Известны устройства для контактной роликовой сварки гибких металлических труб, изготавливаемых из профилированной ленты.
Описываемое устройство отличается от известных тем, что система сварочных роликов как внешнего, так и внутреннего имеет раздельное, независимое перемещение и раздельную регулировку сварочного давления, а необходимая установка сварочных роликов относительно угла наклона винтовой линии сварки трубы (рукава) осуществлена поворотом соответствующих частей устройства относительно оси, перпендикулярной продольной оси сварочных роликов и проходящей через точку касания их (роликов) с рукавом в месте сварки, которая может быть осуществлена как по внешнему, так и по внутреннему гофру трубы (рукава) и во время сварки рукава роликовая система постоянно осуществляет плавающие движения. Такое выполнение устройства может обеспечивать повышение производительности труда при изготовлении трубопроводов.
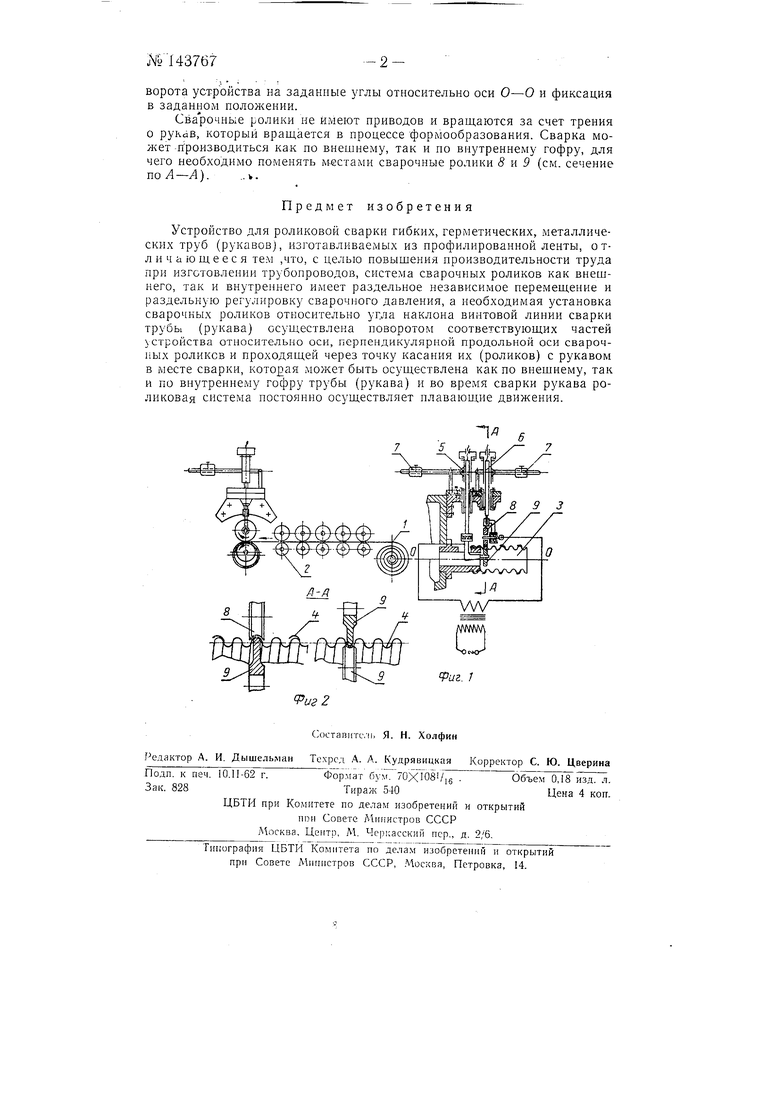
На фиг. 1 дана принципиальная схема сварочного устройства; на фиг. 2 - сечение по А-А на фиг. 1.
Сварочное устройство встраивается в станок, в котором металлическая лента / определенной щирины профилируется, проходя через систему роликов 2, и сворачивается в гофрированную трубу 3 со спиральной радиусной нахлесткой 4 в месте сварки. Сварка производится непосредственно после формообразования рукава. Устройство состоит из двух самостоятельных систе.м приводов давления сварочных роликов 5 и (5. внутреннего и внещнего. Каждая система имеет раздельное рациональное перемещение и регулировку давления при помощи пневматического или рычажно-грузового устройства 7, что обеспечивает высокое качество сварного щва на больщой его длине. Для правильной настройки положения сварочных роликов 8 и 9 в соответствии с углом подъема винтовой линии гофров рукава (трубы) предусматривается возможность по
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения металлических сварных гибких шлангов | 1959 |
|
SU125453A1 |
| Устройство для сварки продольных и кольцевых швов труб и трубных пересечений | 1960 |
|
SU139753A1 |
| Устройство для слежения за стыком при сварке продольного шва свальцованной из ленты трубы | 1979 |
|
SU863270A1 |
| Способ изготовления оболочек с гофрами | 1990 |
|
SU1726084A1 |
| СВАРОЧНАЯ КЛЕТЬ ДЛЯ СБОРКИ И СВАРКИ ТРУБ КОНЕЧНОЙ ДЛИНЫ | 2003 |
|
RU2243840C2 |
| ;ОЮЗНАЯ | 1973 |
|
SU381491A1 |
| Приспособление для контактной электросварки кольцевым швом трубок малого диаметра | 1947 |
|
SU73600A1 |
| МНОГОСЛОЙНАЯ ПОЛИМЕРНАЯ АРМИРОВАННАЯ ТРУБА, СПОСОБ ЕЕ НЕРПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2019 |
|
RU2720086C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАНАТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2245407C1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОЙ ТЕРМИЧЕСКОЙ РЕЗКИ ЗАГОТОВОК ИЗ ТРУБ | 1991 |
|
RU2071399C1 |
