Изобретение относится к деревообрабатывающей промьшленностИ( в частности к производству древесноволокнистых плит сухим способом, к может быть использовано таюке в про-- изводетве древесно-стружечных пли г при их отделке лакокрасочнъми ипи другими материалами,
Цель изобретения - повьшение качества плит за счет снижения их раз- нотолщинности и улучшения физико-механических свойств.
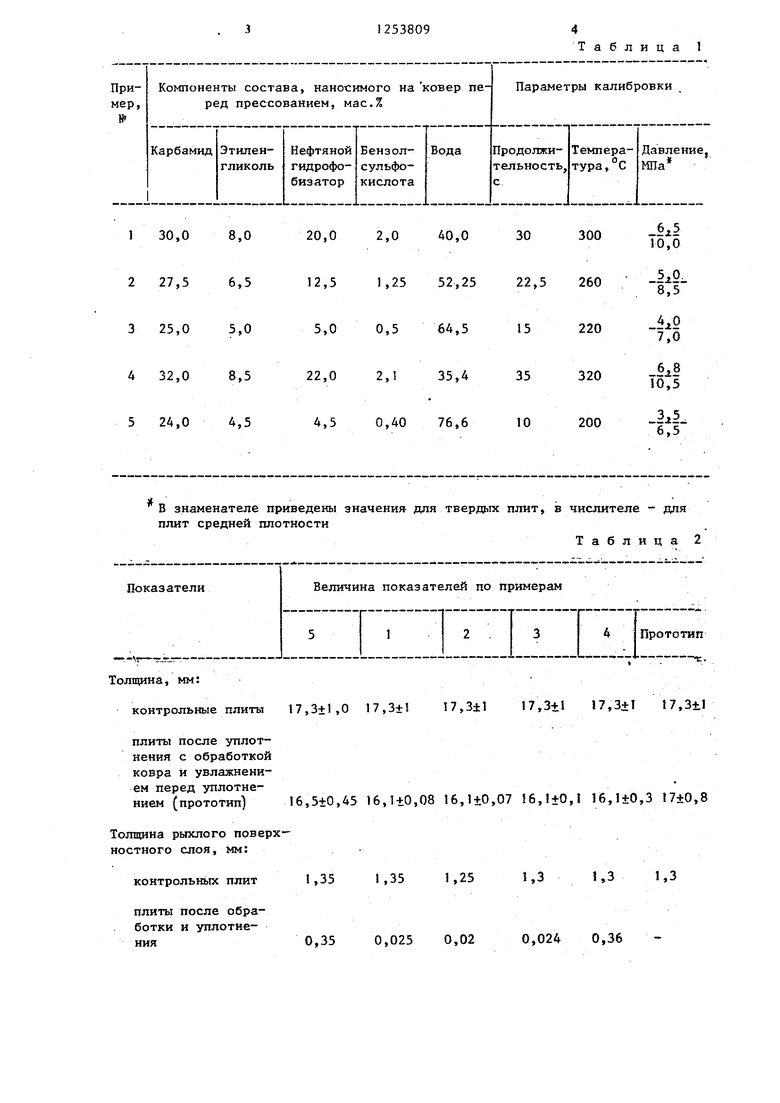
Пример 1. Древе щепу традиционным способом на волвкна, сушат их до требуемой влажности , обрабатывают CBHSSTOEHHM и формируют воздушным методом ковер. При изготовлении твердых плит или плит средней плотности вла шость волокон и количество связующего со-ответствен но составляют, %: 8+1., . и 1 4-16, 8-10. Насьтной вес ковров подбирают таким образом, чтобы после -уплотнени готовые твердые плиты имели толщину 6,0 мм при плотности 950 кг/м ,, а . плиты средней плотности имели толщину 6,0 мм при плотности 700 кг/м. Перед горячим прессованием на древес но-волокнистый ковер пневморасзтьтени ем наносят состав в количестве 200 включающий сшедующие компо ненты, мас.%:
Карбамид30,0
Этиленгликоль8,0
БензолсульфокислотаЗ О
Нефтяной гидрофобизатор20,0
Вода40,0
ш
Обработанный этим составом ковер подвергают горячему прессованию по принятым режимам прессования для выпуска соответствующего вида плит. Выгруженные из пресса плиты затем подвергают уплотнению, предварительно установив на обогреваемых плитах соответствующие калиброванные, ограничительные планки. Уплотнение осущест. о
20
25
вляют в течение 30 с при 300 С и давлении 6,5 МПа при выпуске плит средней плотности и 10 МПа при изготовлении тверд;ых плит. Горячее прессование и уплотнение плит производят 5 на прессе ВП-9024. Готовые плиты раскраивают и испытывают согласно принятым методикам и требованиям ГОСТов.
Примерь 2-5. Технологические операции подг-отовки волокна, фор- ;мирОБание ковров и их обработка, горячее прессование, уплотнение отпрессованных плит выполняют аналогично примеру .
Пар аметры изготовления плит приведены в тябЛо i .
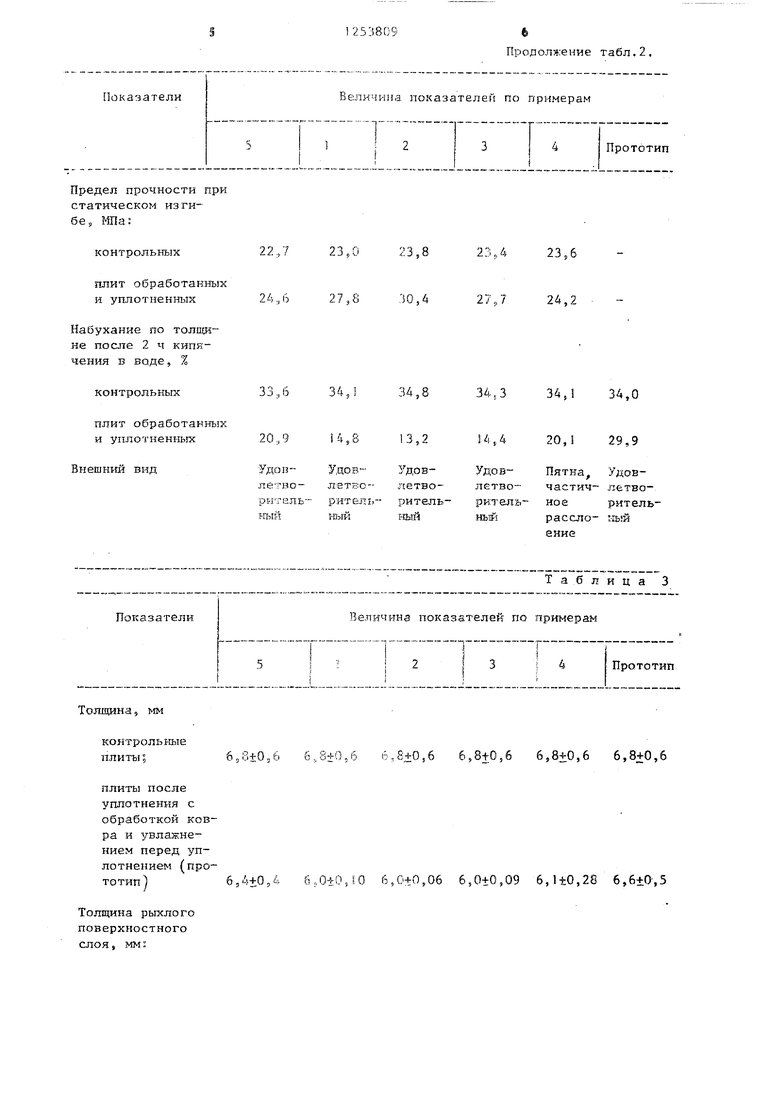
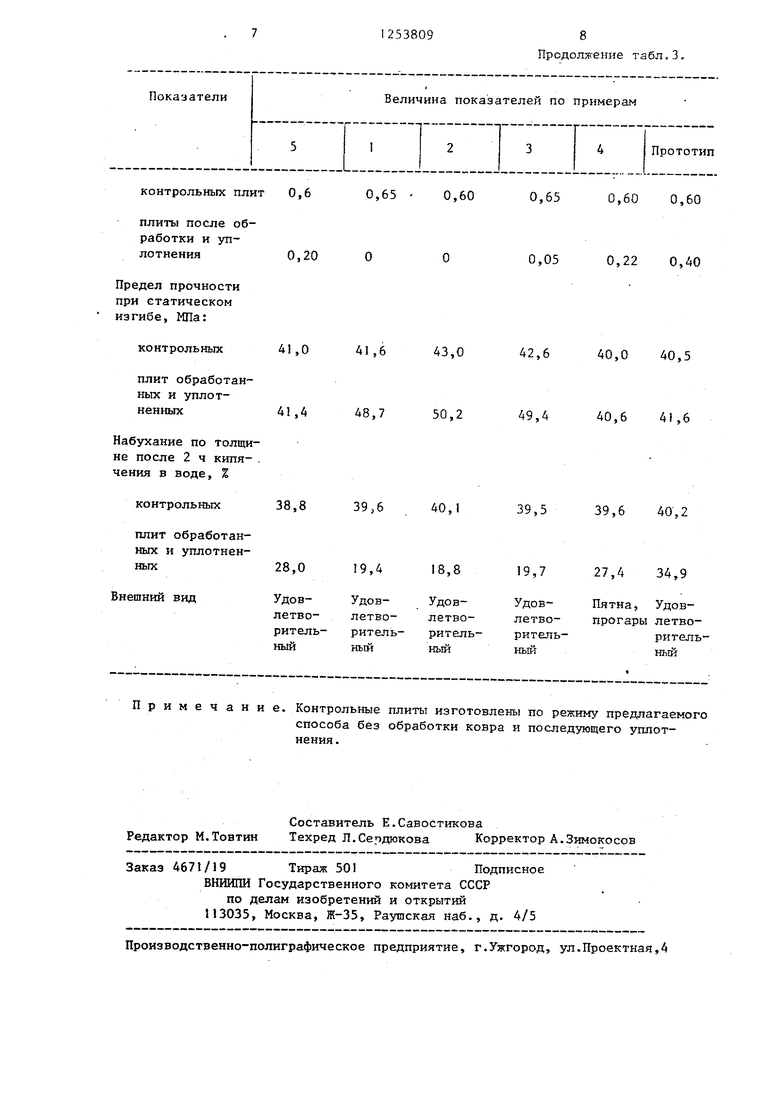
Результаты испытаний изготовленных плит средней плоткости представлены в табл. 2, а твердагк плит в табл.З.
Так:«м образом, изобретение позволит изготавливать древесно-волокнис- тые плиты с БЬЕсокш-да физико-механическими свойствами и минимальньз и отклонениями по толщине, что позволит отделывать их син1тетическими или другими материал;ами без дополниТель ньгх промежуточных операций;;. Эти плиты могут использоваться в условиях повышенной влажности. Организация подобного производства технологична, появляется возможность изготовления плит со значительным cHi-шенкем загрязнения окружающей среды.
30
35
40
В знаменателе приведены значения для твердых плит, в числителе - для плит средней плотности
Таблица 2
Показатели
Величина показателей по примерам
Толщина, мм:
контрольные плиты 17,3±1,0 17,3±1 7,3±1 17,3+1 17,3±1 17,3±1
плиты после уплотнения с обработкой ковра и увлажнением перед уплотнением
ред уплотне(прототип) 16,5+0,45 16,1+0,08 16,1±0,07 6,1+0,1 16,1±0,3 7±0,8
Толщина рыхлого поверхностного слоя, мм:
контрольных плит
плиты после обработки и уплотнения
,35 1,35 1,25 5,3 1,3 1,3 0,35 0,025 0,02 0,024 0,36
Таблица 1
Предел прочности при статическом изгибе, МПа:
контрольных
плит обработаннь х и уплотненн1з1х
Набухание по толщине после 2 ч кипячения в воде, %
контрольных
плит обработанных
Толщина, мм
контрольные плиты;
6,810,6 б,8±0.6 6,8+0,6 6,8fO,6 ,6 6,8+0,6
плиты после уплотнения с обработкой ковра и з влажне- нием перед уплотнением (прототип 1 6 э 4+0 э 4
Толщина рыхлого поверхностного
слоя, мм:
(ЬО±0,Ш 6,0+0,06 6,0+0,09 6,1±0,28 6,6+0-,5
Продолжение табл.2.
;. ч я -- } t23 ,,4 23,6
30,4
27 7
- J п
2А,2
34,8
34. 3
34,1 34,0
контрольных плит 0,6
плиты после обработки и уплотнения
Предел прочности при статическом изгибе, МПа:
контрольных
плит обработанных и уплотненных
Набухание по толщине после 2 ч кипя- чения в воде, %
контрольных
плит обработанных и уплотненных
Внешний вид
Примечание. Контрольные плиты изготовлены по режиму предлагаемого
способа без обработки ковра и последующего уплотнения.
Составитель Е.Савостикова Редактор М.Товтин Техред Л.Сердюкова Корректор А.Зимокосов
Заказ 4671/19 Тираж 501Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий П3035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
0,65
0,60
0,65
0,60 0,60
0,05
0,22 0,40
41,6
43,0
42,6
40,0 40,5
48,7
50,2
49,4
40,6 41,6
39,6
40,1
39,5
39,6 40,2
- ь-
18,8
Удов- летво- ритель- ный
19,7
Удов- летво- ритель- ный
27,4 34,9
Пятна, Удов- прогары летворигельный
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления древесно-волокнистых плит сухого способа производства | 1984 |
|
SU1243944A1 |
| Способ производства строительных элементов из древесного волокна | 1981 |
|
SU1071452A1 |
| МАТЕРИАЛ СТРОИТЕЛЬНЫХ ПЛИТ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1994 |
|
RU2038966C1 |
| Способ изготовления многослойных древесностружечных плит | 1976 |
|
SU619355A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНЫХ ПЛИТ | 2013 |
|
RU2541323C1 |
| Способ изготовления корьевой плиты | 2024 |
|
RU2818825C1 |
| Состав для обработки древесноволокнистого ковра | 1987 |
|
SU1548199A1 |
| Способ изготовления древесностружечных плит | 1982 |
|
SU1027051A1 |
| СПОСОБ ПРОИЗВОДСТВА ДРЕВЕСНОВОЛОКНИСТЫХ ПЛИТ | 2011 |
|
RU2484955C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛИТНОГО МАТЕРИАЛА ИЗ РАСТИТЕЛЬНЫХ ОТХОДОВ | 1993 |
|
RU2034702C1 |
| Мелони Т, Современное производство древесно-стружечных и древес- но-волокнистых плит | |||
| - М.: Лесная промышленность, 1982, с | |||
| Станок для нарезания зубьев на гребнях | 1921 |
|
SU365A1 |
| Способ отделки плит из измельченной древесины | 1974 |
|
SU554168A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
