Изобретение относится к автоматическим системам управления в прокатном производстве, а именно к системе управления приводом летучего отрезного станка, производящего раскрой дви жущихся заготовок.
Целью изобретения является повышение точности раскроя заготовок на летучем отрезном станке и снижение отходов металла.
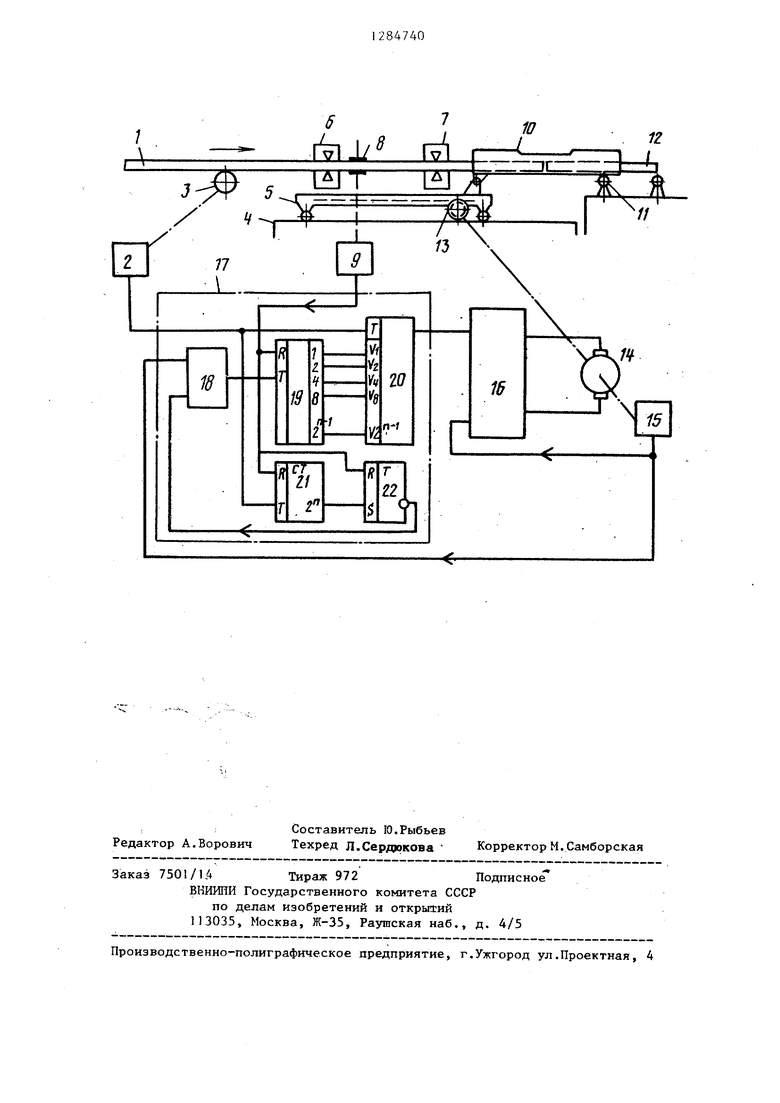
На чертеже приведена функциональная схема устройства для автоматического раскроя заготовок на летучем отрезном станк.
Устройство содержит заготовку 1, импульсный датчик 2 перемещения заготовки 1, соединенный с ней через измерительный ролИк 3, летучий отрезной станок со.стани ной 4 и подвижной кареткой 5, укрепленными на каретке 5 отрезными головками 6 и 7, механизмом 8 зажима заготовки с датчиком 9 конечного положения механизма 8, а также отводящим желобом 10, опираемым на отводящий рольганг 1I, отрезанную заготовку 12, реечно-зуб- чатую передачу 13, соединяющую элек
После согласования по скорости положению каретки 5, а именно отре головок 6 и 7, с заданными местами резов на движущейся заготовке 1, п изведенного с помощью системы 16, полного зажима заготовки с помощь механизма 8, датчиком 9 выдается сигнал-импульс на входы R сче.тчик 19 и 21, а также триггера 22. При этом счетчики 19 и 21 обнуляются, на инверсном выходе триггера 22 у
тродвигатель 14 с кареткой 5j импульсный датчик 15 перемещения карет-зо анавливается логическая единица, ки 5, соединенный с валом электродвит гателя 14, систему 16 управления электродвигателем каретки 5, а также вычислительный блок 17, который включает в себя логический элемент И 18, двоичный п-разрядный счетчик 19 с выходами, обозначенными 1,2,4, 8,..,, , соответственно цене логической единицы в каждом разряде, делитель 20 частоты с переменным коэффициентом деления, со счетным входом Т и входами задания коэффициен35
40
поступающая на второй вход элемен И 18.
С этого момента, принимаемого начало цикла работы устройства, н чинается расчет фактической цены импульса датчика 2 перемещения за товки. Каждый сигнал 1, поступа щий с выхода датчика 15 перемещен каретки на первый вход элемента И 18, вырабатывает сигнал 1 на ходе этого элемента. Эти сигналы импульсы считаются счетчиком 19. новременно импульсы, выдаваемые д чиком 2 перемещения заготовки, сч таются счетчиком 21. В момент пер полнения счетчика 21 числом 2 с выхода на вход S триггера 22 выда ся импульс.
1 2 4 в соответственно числам имта, обозначенными V,
ттП-1
2
пульсов, выдаваемых делителем 20 при подаче на его вход Т 2 импульсов, на соответствующий вход задания коэффициента - логической единицы, а на остальные такие входы - по логическому нулю, счетчик 21 заданного
числа 2 и триггер 22. Причем первый вход элемента И 18, который является первым входом блока 17, соединен с выходом импульсного датчика 15, а. второй вход элемента 18 соединен с . выходом триггера 22, выход элемента 18 соединен со счетным входом Т счет- чика 19, выходы I,2,4,8,..., которого соединены с входами V,,V2, V,
fO
5
делителя 20 соответственf5
20
25
уП-1 2
но, выход импульсного датчика / соединен со счетными входами делителя 20 и счетчика 2I на втором входе блока 17, выход счетчика 21 соединен с входом триггера 22, выход датчика 9 соединен с входами R сброса в нулевое состояние счетчиков 19 и 21, а также триггера 22 на третьем входе блока 17. Выход делителя 20, Являющийся выходом блока 17, и выход датчика 15 перемещения каретки соединены соответственно с первым и вторым входами системы 16 управления электродвигателем перемещения каретки.
Устройство работает следующим образом.
После согласования по скорости.и ; положению каретки 5, а именно отрезных головок 6 и 7, с заданными местами резов на движущейся заготовке 1, произведенного с помощью системы 16, и полного зажима заготовки с помощью механизма 8, датчиком 9 выдается сигнал-импульс на входы R сче.тчиков 19 и 21, а также триггера 22. При этом счетчики 19 и 21 обнуляются, а на инверсном выходе триггера 22 усзо анавливается логическая единица,
о анавливается логическая единица,
5
0
5
0
5
поступающая на второй вход элемента И 18.
С этого момента, принимаемого за начало цикла работы устройства, начинается расчет фактической цены импульса датчика 2 перемещения заготовки. Каждый сигнал 1, поступаю- щий с выхода датчика 15 перемещения каретки на первый вход элемента И 18, вырабатывает сигнал 1 на выходе этого элемента. Эти сигналы - импульсы считаются счетчиком 19. Одновременно импульсы, выдаваемые датчиком 2 перемещения заготовки, считаются счетчиком 21. В момент переполнения счетчика 21 числом 2 с его выхода на вход S триггера 22 выдается импульс.
При этом на инверсном выходе триггера и на соединенном с ним втором входе элемента И 18 устанавливается О, что исключает дальнейшее поступление импульсов на вход счетчика 19. Расчет фактической цены импульса датчика 2, занявший некоторое время t,, заканчивается. Результатом расчета является накопленное в счетчике 19 число А. Это число, пропорциональное средней за время t( фактической
цене d(p, импульса датчика 2, устаналивается на входах задания коэффициента делителя 20 в виде комбинации логических нулей и единиц.
С этого момента в течение време- ни tj до конца цикла работы устройства импульсы датчика 2 преобразуются делителем 20 частоты в импульсы с эталонной ценой (j , равной цене импульса датчика 15, постоян- ство которой обеспечивается соединением датчика 15 с кареткой 5 ре- ечно-зубчатой передачей 13.
Числом и частотой импульсов, выдаваемых с выхода делителя 20 на выход вычислительного блока 17 и с него на первый вход системы 16, измеряются соответственно путь и ско- рость перемещения заготовки 1, тогда как числом и частотой импуль- сов, выдаваемых датчиком 15 на второй вход системы 16, измеряются соответственно путь и скорость перемещения каретки 5.
Работа устройства поясняется еле ;дую1цими выражениями.
Путь, проходимый заготовкой 1 и кареткой 5, соединенных механизмом
8, за время t
F, б„„2 б,А,
(1)
где 2 - число импульсов, выдаваемых датчиком 2.
Согласно выражению (1) число в счетчике 19
А
(2)
...«
где 2 /(jg - постоянный коэффициент т е. число А действительно пропорционально фактической ценеб д,,.
Делитель 20 частоты, содержащий п-разрядный счетчик, преобразует те- кущее число Ng импульсов датчика 2 перемещения заготовки, поступ аю- щие на его вход Т, в число N, импульсов, выдаваемых с его выхода, в соответствии с выражением
N
вых
2 вх
(3)
где 2 - схемный коэффициент, причем А$ .
Из выражений (1) и (3) следует, что
Oipi tff- N«x. ()
Измеряемое перемещение заготовки, выраженное через число импульсов датчика 2
.
(5)
где О фг фактическая средняя за время измеряемого перемепения х цена импульса датчика 2. Из выражений (4) и (5) находим
OipZ
бз N,,,,
(6)
5 20
30
35
40
45 0
Сэпр /GCDI 1 .
Считая, что цена импульса датчика 2 в течение одного цикла не может существенно измениться, принимаем
(7)
С учетом (7) из выражения (6) находим
,N,,,,.(8)
Следовательно, погрешность & , х, вносимая измерительным роликом, скомпенсирована: импульсы датчика- 2 с ценой преобразуются в выходные импульсы с эталонной ценой Cj
Величина А, точное значение которой дает вьфажение (2), представлено в счетчике 19 приближенной величиной, а именно
е(А) V, 2°+V2 , 2 +...+ + V (9)
., ,
где V, ,Vj,V4 ,Vg,..,,Vjn- - величины, принимающие значения О или 1 соответственно сигналам О или 1 на одноименных входах делителя 20. Так как А изменяется плавно, а (А) дискретно - на единицу при засчиты- вании очередного импульса, приближенная величина может отличатьс я от точной не более, чем на единицу
А - I в (А) А I.
Подставляя предельно отличающиеся от А значения 6(А) в вьфг1жение (3) на место А, находим соответствующие числа выходных импульсов
Ai i „ - -2 К
Х
(10)
Из выражений (3) и (l6)нaxoдитcя погрещность в числе импульсов на выходе вычислительного блока 17
uNBb,,Ne,,,-Ne«,-±-p- Ne,. ,(11)
5 .1284740 Так как результат измерения переещения получается умножением числа ыходных импульсов на эталонную цекома ре ка дв эл те ли ен ци с ги ше с ж т ч с с п сч
иу G, , .погрешности ЛН соответствует погрешность измерения перемещения
б.
t --.N
ex
f f,uN Из (5) и (12) следует, что
tlX
. 4 -2 б,
откуда с учетом выражений (2) находим
Ьх
+ 1.
А
Относительная погрешность
(12)
(13) и (7)
(14) (15)
Х ц. 1,
X А
Использование изобретения позволя ет повысить точность раскроя заготовки и уменьшить отходы металла за счет автоматической компенсации по-., грешности перемещения заготовки.
Формула изобретения
Устройство для автоматического раскроя заготовок на летучем отрезном станке с подвижной кареткой, отрезными головками и механизмом зажима заготовок, содержащее импульсный
датчик перемещения заготовок, датчик 35 двигателем каретки.
5
конечного положе;ния механизма зажима заготовок, электродвигатель каретки, импульсный датчик перемещения каретки, сочлененный с валом электродвигателя каретки, систему, управления электродвигателем каретки, вычислительный блок, содержащий счетчик, делитель частоты с переменным коэффици- ентом деления, входы задания коэффициента деления которого соединены с выходами первого счетчика, и логический элемент И, отличающееся тем, что, с целью повышения точности раскроя заготовок и снижения отходов металла, оно снабжено вторым счетчиком импульсов и триггером, один из входов элемента И соединен с выходом импульсного датчика перемещения каретки, а другой - с выходом триггера, выход элемента (И соединен со счетным входом первого счетчика, выход импульсного датчика перемещения заготовки соединен со счетными входами делителя частоты с
переменным коэффициентом деления и второго счетчика, выход которого соединен с входом триггера, выход дат-. чика конечного положения механизма зажима заготовки соединен с входами
0 сброса в нулевое состояние первого и второго счетчиков и триггера, а выход делителя частоты с переменным коэффициентом деления соединен с входом системы управления электро0
Редактор А.Ворович
Составитель Ю.Рыбьев Техред Л.Сердюкова
Заказ 7501/1.4 Тираж 972Подписное
ВКИШИ Государствениого комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород ул.Проектная, 4
Корректор М.Самборская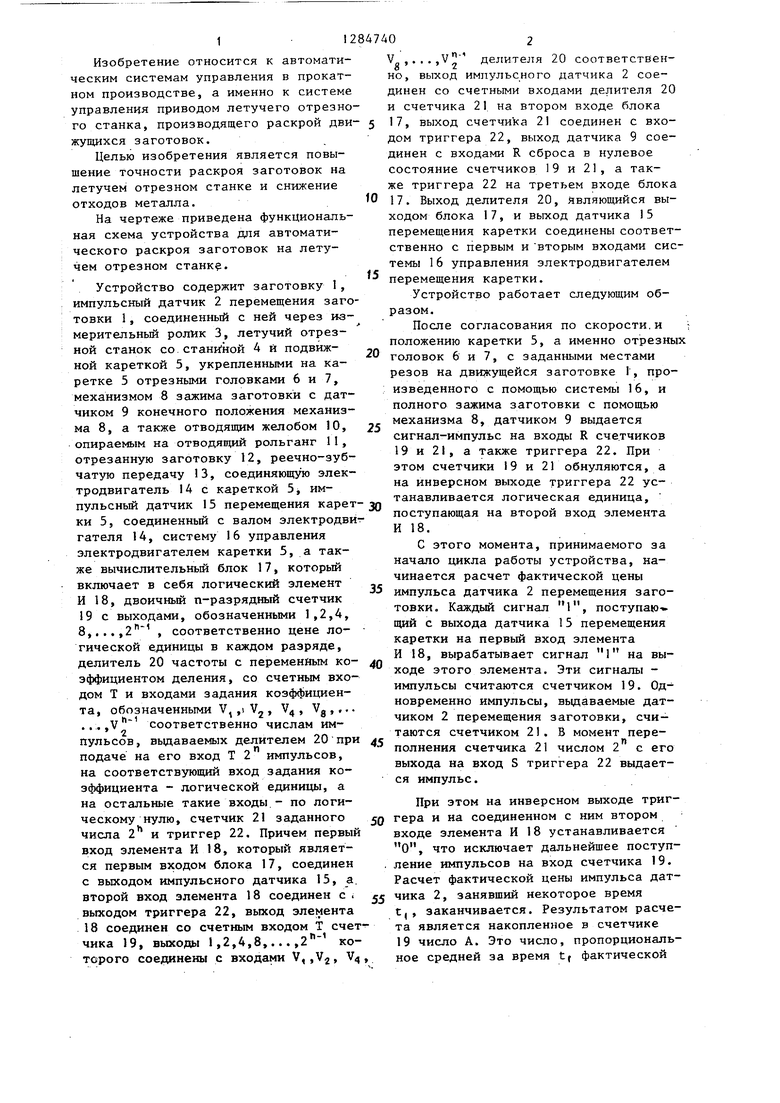
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1986 |
|
SU1388205A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1982 |
|
SU1092015A1 |
| Система управления раскроем проката на полосы летучими ножницами непрерывного сортового стана | 1982 |
|
SU1063590A1 |
| Устройство для безотходного раскроя проката | 1987 |
|
SU1493397A1 |
| Устройство для автоматической разбраковки проката в линии поперечной резки | 1982 |
|
SU1091969A1 |
| УПРАВЛЯЮЩЕЕ ВЫЧИСЛИТЕЛЬНОЕ УСТРОЙСТВО ДЛЯ БЕЗОСТАТОЧНОГО РАСКРОЯ ШТАНГ | 1972 |
|
SU354763A1 |
| ПРОДОЛЬНО-РЕЖУЩИЙ СТАНОК ДЛЯ БЕССТРУЖЕЧНОГО УГЛОВОГО РАСКРОЯ БРЕВЕН НА РАДИАЛЬНЫЕ ЗАГОТОВКИ | 2013 |
|
RU2557219C2 |
| Система управления раскроем сортового раската летучими ножницами | 1989 |
|
SU1632660A2 |
| Автоматизированная система безотходного раскроя проката | 1983 |
|
SU1209383A1 |
| Устройство для раскроя проката на заданное число полос | 1986 |
|
SU1357099A1 |
Изобретение относится к автоматическим системам управления в прокатном производстве и может использоваться в системах управления приводами летучего отрезного стана. производящего раскрой движущихся заготовок. Цель изобретения - повышение точности раскроя заготовок и снижение отходов металла достигается введением новых блоков и функциональных связей, позволяющих автоматически рассчитывать фактическую цену импульса датчика перемещения заготовки и согласовать по скорости и положению отрезные головки с заданными местами реза. Использование датчика перемещения каретки летучего отрезного станка в качестве образцового измерителя перемещения д. тя автоматической поверки датчика перемещения заготовки с устранением двух датчиков фиксации контрольного перемещения, получение импульсов, число которых строго пропорционально измеряемому перемещению, сводят к минимуму погрешность измерения перемещения заготовки, что позволяет повысить точность раскроя и минимизировать отходы металла. 1 ил. а (Л ю ро ;а 4ib
| Измеритель длины проката | 1976 |
|
SU670794A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство автоматического раскроя заготовки на летучем отрезном станке | 1982 |
|
SU1092015A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
