Изобретение относится к деревообрабатывающей промьппленности и может быть использовано при изготовлении твердых древесно-волокнистых плит и древесно-волокнистых плит средней плотности сухим способом..
Цель изобретения - повьшение фи- , зико-механических показателей и уменьшение толщины рыхлого поверх- ностного слоя плит, а также снижение взрьшо-пожароопасности способа.
Изобретение иллюстрируется следующими примерами.
Пример 1. Берут древесные волокна, полученные на промьшшенной размольной установке МД-13 из щепы осиновой древесины и высушенные на промьшшенной пневматической сушилке до влажности 8-10%. Затем обрабатывают их в барабанном лабораторном смесителе фенолоформальдегидной смолой СФЖ-3014 в количестве 4% и 10% по отношению к весу абсолютно сухого волокна. Волокно с 4% смолы используют для получения твердых плит, а волокно с введением 10% смолы - для плит средней.плотности. Осмоленное волокно подсушивают до влажности 8-10% в случае, если вводят 4% смолы и до влажности 14-16% при введении 10% смолы. Измельченные кромки плит после обрезки их по формату фракционируют на три фракции: 1 - фракция размером до 0,3 MMJII - фракция до 1,1 мм и III - фракция до 2,0 мм. Отфракционированные частицы отходов смешивают со шлифовальной пылью при соотношении 1:1, при этом размер час тиц составляет 0,3 мм. Влажность это смеси находится в пределах О,,5%. ПолуЧенНую смесь загружают в обогрева- емьш смеситель и засыпают туда смесь хлористого аммония и карбамида при их соотношении 1:5 соответственно в количестве 2,5% от веса отходов
Размер отходов от форматной обрезки плит,мм 0,3 1,1 2,0
Q
5
0
5
0
Q j
5
и производят оплавление этих компонентов на древесных частицах при в течение 3,0 мин.
Оплавленные карбамидом с хлористым, аммонием отходы смешивают с осмоленными древесными волокнами размером до 0,05 мм в соотношении 1:1. Далее формуют трехслойньш ковер, средний слой которого изготовляют только из одних осмоленных волокон, а наружные слои из смеси обработанных модификатором отходов и осмоленных древесньрс волокон. Сформированный ковер под- прессовывают на лабораторном прессе. ВП-9024 (подогрев не включают) до плотности 400 кг/м , а за тем прессуют в этом же прессе плиты при . Тверды:е плиты прессуют при удельном давлении 6,0 Ша, а плиты средней плотности при давлении 2,5 МПа, при этом плиты средней плотности получа ют, применяя калибровочные планки толщиной 16,5 мм. После горячего прессования плиты раскраивают на образцы и испытывают их согласно принятых методик и ГОСТов. . Остальные примеры аналогичны примеру 1. Отличаются они только значениями технологических параметров, которые приведены в табл. 1.
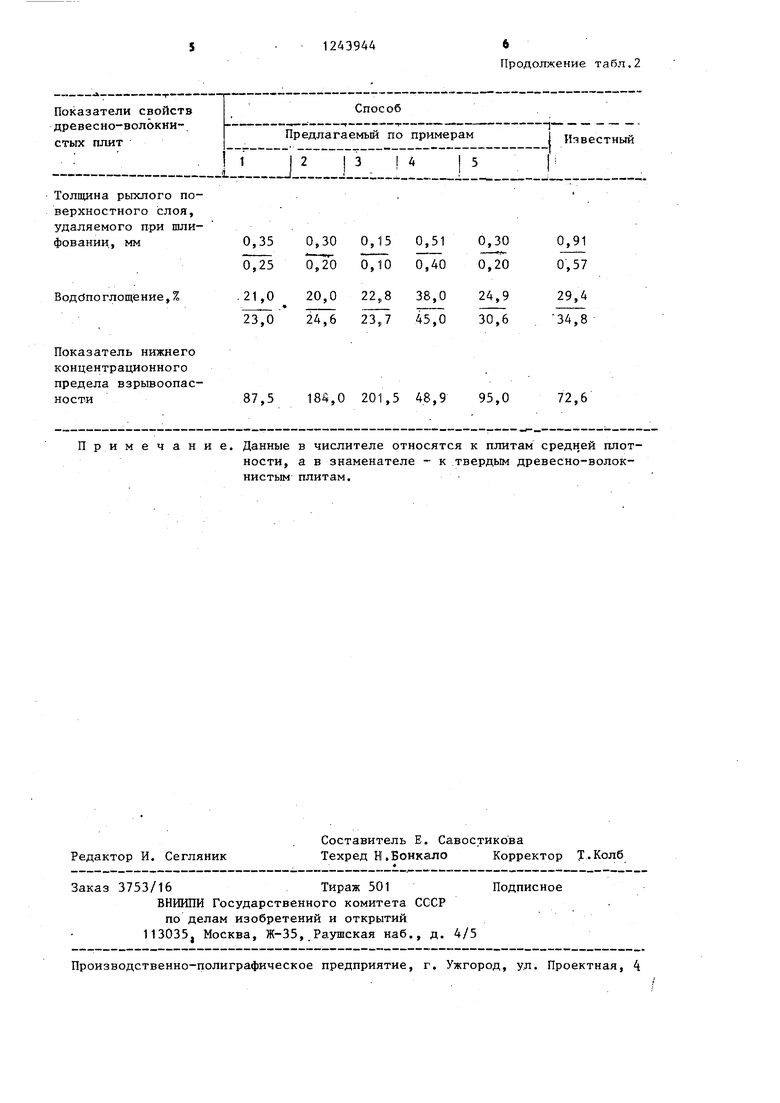
В табл. 2 приведены физико-меха- .нические и другие качественные показатели плит.
Таким образом, изобретение позволяет изготавливать плиты с повьшзен- ными физико-механическими свойствами по сравнению с известном способом, при этом снижается максимальное давление взрыва и утрачивается способность к самовозгоранию отходов, снижается толщина рыхлых поверхностных слоев плит, экономится до 28% материала, снижаются транспортные расходы йа удаление атходов, улучшается состояние окружающей среды.
0,1
4i-0
Содержание смеси хлористого аммония и карбамида для обработки отходов,% . 2,5
Температура, при которой обрабатывают отходы,°С135
Соотношение древесных отходов и волокна в прессмассе1:1
Плотность ковров перед горячим прессованием, кг/м .
Расход солей, обладающих ингибирующими цепные реакции свойствами, %
Толщина, мм
16,0.
б7оПредел прочности при статическом изгибе, МПа
Предел прочности при растяжении перпендикулярно пласти, МПа
Продолжение табл.1
8,5 14,0 2,0 15,0
150 160 130 170
1:2 1:4 1:.0,8 1:5
100% волокна
500 600 350 650
200
4,0
Таблица -2
16,0 6,0
16,0 6,0
16,0 6,0
16,0 6,0
37,8 20,1 5Т7 3874
0,92 0,25 1,2 0,3
30,8 4571
0,80 0,85
17,8 35,9
0,20 0,23
87,5 184,0 201,5 48,9 95,0
Примечание. Данные в числителе относятся к плитам средн ей плотности, а в знаменателе - к твердым древесно-волок- нистым плитам.
Редактор И. Сегляник
Составитель Е. Савостикова
Техред Н.Бонкало Корректор Т.Колб
Заказ 3753/16Тираж 501Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35,.Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, 4
Продолжение табл.2
72,6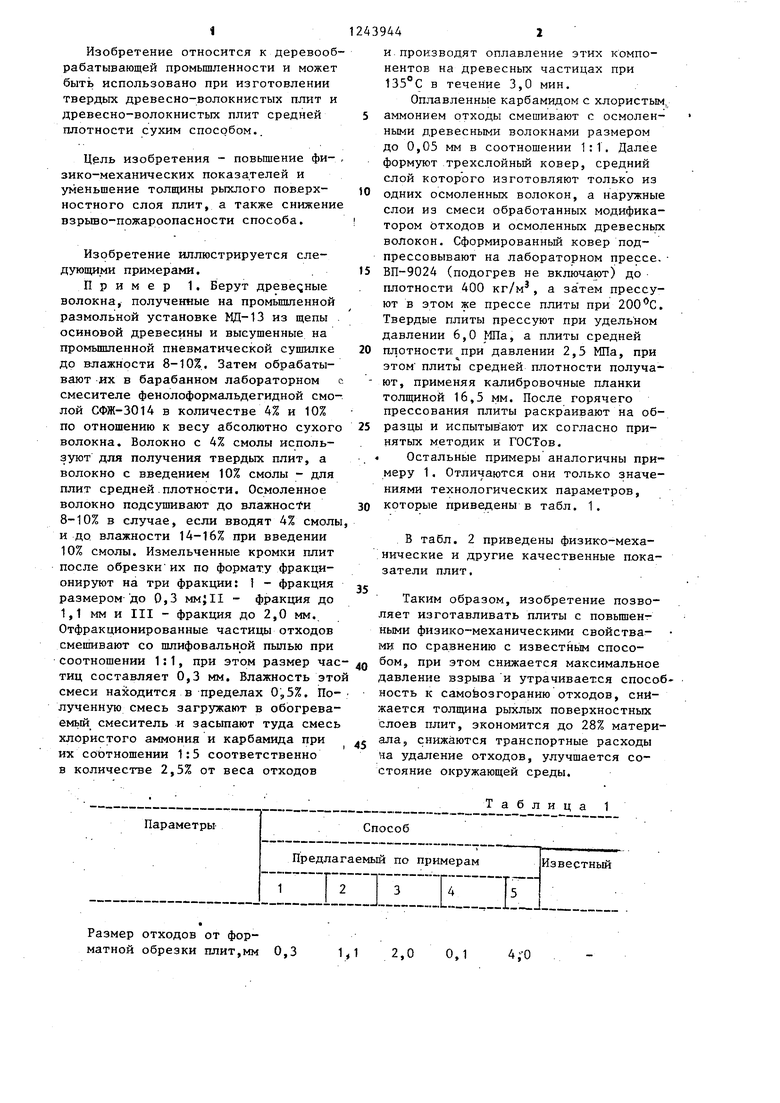

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДРЕВЕСНОВОЛОКНИСТОГО МАТЕРИАЛА | 1991 |
|
RU2012486C1 |
| Способ получения волокна из отходов древесно-волокнистых плит | 1985 |
|
SU1253808A1 |
| Способ получения древесно-стружечных плит | 1989 |
|
SU1770151A1 |
| СПОСОБ ПРИГОТОВЛЕНИЯ СТРУЖЕЧНО-КЛЕЕВОЙ СМЕСИ | 1994 |
|
RU2071416C1 |
| Способ изготовления древесностружечных плит | 1988 |
|
SU1544566A1 |
| Способ изготовления многослойного картона | 1986 |
|
SU1348431A1 |
| Способ изготовления древесностружечных плит | 1987 |
|
SU1521598A1 |
| СПОСОБ СОКРАЩЕНИЯ ВЫДЕЛЕНИЯ ФОРМАЛЬДЕГИДА В ДРЕВЕСНЫХ МАТЕРИАЛАХ | 2007 |
|
RU2437755C2 |
| Древесная плита | 2022 |
|
RU2784506C1 |
| Композиция для получения древесно-волокнистых плит с пониженной пожароопасностью | 2016 |
|
RU2649149C2 |
| Ребрин С.П | |||
| и др | |||
| Технология древесно-волокнистых плит | |||
| М.: Лесная промышленность, 1982, с | |||
| Арматура для железобетонных свай и стоек | 1916 |
|
SU259A1 |
| Способ обработки волокнистых и пылевидных частиц органического происхождения | 1974 |
|
SU499132A1 |
| Солесос | 1922 |
|
SU29A1 |
