хватными органами и закрепленной в ней осью, перпендикулярной оси давления штампа и линии расположения зубьев пуансонов, несущей шарнирно связанный с ней лоток, тянущей каретки с захватным органом и преобразующего механизма, связывающего каретки с частью штампа, несущей пуансоны, и сообщающего подающей каретке перемещение вдоль линии расположения пуансонов, а тянущей - аналогичное перемещение и перемещение вдоль оси давления.
3. Штамп по п. 2, отличающийся тем, что преобразующий механизм выполнен в виде трех пар попарно параллельных копиров, закрепленных в части штампа, несущей матрицы, пальцев, закрепленных в подающей каретке и устанавливаемых с возможностью взаимодействия с одной из пар копиров,- другого комплекта пальцев, закрепленного в тянущей каретке и устанавливаемого с возможностью взаимодействия с другой парой копиров.
А. Штамп по пп. 2 и 3, о т /1 и ч а ю щ и й- с я тем, что захватный орган тянущей каретки выполнен в виде рычага, установленного на оси с возможностью поворота, захвата, снабженного пружиной и размещенного на одном конце рычага, упругого элемента и упора, размещенных у другого конца рычага по разные его стороны
5.Штамп по пп. 2-4, отличэющий- с я тем, что, с целью регулирования шага подачи, узел подачи снабжен тремя парами дисков, каждый копир выполнен в одном из дисков и каждый диск установлен с возможностью поворота вокруг оси, параллельный пальцам.
6.Штамп по п. 3, отличающийся тем, что узел перемешивания материала снабжен направляющими роликами и средством торможения, расположенными на лотке.
7.Штамп по п. 2, отличающийся тем, что пуансоны, матрицы и вставки установлены с возможностью съема.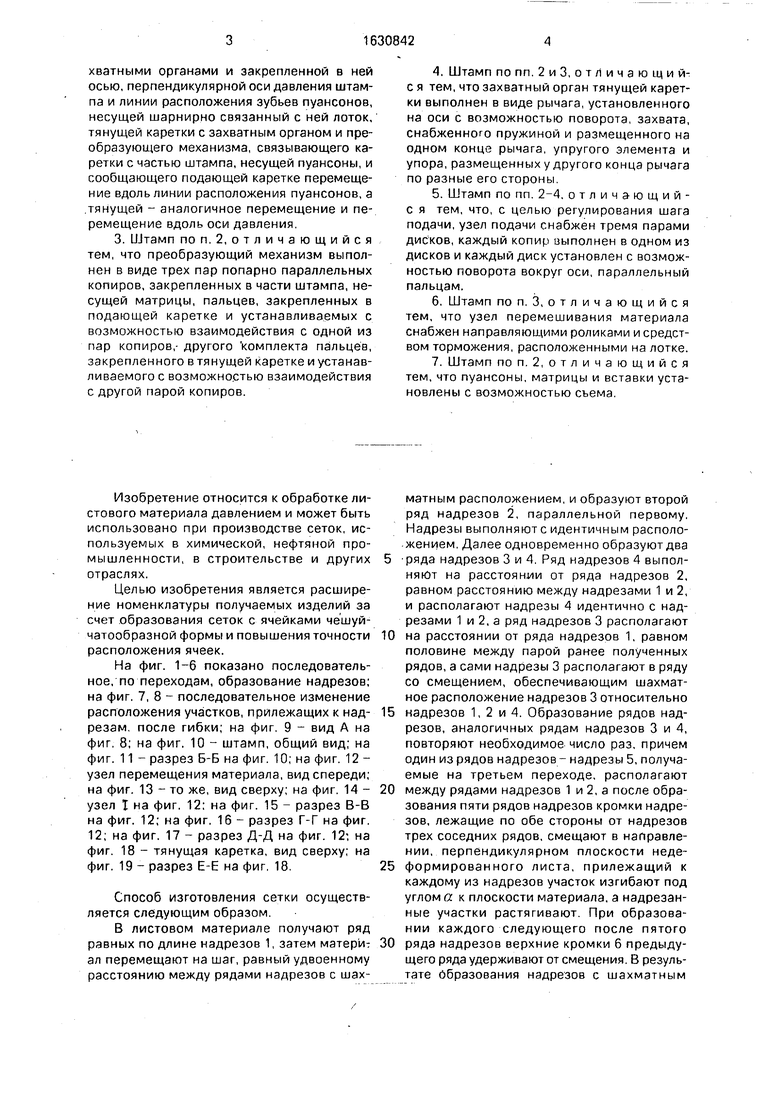
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления просечно-вытяжной сетки | 1976 |
|
SU617125A1 |
| Способ изготовления петель | 1982 |
|
SU1148684A1 |
| Автоматический штамп для просечкилиСТА | 1978 |
|
SU799865A1 |
| Устройство для изготовления сотовогозАпОлНиТЕля | 1978 |
|
SU806209A1 |
| Штамп для поэлементной штамповки деталей из листовых заготовок | 1983 |
|
SU1199363A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1973 |
|
SU361000A1 |
| Штамп для изготовления деталей типа втулок из листового материала | 1986 |
|
SU1433602A1 |
| Штамп для обработки листового материала | 1990 |
|
SU1748906A2 |
| Штамп-автомат для формообразования и сборки деталей | 1979 |
|
SU882683A1 |
| Штамп для изготовления отводов | 1977 |
|
SU665963A1 |
1. Способ изготовления из листового материала сетки с ячейками, которые получают путем образования параллельных рядов, равных по длине, и расположенных в шахматном порядке надрезов и гибки под углом к плоскости материала участков, прилежащих к надрезам, отличающийся тем, что, с целью расширения номенклатуры получаемых сеток за счет образования че- шуйчатообразных ячеек и повышения точности расположения последних, образуют два ряда надрезов, один на расстоянии от одного из ранее полученных рядов, равном расстоянию между ранее полученными рядами, и с идентичным расположением надрезов, а другой по другую сторону от ранее полученных рядов, на расстоянии, равном половине расстояния между ними, и с шахматным расположением надрезов относительно смежного ряда, затем надрезку пар рядов с шахматным расположением и расстоянием между ними, равным 2,5 расстояния и между первой парой рядов, повторяют до образования надрезов по всей длине листового материала, в процессе образования каждого следующего ряда верхние кромки надрезов предыдущего ряда удерживают от смещения, а последующую деформацию заготовки производят после образования первых пяти линий надрезов, расположенных между собой в шахматном порядке, относительным перемещением кромок надрезов, лежащих на линиях, расположенных по обе стороны от трех соседних линий надрезов вдоль плоскости материала участков, прилежащих к надрезам, в направлении, перпендикулярном к линии надрезов. 2. Штамп для изготовления из листового материала сетки, содержащий зубчатый пуансон для образования ряда надрезов и гибки надрезанных участков, закрепленный в одной части штампа, матрицу, размещенную в другой части штампа, и узел перемещения материала, отличающийся тем, что он снабжен дополнительным зубчатым пуансоном, идентичным основному, и дополнительной матрицей, матрицы выполнены зубчатыми, пуансоны, а также матрицы размещены параллельно, а их зубья расположены в шахматном порядке, каждый пуансон оснащен примыкающей к нему зубчатой вставкой для удержания кромки надрезанных участков от смещения с зубьями, расположенными аналогично зубьям пуансонов, узел перемещения материала выполнен в виде подающей каретки с заСП с о CJ о 00 Јь ND 
Изобретение относится к обработке листового материала давлением и может быть использовано при производстве сеток, используемых в химической, нефтяной промышленности, в строительстве и других отраслях.
Целью изобретения является расширение номенклатуры получаемых изделий за счет образования сеток с ячейками чешуй- чатообразной формы и повышения точности расположения ячеек.
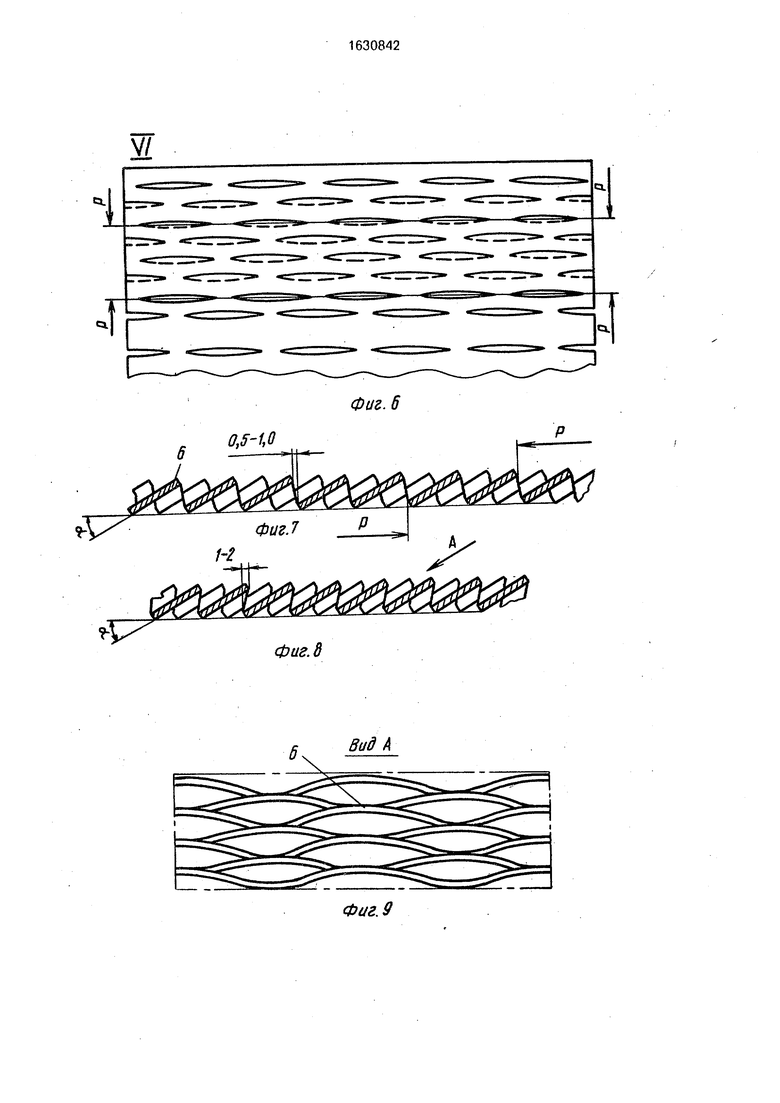
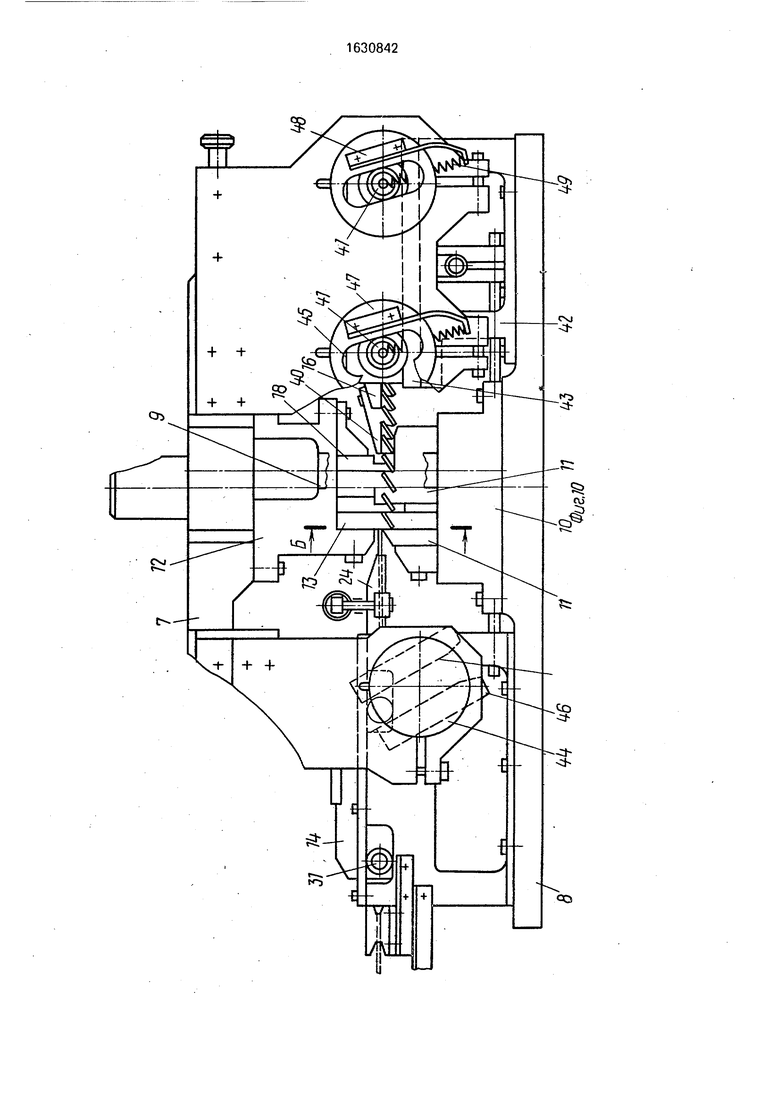
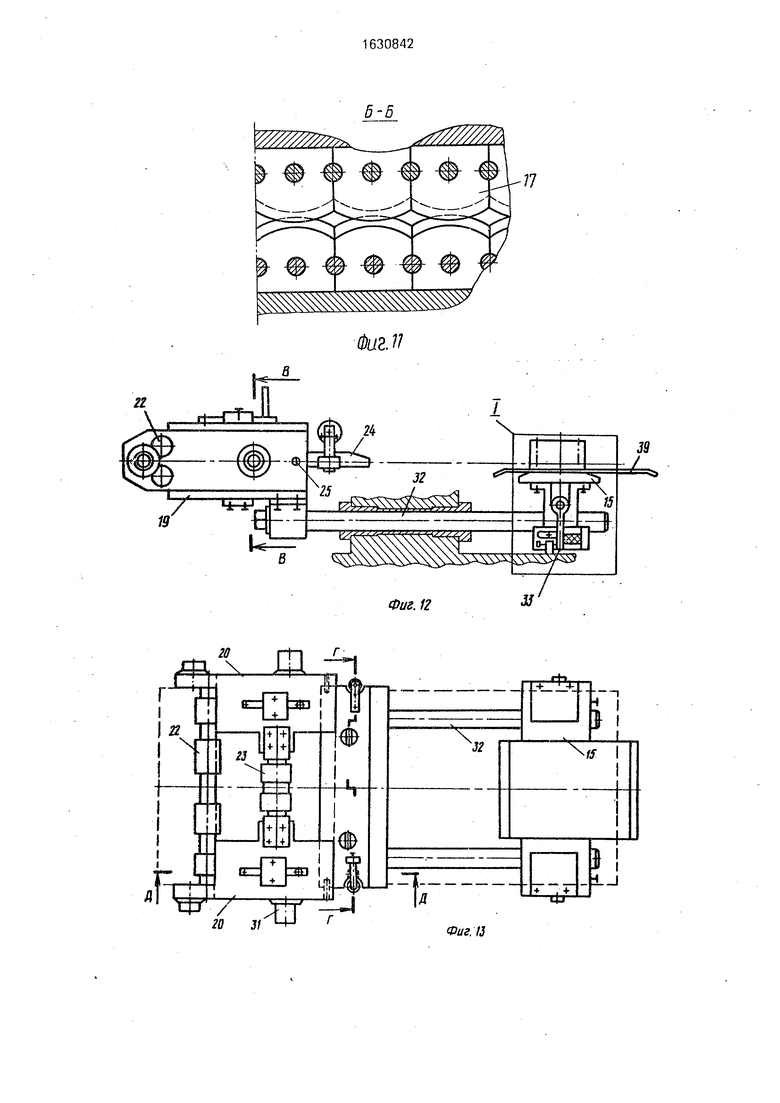
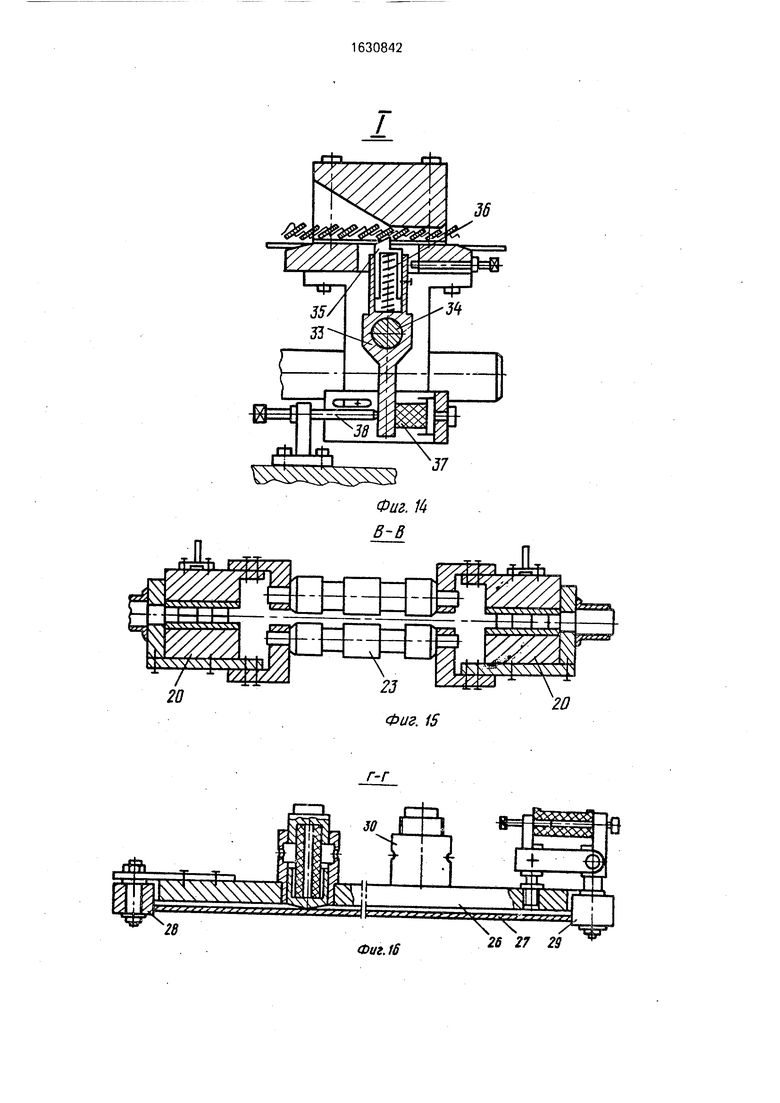
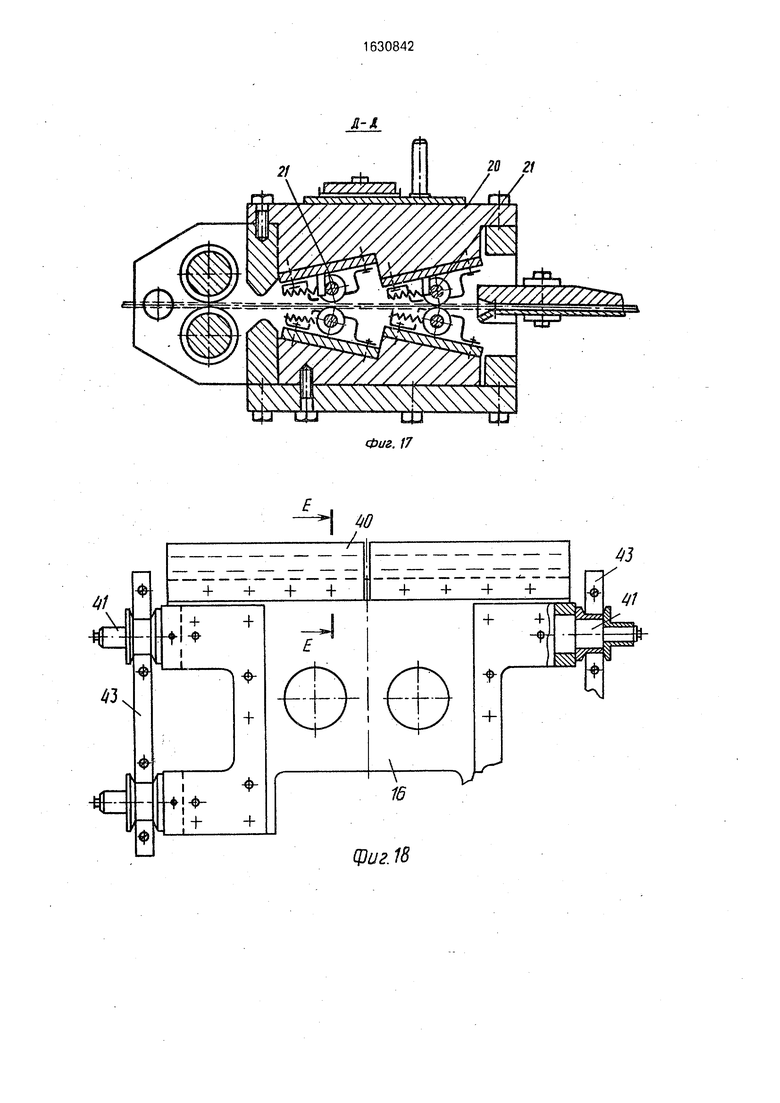
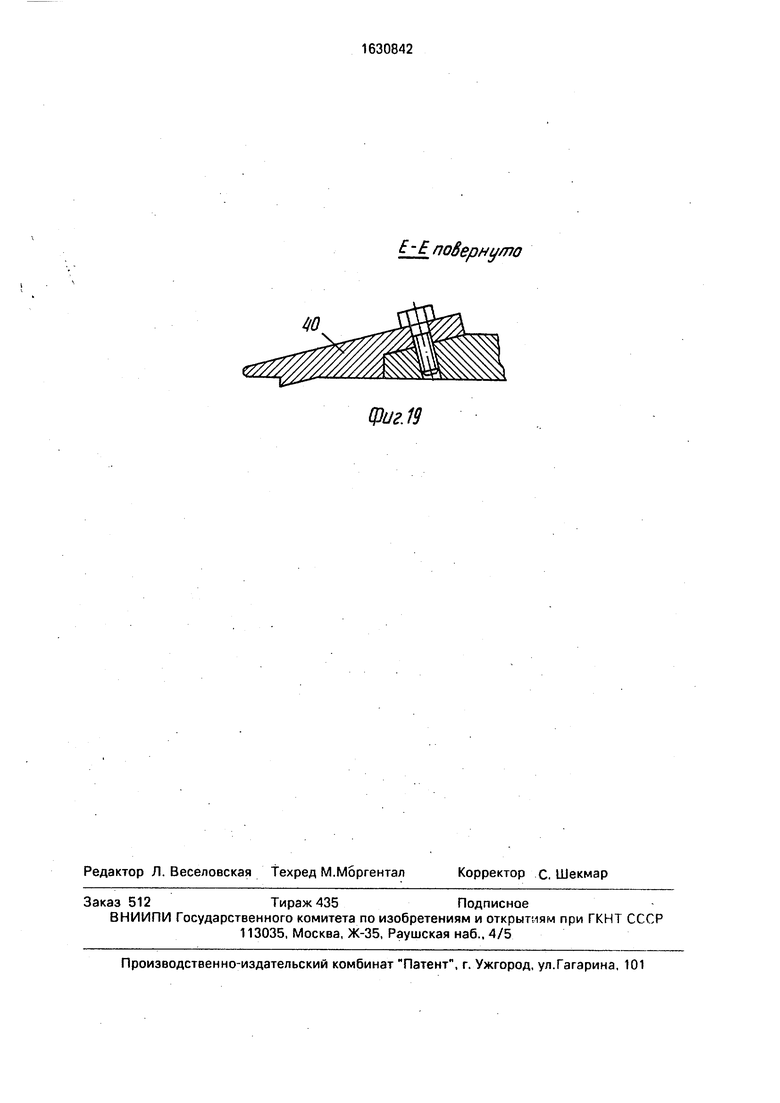
На фиг. 1-6 показано последовательное, по переходам, образование надрезов; на фиг. 7, 8 - последовательное изменение расположения участков, прилежащих к надрезам, после гибки; на фиг. 9 - вид А на фиг. 8; на фиг. 10 - штамп, общий вид; на фиг. 11 - разрез Б-Б на фиг. 10; на фиг. 12 - узел перемещения материала, вид спереди; на фиг. 13 - то же, вид сверху; на фиг. 14 - узел I на фиг. 12; на фиг. 15 - разрез В-В на фиг. 12; на фиг. 16 - разрез Г-Г на фиг. 12; на фиг. 17 - разрез Д-Д на фиг. 12; на фиг. 18 - тянущая каретка, вид сверху; на фиг. 19 - разрез Е-Е на фиг. 18.
Способ изготовления сетки осуществляется следующим образом.
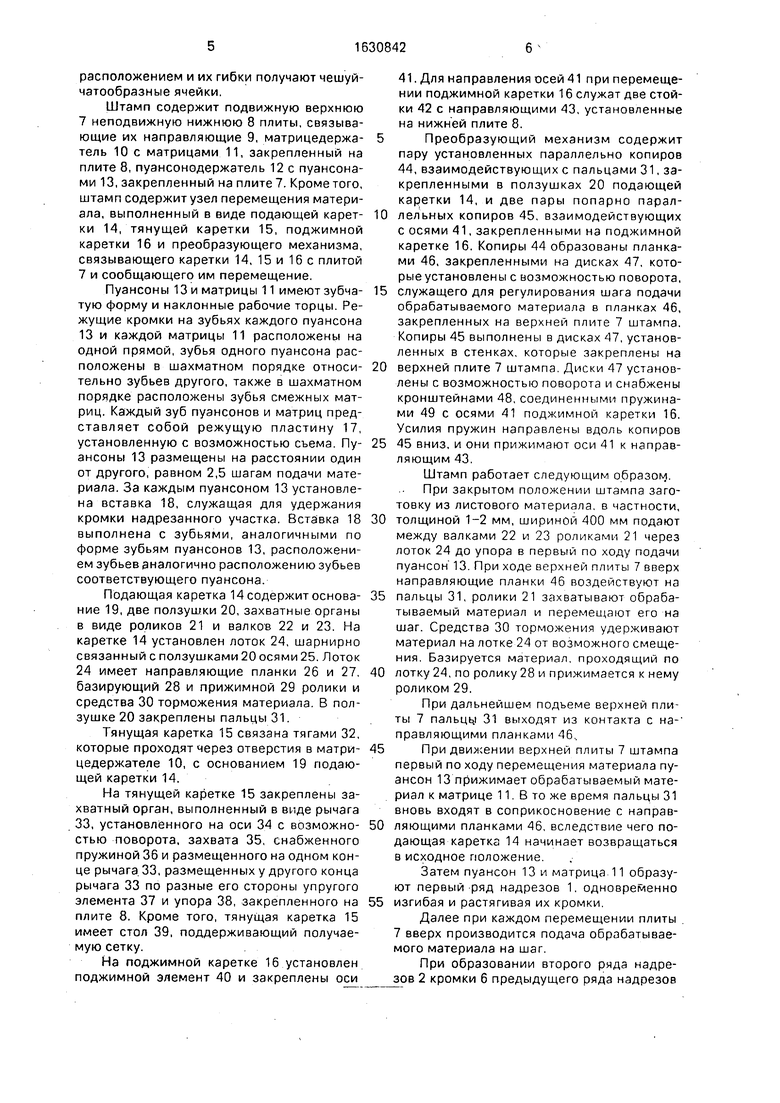
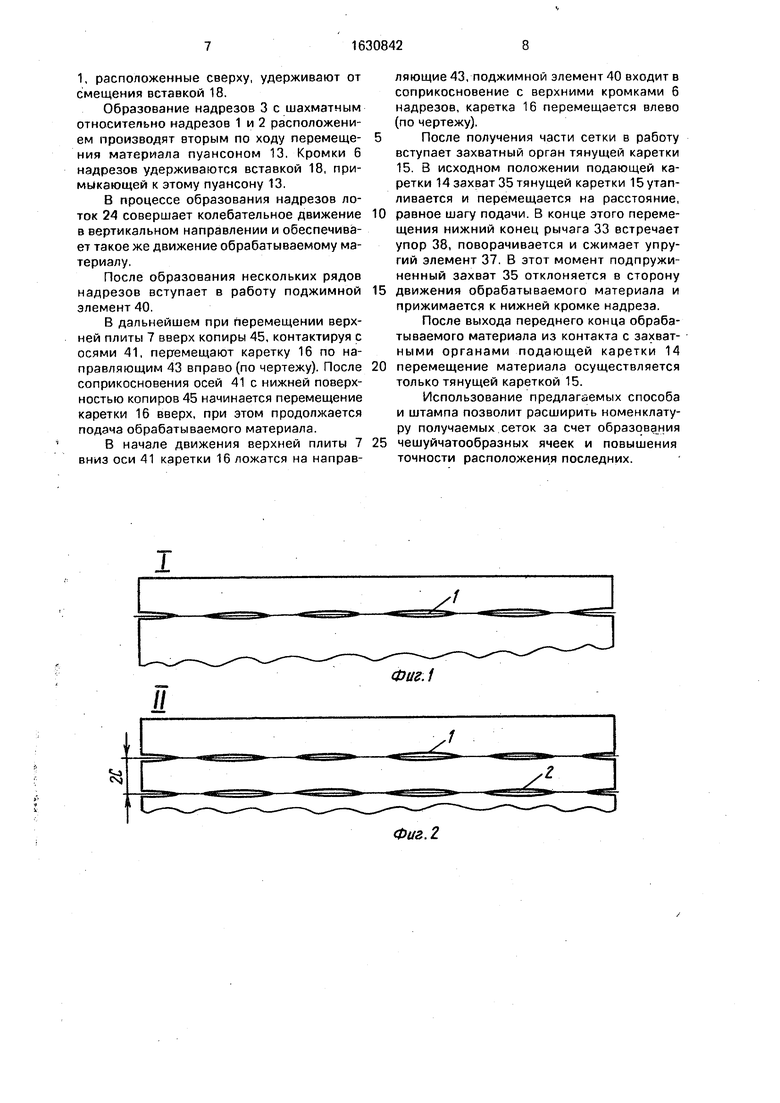
В листовом материале получают ряд равных по длине надрезов 1, затем материт ал перемещают на шаг, равный удвоенному расстоянию между рядами надрезов с шахматным расположением, и образуют второй ряд надрезов 2, параллельной первому. Надрезы выполняют с идентичным расположением. Далее одновременно образуют два
ряда надрезов 3 и 4. Ряд надрезов 4 выполняют на расстоянии от ряда надрезов 2, равном расстоянию между надрезами 1 и 2, и располагают надрезы 4 идентично с надрезами 1 и 2, а ряд надрезов 3 располагают
на расстоянии от ряда надрезов 1, равном половине между парой ранее полученных рядов, а сами надрезы 3 располагают в ряду со смещением, обеспечивающим шахматное расположение надрезов 3 относительно
надрезов 1, 2 и 4. Образование рядов надрезов, аналогичных рядам надрезов 3 и 4, повторяют необходимое число раз, причем один из рядов надрезов - надрезы 5, получаемые на третьем переходе, располагают
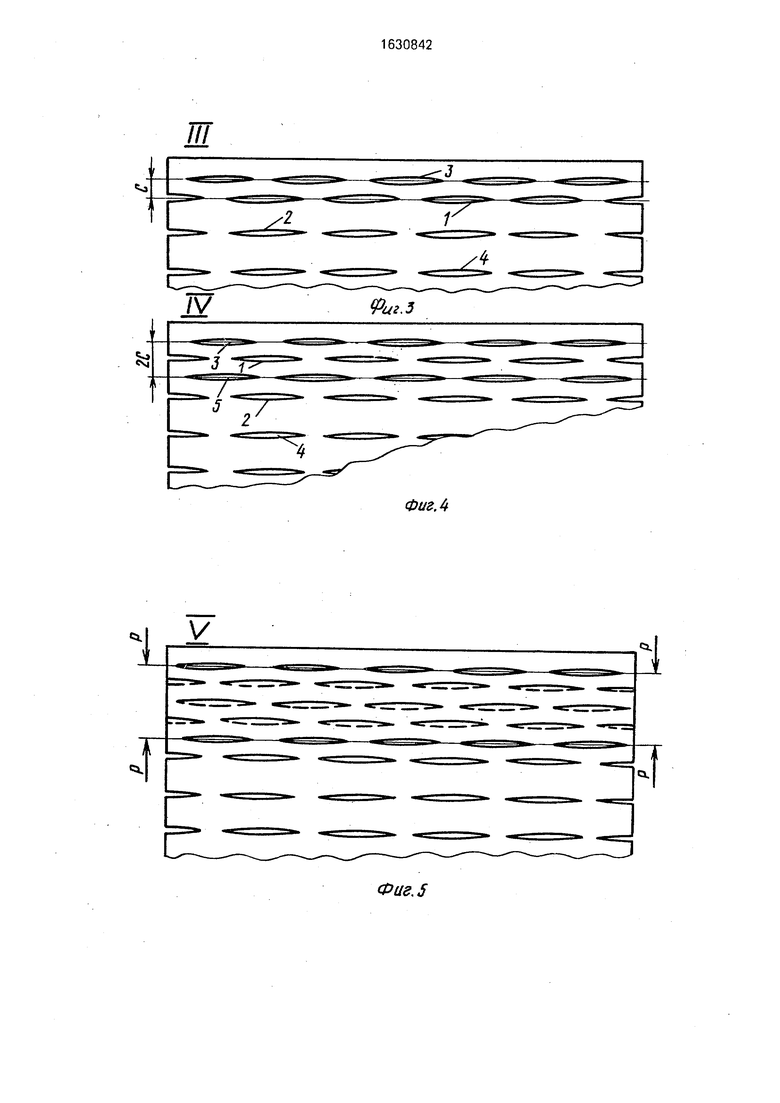
между рядами надрезов 1 и 2, а после образования пяти рядов надрезов кромки надрезов, лежащие по обе стороны от надрезов трех соседних рядов, смещают в направлении, перпендикулярном плоскости недеформированного листа, прилежащий к каждому из надрезов участок изгибают под углом а к плоскости материала, а надрезанные участки растягивают При образовании каждого следующего после пятого
ряда надрезов верхние кромки 6 предыдущего ряда удерживают от смещения. В результате образования надрезов с шахматным
расположением и их гибки получают чешуй- чатообразные ячейки.
Штамп содержит подвижную верхнюю 7 неподвижную нижнюю 8 плиты, связывающие их направляющие 9, матрицедержа- тель 10 с матрицами 11, закрепленный на плите 8, пуансонодержатель 12 с пуансонами 13, закрепленный на плите 7. Кроме того, штамп содержит узел перемещения материала, выполненный в виде подающей каретки 14, тянущей каретки 15, поджимной каретки 16 и преобразующего механизма, связывающего каретки 14, 15 и 16 с плитой 7 и сообщающего им перемещение.
Пуансоны 13 и матрицы 11 имеют зубчатую форму и наклонные рабочие торцы. Режущие кромки на зубьях каждого пуансона 13 и каждой матрицы 11 расположены на одной прямой, зубья одного пуансона расположены в шахматном порядке относительно зубьев другого, также в шахматном порядке расположены зубья смежных матриц. Каждый зуб пуансонов и матриц представляет собой режущую пластину 17, установленную с возможностью съема. Пуансоны 13 размещены на расстоянии один от другого, равном 2,5 шагам подачи материала. За каждым пуансоном 13 установлена вставка 18, служащая для удержания кромки надрезанного участка. Вставка 18 выполнена с зубьями, аналогичными по форме зубьям пуансонов 13, расположением зубьев аналогично расположению зубьев соответствующего пуансона.
Подающая каретка 14 содержит основание 19, две ползушки 20, захватные органы в виде роликов 21 и валков 22 и 23. На карегке 14 установлен лоток 24, шарнирно связанный с ползушками 20 осями 25. Лоток 24 имеет направляющие планки 26 и 27. базирующий 28 и прижимной 29 ролики и средства 30 торможения материала. В пол- зушке 20 закреплены пальцы 31.
Тянущая каретка 15 связана тягами 32, которые проходят через отверстия в матрм- цедержателе 10, с основанием 19 подающей каретки 14.
На тянущей каретке 15 закреплены захватный орган, выполненный в виде рычага 33, установленного на оси 34 с возможностью поворота, захвата 35, снабженного пружиной 36 и размещенного на одном конце рычага 33, размещенных у другого конца рычага 33 по разные его стороны упругого элемента 37 и упора 38, закрепленного на плите 8. Кроме того, тянущая каретка 15 имеет стол 39, поддерживающий получаемую сетку.
На поджимной каретке 16 установлен поджимной элемент 40 и закреплены оси
Преобразующий механизм содержит
пару установленных параллельно копиров 44, взаимодействующих с пальцами 31, закрепленными в ползушках 20 подающей каретки 14, и две пары попарно парал0 лельных копиров 45, взаимодействующих с осями 41, закрепленными на поджимной каретке 16. Копиры 44 образованы планками 46, закрепленными на дисках 47, которые установлены с возможностью поворота,
5 служащего для регулирования шага подачи обрабатываемого материала в планках 46, закрепленных на верхней плите 7 штампа. Копиры 45 выполнены в дисках 47, установленных в стенках, которые закреплены на
0 верхней плите 7 штампа. Диски 47 установлены с возможностью поворота и снабжены кронштейнами 48, соединенными пружинами 49 с осями 41 поджимной каретки 16. Усилия пружин направлены вдоль копиров
5 45 вниз, и они прижимают оси 41 к направляющим 43.
Штамп работает следующим образом. При закрытом положении штампа заготовку из листового материала, в частности,
0 толщиной 1-2 мм, шириной 400 мм подают между валками 22 и 23 роликами 21 через лоток 24 до упора в первый по ходу подачи пуансон 13. При ходе верхней плиты 7 вверх направляющие планки 46 воздействуют на
5 пальцы 31, ролики 21 захватывают обрабатываемый материал и перемещают его на шаг. Средства 30 торможения удерживают материал на лотке 24 от возможного смещения. Базируется материал, проходящий по
0 лотку 24, по ролику 28 и прижимается к нему роликом 29.
При дальнейшем подъеме верхней плиты 7 пальць.1 31 выходят из контакта с на- правляющими планками 46
5При движении верхней плиты 7 штампа
первый по ходу перемещения материала пуансон 13 прижимает обрабатываемый материал к матрице 11. В то же время пальцы 31 вновь входят в соприкосновение с направ0 ляющими планками 46, вследствие чего подающая каретка 14 начинает возвращаться в исходное положение.
Затем пуансон 13 и матрица 11 образуют первый ряд надрезов 1, одновременно
5 изгибая и растягивая их кромки.
Далее при каждом перемещении плиты 7 вверх производится подача обрабатываемого материала на шаг.
При образовании второго ряда надрезов 2 кромки 6 предыдущего ояда надрезов
1, расположенные сверху, удерживают от смещения вставкой 18.
Образование надрезов 3 с шахматным относительно надрезов 1 и 2 расположением производят вторым по ходу перемещения материала пуансоном 13. Кромки 6 надрезов удерживаются вставкой 18, примыкающей к этому пуансону 13.
В процессе образования надрезов лоток 24 совершает колебательное движение в вертикальном направлении и обеспечивает такое же движение обрабатываемому материалу.
После образования нескольких рядов надрезов вступает в работу поджимной элемент 40.
В дальнейшем при перемещении верхней плиты 7 вверх копиры 45, контактируя с осями 41, перемещают каретку 16 по направляющим 43 вправо (по чертежу). После соприкосновения осей 41 с нижней поверхностью копиров 45 начинается перемещение каретки 16 вверх, при этом продолжается подача обрабатываемого материала.
В начале движения верхней плиты 7 вниз оси 41 каретки 16 ложатся на направЪ
ляющие 43, поджимной элемент 40 входит в соприкосновение с верхними кромками 6 надрезов, каретка 16 перемещается влево (по чертежу).
После получения части сетки в работу
вступает захватный орган тянущей каретки 15 В исходном положении подающей каретки 14 захват 35 тянущей каретки 15 утапливается и перемещается на расстояние,
равное шагу подачи. В конце этого перемещения нижний конец рычага 33 встречает упор 38, поворачивается и сжимает упругий элемент 37. В этот момент подпружиненный захват 35 отклоняется в сторону
движения обрабатываемого материала и прижимается к нижней кромке надреза.
После выхода переднего конца обрабатываемого материала из контакта с захватными органами подающей каретки 14
перемещение материала осуществляется только тянущей кареткой 15.
Использование предлагаемых способа и штампа позволит расширить номенклатуру получаемых сеток за счет образования
чешуйчатообразных ячеек и повышения точности расположения последних.
Фиг.1
/
Фиг.2
1
v
Фиг Л
1
Фиг, 5
0,5-1,0
фиг. 8
Фаг. 9
Фиг. 6
Вид А
5
fcs
Фиг. /4 В-В
36
37
Фиг. 15
Фиг. 16
NT х- 26 27 23
4/
41
Л-Л
20 21
Фиг. 17
фиг. 18
40
Редактор Л. Веселовская Техред М.Мбргентал
Заказ 512Тираж 435Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул.Гагарина, 101
поверну/по
фиг. 19
Корректор С. Шекмар
| Споровая ловушка | 1986 |
|
SU1406152A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Печь для сжигания твердых и жидких нечистот | 1920 |
|
SU17A1 |
| Способ изготовления сетки из листовой заготовки | 1971 |
|
SU521045A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Дурандин М.М | |||
| и др | |||
| Штампы для холодной штамповки мелких деталей, Альбом конструкций и схем | |||
| М.: Машиностроение, 1978, с | |||
| Спускная труба при плотине | 0 |
|
SU77A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
