Изобретение относится к сварочному производству, в частности к способам и отовления плавящихся электродов, и может быть использовано в машиностроении.
Цель изобретения - получение плоского сварочного материала с перфорированной плоскостью, а также расширение технологических возможностей полученной ленты.
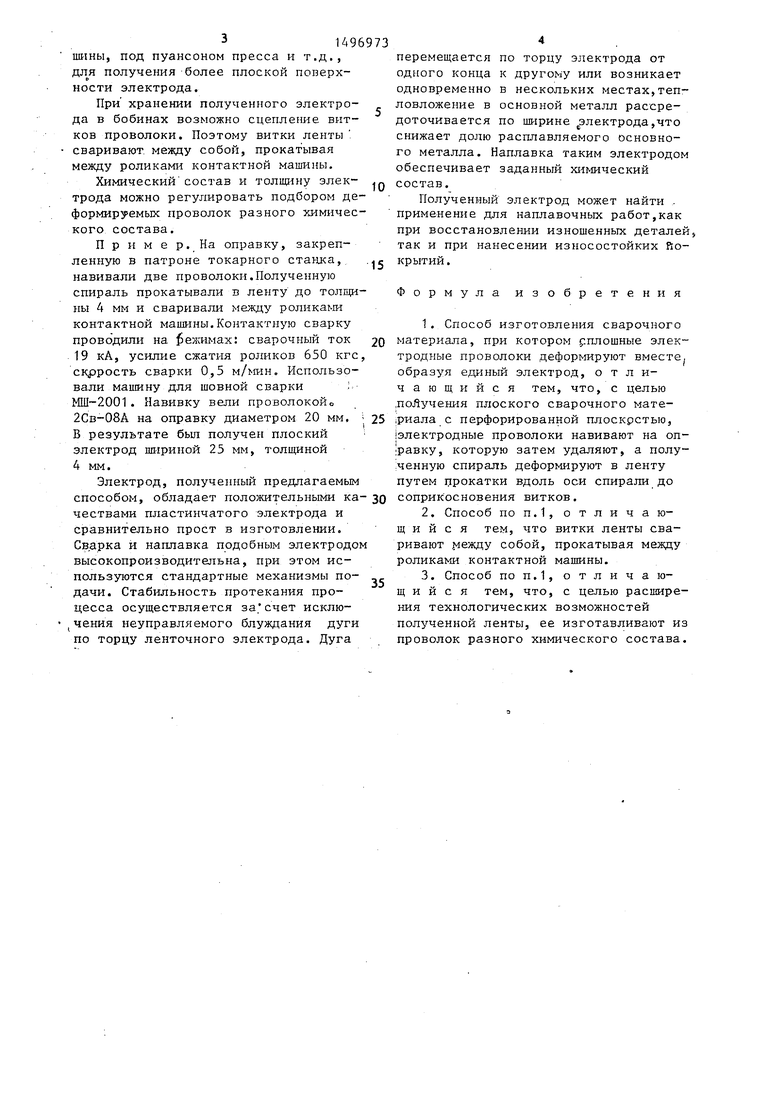
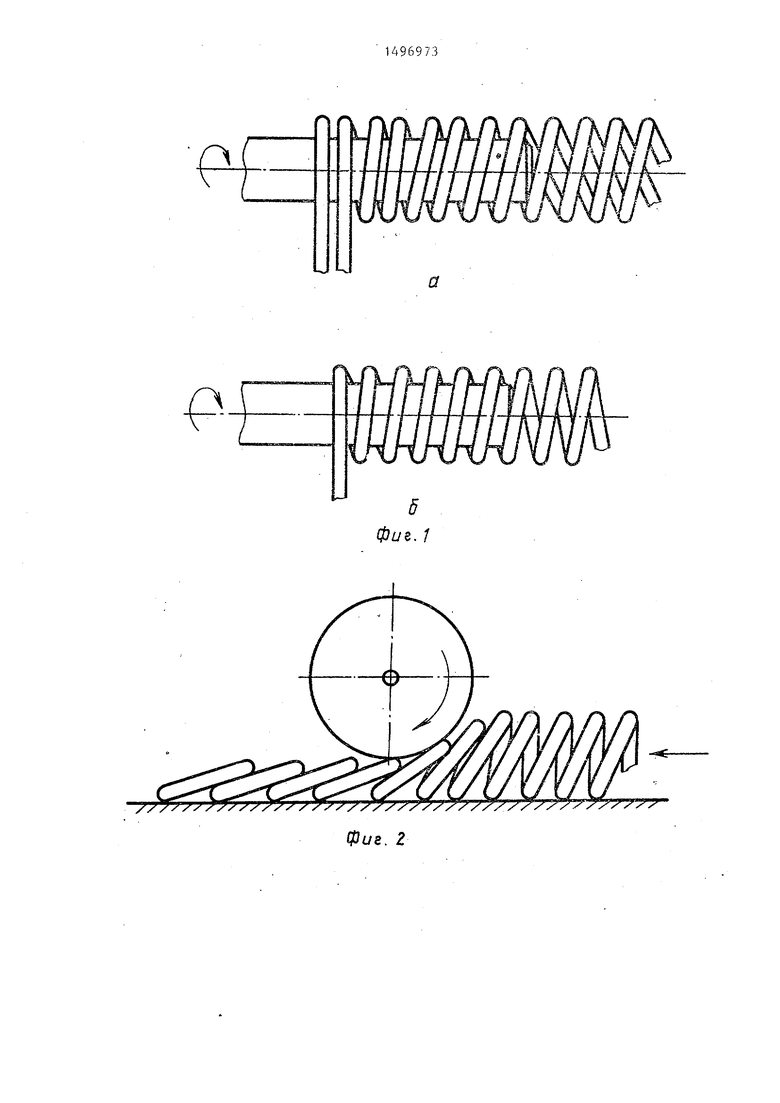
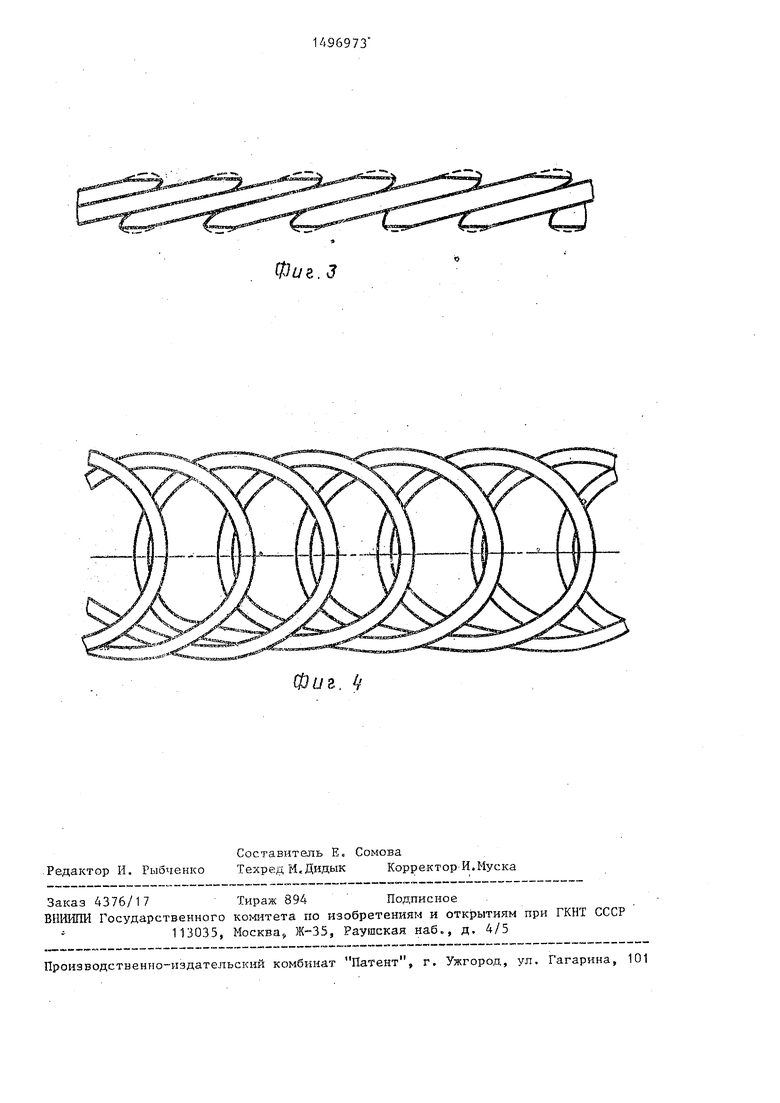
На фиг.1а, б показаны варианты навивки проволоки на оправку; на фиг.2 - деформирование полученной спирали вдоль ее оси на фиг.З - готовый электрод; на фиг.4 - то же,вид сверху.
Способ осуществляют следующим об- .разом.
На оправку накрз чивают одну или несколько электродных проволок, расположенных рядом (фиг.1). Спираль получается однорядная. Полученную спи- раль снимают с оправки и деформируют в ленту вдоль оси спирали до соприкосновения витков (фиг.2). Выступы на щирокой поверхности ленты, показанные на фиг.З пунктиром, могут быть сглажены под роликами контактной ма4iib
:о
О)
09
31496973
шины, под пуансоном пресса и т.д., для получения более плоской поверхности электрода.
При хранении полученного электрода в бобинах возможно сцепление витков проволоки. Поэтому витки ленты сваривают между собой, прокатывая между роликами контактной машины.
Химический состав и толщину элек
трода можно регулировать подбором деформируемых проволок разного химического состава.
Пример. На оправку, закрепленную в патроне токарного станка,, навивали две проволоки.Полученную спираль прокатывали в ленту до толш;и ны 4 мм и сваривали между роликами контактной машины.Контактную сварку прово дили на режимах: сварочный ток 19 кА, усилие сжатия роликов 650 кгс скорость сварки 0,5 м/мин. Использовали машину для шовной сварки : МШ-2001. Навивку вели проволокойо 2СВ-08А на оправку диаметром 20 мм. В результате бьш получен плоский электрод шириной 25 мм, толщиной 4 мм.
Электрод, полученный предлагаемым способом, обладает положительными ка чествами пластинчатого электрода и сравнительно прост в изготовлении. Свдрка и наплавка подобным электродо высокопроизводительна, при этом используются стандартные механизмы подачи. Стабильность протекания процесса осуществляется за счет исклю- чения неуправляемого блуждания дуги по торцу ленточного электрода. Дуга
0
0 5
о
5
перемещается по торцу электрода от одного конца к другому или возникает одновременно в нескольких местах,теп- ловложение в основной металл рассредоточивается по пл-фине злектрода,что снижает долю расплавляемого основного металла. Наплавка таким электродом обеспечивает заданный Х11мический состав.
Полученный электрод может найти . применение для наплавочных работ,как при восстановлении изношенных деталей, так и при нанесении износостойких йо- крытий.
Формула изобретения
1.Способ изготовления сварочного материала, при котором рплошные электродные проволоки деформируют вместе, образуя единый электрод, о т л и- чающийся тем, что, с целью .получения плоского сварочного мате- |риала с перфорированной плоскрстью, (электродные проволоки навивают на оп- |равку, которую затем удаляют, а полу- ;ченную спираль деформируют в ленту путем прокатки вдоль оси спирали до соприкосновения витков.
2.Способ ПОП.1, отличающийся тем, что витки ленты сваривают собой, прокатывая между роликами контактной машины.
3.Способ ПОП.1, отлича ющ и и с я тем, что, с целью расширения технологических возможностей полученной ленты, ее изготавливают из проволок разного химического состава.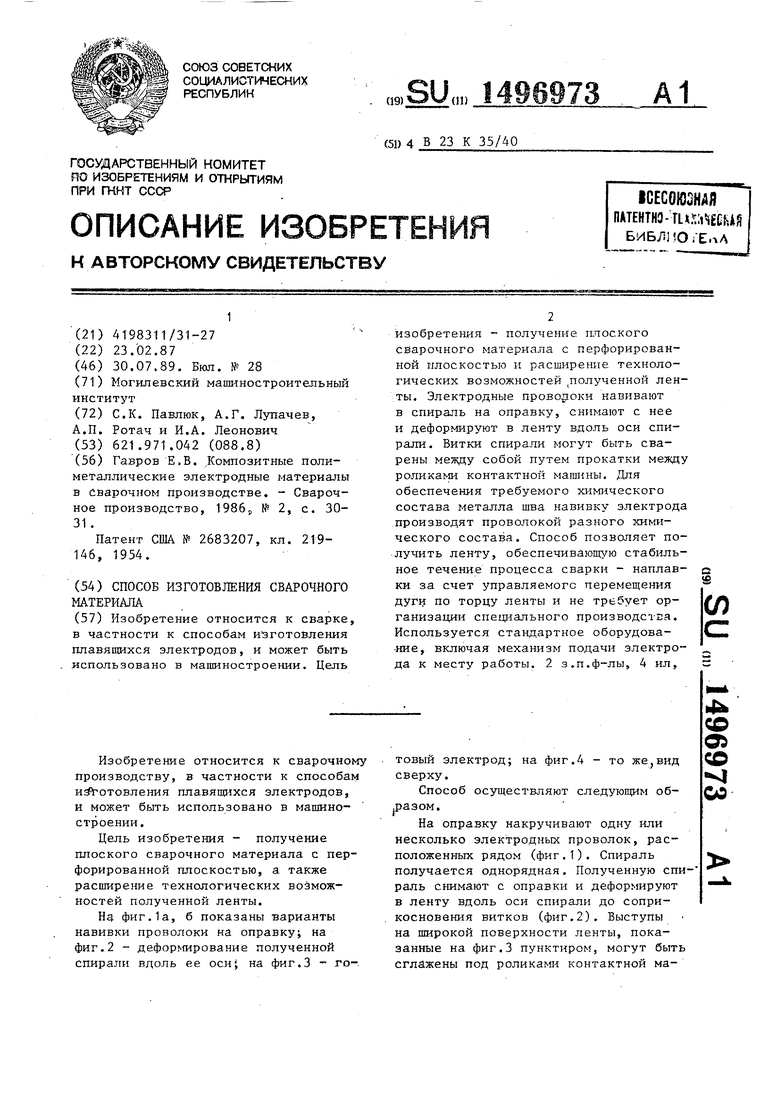
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматической электродуговой сварки и устройство для его осуществления | 1990 |
|
SU1715533A1 |
| РУКАВ, СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2007654C1 |
| Магнитопровод электрической машины и способ его изготовления | 1984 |
|
SU1239786A1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ТРУБЧАТОГО ПРОВОЛОЧНОГО КАРКАСА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2321481C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОЙ СВАРКИ ЭЛЕКТРОДАМИ | 2024 |
|
RU2837060C1 |
| Способ изготовления ферромагнитного магнитопровода | 1976 |
|
SU750587A1 |
| Устройство для сборки и контактной точечной сварки пространственных арматурных каркасов | 1982 |
|
SU1085721A1 |
| Способ износостойкой наплавки | 1990 |
|
SU1804980A1 |
| Способ электродуговой приварки плавящимся электродом труб к трубным доскам | 1977 |
|
SU695785A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЖУЩЕГО ИНСТРУМЕНТА | 1992 |
|
RU2008142C1 |
Изобретение относится к сварке ,в частности, к способам изготовления плавящихся электродов и может быть использовано в машиностроении. Цель изобретения - получение плоского сварочного материала с перфорированной плоскостью и расширение технологических возможностей полученной ленты. Электродные проволоки навивают в спираль на оправку, снимают с нее и деформируют ленту вдоль оси спирали. Витки спирали могут быть сварены между собой путем прокатки между роликами контактной машины. Для обеспечения требуемого химического состава металла шва навивку электрода производят проволокой разного химического состава. Способ позволяет получить ленту, обеспечивающую стабильное течение процесса сварки-наплавки за счет управляемого перемещения дуги по торцу ленты и не требует организации специального производства. Используется стандартное оборудование, включая механизм подачи электрода к месту работы. 2 з.п.ф-лы, 4 ил.
Фиа. 2
Фиг.З
иг. 4
| Гавров Е.В | |||
| Домпозитные полиметаллические электродные материалы в Сварочном производстве | |||
| - Сварочное производство, 1986s № 2, с | |||
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| ФЕРМЕНТАТИВНЫЙ АНАЛИЗ С ДВОЙНЫМИ ФЛУОРОФОРАМИ ДЛЯ ИССЛЕДОВАНИЯ ФЕРМЕНТАТИВНОЙ АКТИВНОСТИ БОТУЛИНИЧЕСКОГО НЕЙРОТОКСИНА | 2014 |
|
RU2683207C2 |
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
