации им начала и .конца базового участка производятся .после захвата трубы зажимным неханиз- .мам станка. Две схемы совпадения 5 и б, формирователь 7 сигнала прохождения через зону индикации датчика 2 переднего края маркированного базового участка 3, Э)ормирозатель 8 задер жанного сигнала, счетчики 9 и 10, арифместическое устройство 11, причем на схемы совпадения 5 и 6 заведен блокировочньй сигнал Ход станка вперед из схемы управления станком,
.Устройство работает следующим образом.
После разгона каретки 4 и захвата трубы зажимньы механизмом станка скорости трубы и каретки.одинаковы. Когда базовый участок достигает датчика 2 (например, фотодатчика с осветителем) , последний формирует сигнал (.фиг. 2а), длительность которого, пропорциональна времени прохождения в -зоне датчика 2 базового участка 3, длиной t, а измеритель подсчитает . за это время число импульсов п (фиг, 26), пропорционально величине перемещения трубы. Формирователь. 7 формирует (фиг. 2в) сигналы прохозкдения через зону индикации датчика переднего .края маркированного
is20 ,,
537Д8i
базового участка 3 и задержанным сигналом формирователя 8 (ф1{г, 2г) устанавливает в нулевое состояние счетчики 9 и 10, причем счетчик 10
5 между двумя смежными сигналами формирователя 8 насчитывает число импульсов N (фиг, 2д), пропорциональное величине отрезаемой заготовки. Это обусловлено тем, что за время
10 прохождения кареткой станка через одну и ту же точку пространства на участке реза в двух смежных циклах реза непрерывная труба перемещается на величину, равную длине отрезаемой заготовки.
Арифметическое устройство 11 по сигналу формирователя 7 реализует вычисленные длины отрезаемой трубы по выражение
Ij
.
--N,
где i- - длина базового участка; п - содержимое счетчика 9; N - содержимое счетчика 10.
Блокированный сигнал Ход станка вперед из схемы управления станком, заведенный на входы схем совпадения 5 и 6, служит для исключения ложных срабатываний датчика 2 при возвратном движении каретки станка после ее расцепления с трубой.
Корректирующая поправка определяется и вводится в процессе текущего измерения и процесс ее определения не связан с задаваемым значением длины и изменением режима перемещения трубы,
Приме р. Для зоны гарантированного сцепления 1500-2000 мм по существующему сортаменту труб длина /, базового участка (длина шунта) не Должна превьшать 1500 мм (нижнее предельное значение лимитируется требуемой точностью),
При задании Z базового участка 1400 мм с роликового измерителя длины в конкретно рассматриваемом цикле реза завремя прохождения базовым уча-- стком через точку индикации (датчик) зафиксировано количество импульсов длины п 4200..
За период времени между двумя прохождениями начала базового участка через точку индикации в смежных (упомянутом и следующим за ним) циклах реза с роликового измерителя поступило N 20165 импульсов длины.
31
Вычисленная по этим данным отреза емая (во втором из рассматриваемых смежных циклов) длина L составяла
1ДОО 20165 ,,„„ -4200™ 22 мм Контрольные измерения отрезаемых труб (в диапазоне заданных длин 6-10 м) показали, что погрешность
Фие.Г
Редактор Т. Парфенова
Фиг. 2
Составитель В. Шебалкин
Техред М. Ходанич Корректор А. Обручар
Заказ 4666/16
Тираж 1001
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
2537484
определения L данным способом не превьппает i2 мм.
По сравнению с базовьм объектом, в качестве которого принят прототип, 5 использование изобретения позволяет повысить точность измерения длины заготовки, отрезаемой на летучем трубоотрезном станке.
Подпис ное
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1986 |
|
SU1388205A1 |
| Трубоотрезной летучий станок | 1980 |
|
SU897422A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1982 |
|
SU1092015A1 |
| Трубоотрезной летучий станок | 1974 |
|
SU488662A1 |
| Трубоотрезной летучий станок | 1978 |
|
SU804255A1 |
| Система для автоматической отбраковки труб | 1983 |
|
SU1101308A1 |
| Система для автоматической отбраковки труб | 1982 |
|
SU1088830A1 |
| Устройство для автоматического раскроя заготовок на летучем отрезном станке | 1985 |
|
SU1284740A1 |
| Способ мерной резки труб | 1991 |
|
SU1807921A3 |
| Устройство для управления механизмом реза | 1990 |
|
SU1727955A1 |
| 1971 |
|
SU425776A1 | |
| Прибор для получения стереоскопических впечатлений от двух изображений различного масштаба | 1917 |
|
SU26A1 |
