Известные способы ро.иковой сварки по винтовой .шипи мета.т.чических гибких (гофрированных) шлангов диаметром от 16 до 30 мм затруднительны, а для диa reтpoв от 3 до 6 мм невозможны с нрименением внутреннего сварочного ролика.
Предлагаемый способ сварки дает возмолсность нолучения лгеталлических гибких шлангов малых диаметров. Осуществление предлагаемого снособа сварки обеспечивается применением в качестве внутреннего электрода медной нроволоки. навитой по спирали на медный стержень.
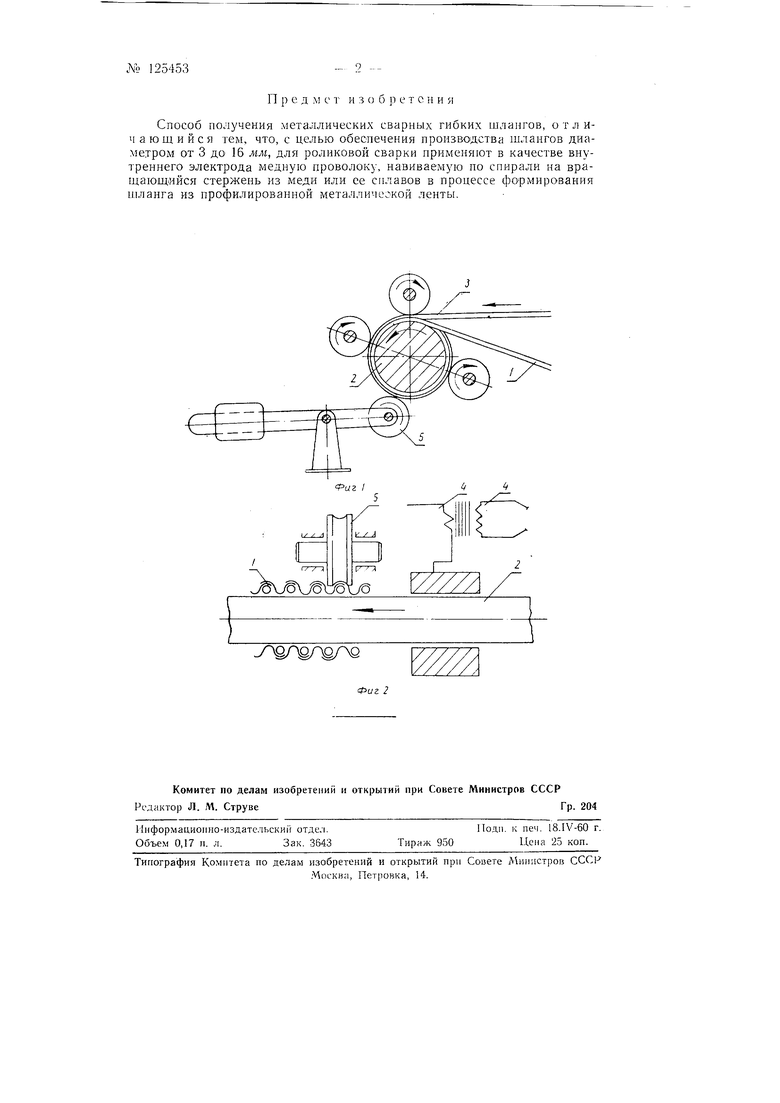
На фиг- 1 показан способ навивки медной проволоки; на фиг. 2- схема установки для сварки гибких металлических шлангов малого диаметра.
А1едная проволока / навивается по спирали па медный стержень 2. Проволока / помещается внутри гофра, по впещней верщине которого должна производиться рол ковая сварка. Навивка проволоки производится в процессе формообразовапия щлапга из профилировапной ,ienты ,). Сва рочный трансформатор 4 подключают к сварочному ролику 5. На рабочей поверхности сварочного ролика имеется KaiiaBKa. радиускоторой соответствует радиусу верщины свариваемого ro;|,:ipa. Профиль гофра может быть однозаходным и двухзаходным.
В случае необходимости получения более высокого гофра щ.чанга, можно применять плющенную проволоку или делать растянутый гофр с носледующ.им сближением витков. В последнем случае извлечение ппово/юки из щланга значительно об.пегчается.
Пред м с т и 3 о б j:i е т с н и я
Способ получения металлических сварных гибких Шотангов, отличающийся тем, что, с целью обеспечения производства шлангов диаметром от 3 до 16 мм, для роликовой сварки применяют в качестве внутреннего электрода медную проволоку, навиваемую по спирали на вращающийся стержень из меди или ее сплавов в процессе формирования шланга из профилированной металлической ленты.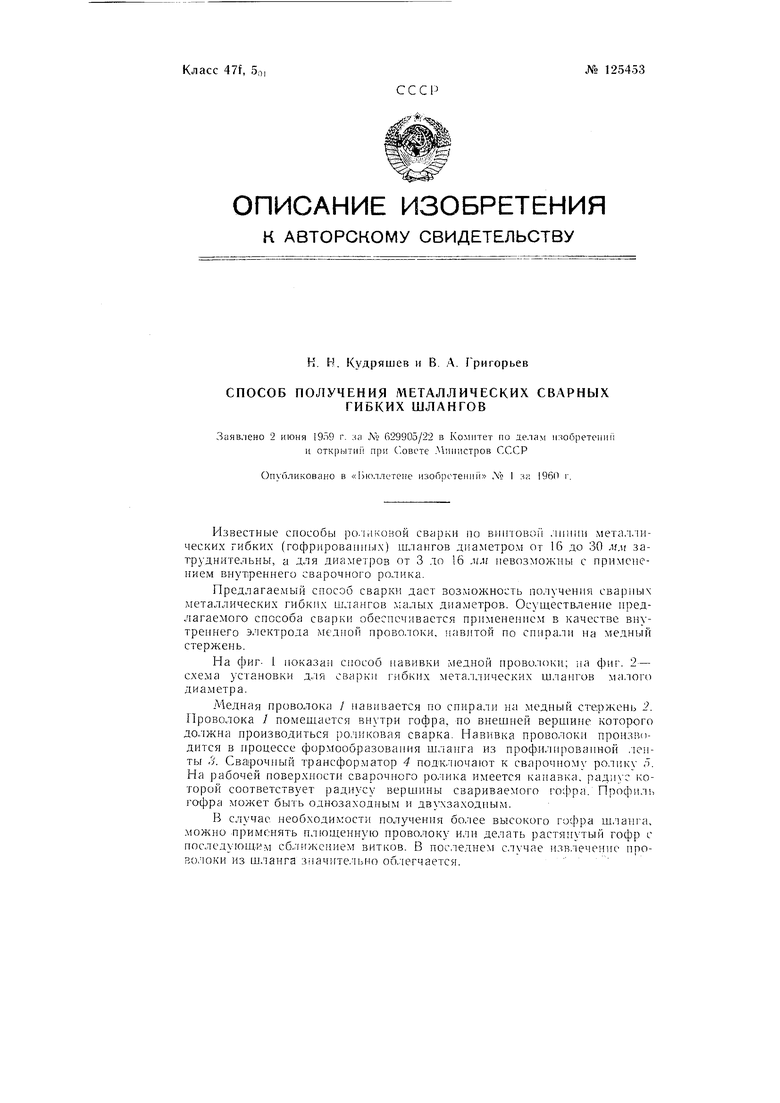
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для роликовой сварки гибких герметических металлических труб (рукавов), изготавливаемых из профилированной ленты | 1960 |
|
SU143767A1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ЭЛЕКТРОДАМИ | 2024 |
|
RU2837060C1 |
| РУКАВ НАПОРНО-ВСАСЫВАЮЩИЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2141071C1 |
| Способ изготовления гофрированных трубок | 1976 |
|
SU674342A1 |
| Способ изготовления сварочного материала | 1987 |
|
SU1496973A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПОЛИМЕРНОЙ АРМИРОВАННОЙ ТРУБЫ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2718473C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНОЙ ТРУБЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2319886C2 |
| Способ автоматической электродуговой сварки и устройство для его осуществления | 1990 |
|
SU1715533A1 |
| Способ монтажа криволинейных бетонных конструкций в грунте и устройство для его осуществления | 1979 |
|
SU863769A1 |
| Приспособление для контактной электросварки кольцевым швом трубок малого диаметра | 1947 |
|
SU73600A1 |