Изобретение относится к холодной обработке металлов давлением и может быть использовано для подачи длинномерного материала в зону обработки.
Целью изобретения является повышение надежности работы и расшире- йие диапазона регулировки шага подачи,
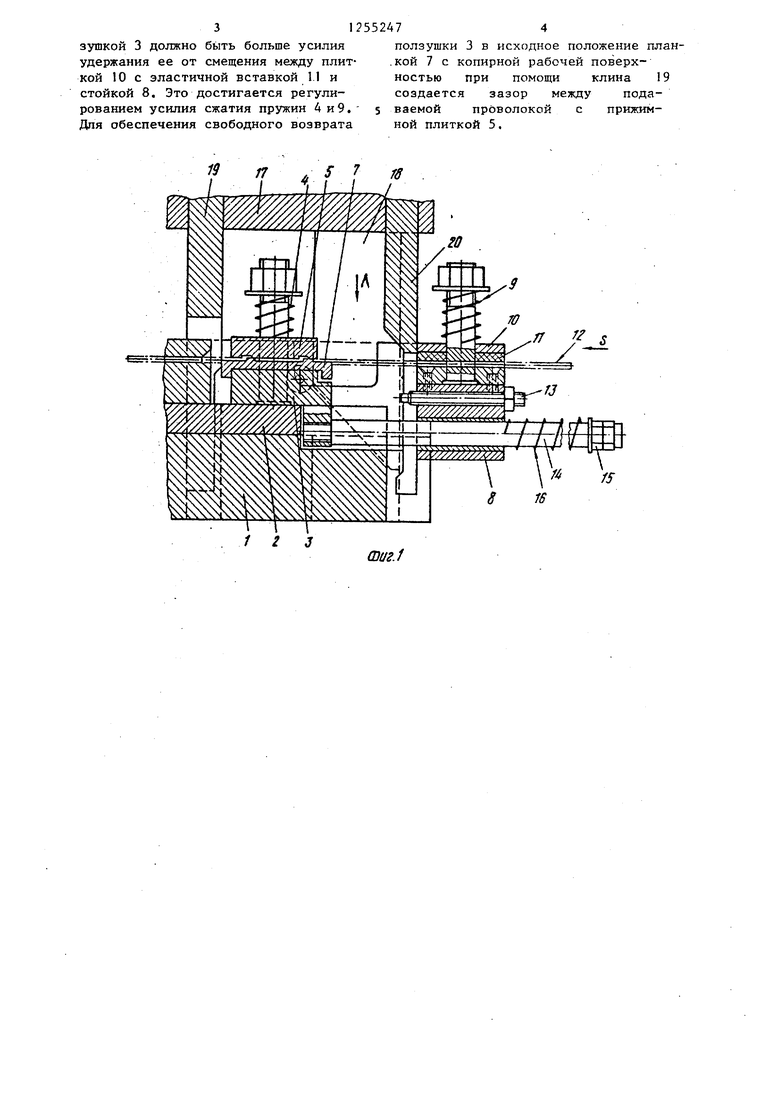
. На фиг. 1 изображено устройство для подачи длинномерного материала в зону обработкиJ разрез; на фиг.2 вид А на фиг.1.
Устройство содержит смонтированное на нижней плите 1 штампа основание 2 с направляющим пазом Б, в котором расположена подающая каретка, вьтолненная в виде ползушки 3, снабженной пружиной 4, захватным органом, вьшолненным в виде прижимной плитки 5, и клиновой опорой, вьтол- ненной в виде ролика 6. Между ползуш кой 3 и прижимной плиткой 5 помещена копирная планка 7 с копиркой рабочей поверхностью. На основании 2 закреплена тормозная каретка, выполненная в виде неподвижной стойки 8 с пружиной 9 прижимной плиткой 10 (захватом) с эластичной вставкой 11, удерживающей от смещения проволоку 12 и ввернутым в нее механизмом регулировки шага подачи, вьтолненным в виде винта 13. В ползушку 3 ввернут стержень 14, на котором между стойкой 8 и гайками 15 находится пружина 5 6, подпружиненная в направлении подачи проволоки 12 (по стрелке S). Для осуществления подачи проволоки 12 и освобождения ее от зажима в верхней плите 17 штампа установлены клинья 18 - 20. I
Устройство работает следующим образом:
Проволока 12 через механизм правки (не показан) и устройство подачи при отжатой планкой 7 с копирной рабочей поверхностью прижимной плитке 5 заправляется на мерный размер в зону обработки штампа (не показана) .
Далее верхняя плита 17 штампа от ползуна пресса (не показан) вместе с клиньями 18 - 20 подается вверх до исходного раскрытого положения.
Ползушка 3 под действием пружины 16 перемещается по направляющему пазу Б до соприкосновения с винтом 13
клин 18 отводится от ролика 6 вверх. После остановки ползушки 3 и отвода клина 18 от ролика 6 клин 20 воздействует на правую боковую кромку планки 7 с копирной рабочей поверхностью и перемещает ее по направляющим выборкам в ползушке 3 в направлении подачи проволоки 12 (по стрелке S), давая возможность прижимной плитке 5
под действием пружины 4 опуститься и прижать проволоку 12 к ползушке 3.
При движении верхней плиты 17 штампа вниз клин 20 выходит из соприкосновения с правой боковой кромкой
планки 7 с копирной рабочей поверхностью, после чего клин iS давит на ролик 6 и перемещает ползушку 3 вместе с зажатой проволокой i 2 по направляющему пазу Б на величину шага подачи. При дальнейшем опускании верхней плиты 17 штампа и клина 18 пол- зушка 3 остается в неподвижном состоянии, а клин 19 воздействует на левую боковую кромку планки 7 с копирной рабочей поверхностью и перемещает ее в направлении противоположном подаче, приподнимая копирной рабочей поверхностью прижимную плитку 5. Между прижимной плиткой 5 и
проволокой 12 образуется зазор.
При движении верхней плиты 17 штампа вверх клин 19 выходит из соприкосновения с левой боковой кромкой планки 7 с копирной рабочей поверхностью, оставляя ее неподвижной. Клин 18 поднимается и отходит от ролика 6 и дает возможность ползушке 3 под действием пружины 16 перемещаться под проволокой 12 в
направлении, противоположном подаче до соприкосновения с винтом 13.Проволока 12 остается неподвижной и удерживается от смещения о под действием пружины 9 прижимной плиткой 10
с эластичной вставкой 11 и стойкой 8.
После остановки ползушки 3 и отвода клина 18 от ролика 6 клин 20 воздействует на планку 7 с копирной рабочей поверхностью и перемещает
ее в направлении подачи. Прижимная плитка 5 О.ПУекается под действием пружины 4, прижимая проволоку 12 к ползушке 3. Подача проволоки в зону обработки может повторяться.
Для получения точного шага подачи и обеспечения надежности работы устройства усилие зажима проволоки 12 между прижимной плиткой 5 и пол3 12552474
зушкой 3 должно быть больше усилияползушки 3 в исходное положение план- удержания ее от смещения между плит-.кой 7 с копирной рабочей поверх- кой 10 с эластичной вставкой И иностью при помощи клина 19 стойкой 8. Это достигается регули-создается зазор между пода- рованием усилия сжатия пружин А и9,-s ваемой проволокой с прижим- Дпя обеспечения свободного возвратаной плиткой 5,
/ п
fr // 3
15
IS
1 Z J
Фаг.1
ВааА
6 5
rs
Редактор Г.Волкова
Составитель Ю.Жаворонков Техред Л.Сердюкова
Заказ 4746/9 Тираж 783Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д.4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная,4
ери г. 2
Корректор Л.Патай
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи полосового и ленточного материалов в штамп | 1983 |
|
SU1138212A1 |
| Устройство для подачи длинномерного материала в зону обработки | 1985 |
|
SU1266617A1 |
| Устройство для фиксации материала в рабочей зоне штампа | 1979 |
|
SU876240A1 |
| Устройство для подачи материала в зону обработки | 1981 |
|
SU963630A1 |
| Комбинированный штамп последовательного действия для изготовления полых тонкостенных заклепок | 1987 |
|
SU1489897A1 |
| Способ изготовления из листового материала сетки и штамп для его осуществления | 1983 |
|
SU1630842A1 |
| Устройство для подачи длинномерного материала в зону обработки конструкции И.В.Заниса | 1982 |
|
SU1038026A1 |
| Штамп для сборки петель | 1974 |
|
SU553081A1 |
| Штамп для изготовления просечно-вытяжной сетки | 1984 |
|
SU1260070A1 |
| Штамп с отключаемыми пуансонами | 1986 |
|
SU1411078A1 |

| Налов А.Н | |||
| и Прейс В.Ф | |||
| Механизация и автоматизация штамповочных работ | |||
| - М.: Машгиз, 1955, с.63 фиг.47. |
