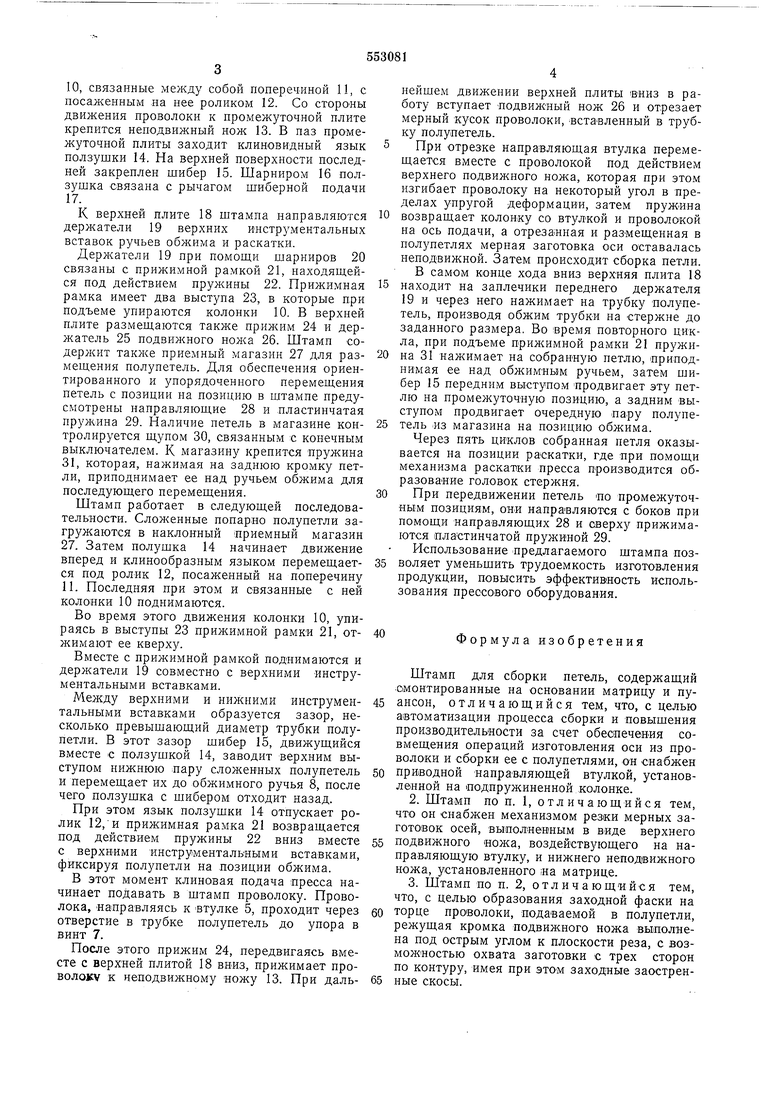
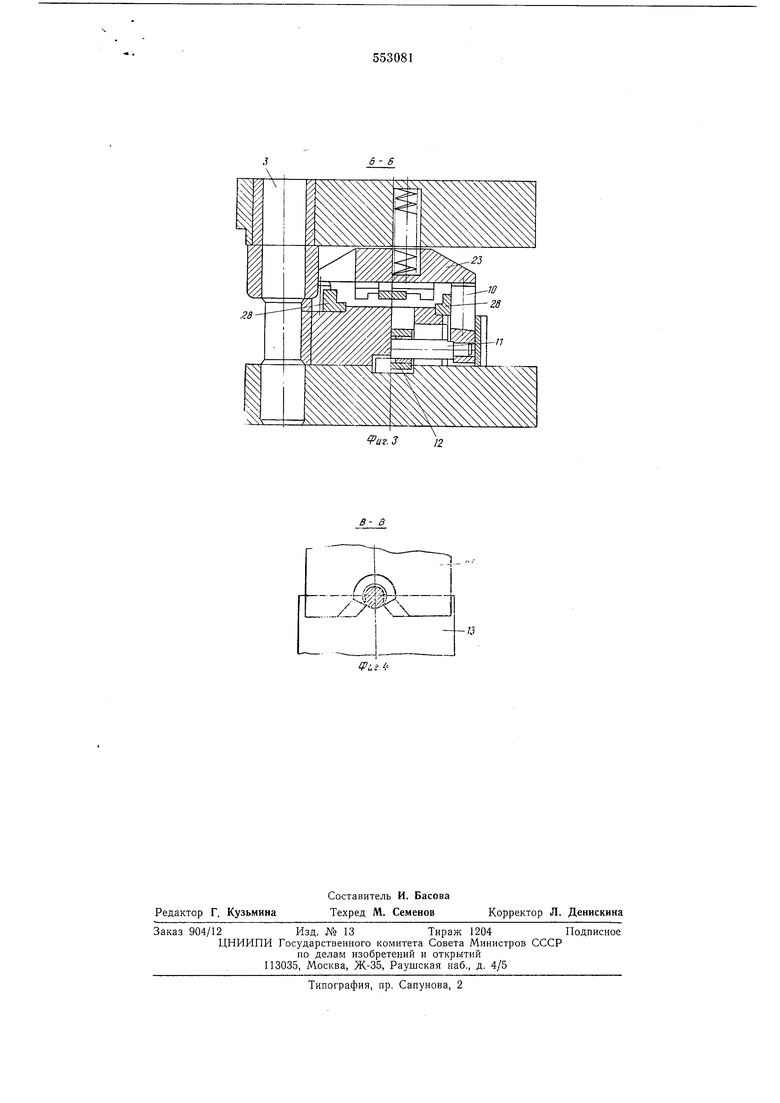
10,связанные между собой поперечиной 11, с посаженным на нее роликом 12. Со сторо«ы движения проволоки к промежуточной плите крепится неподвижный нож 13. В паз промежуточной плиты заходит клиновидный язык ползушки 14. На верхней поверхности последней закреплен шибер 15. Шарниром 16 ползушка связана с рычагом шиберной подачи 17.
К верхней плите 18 штампа направляются держатели 19 верхних инструментальных вставок ручьев обжима и раскаткн.
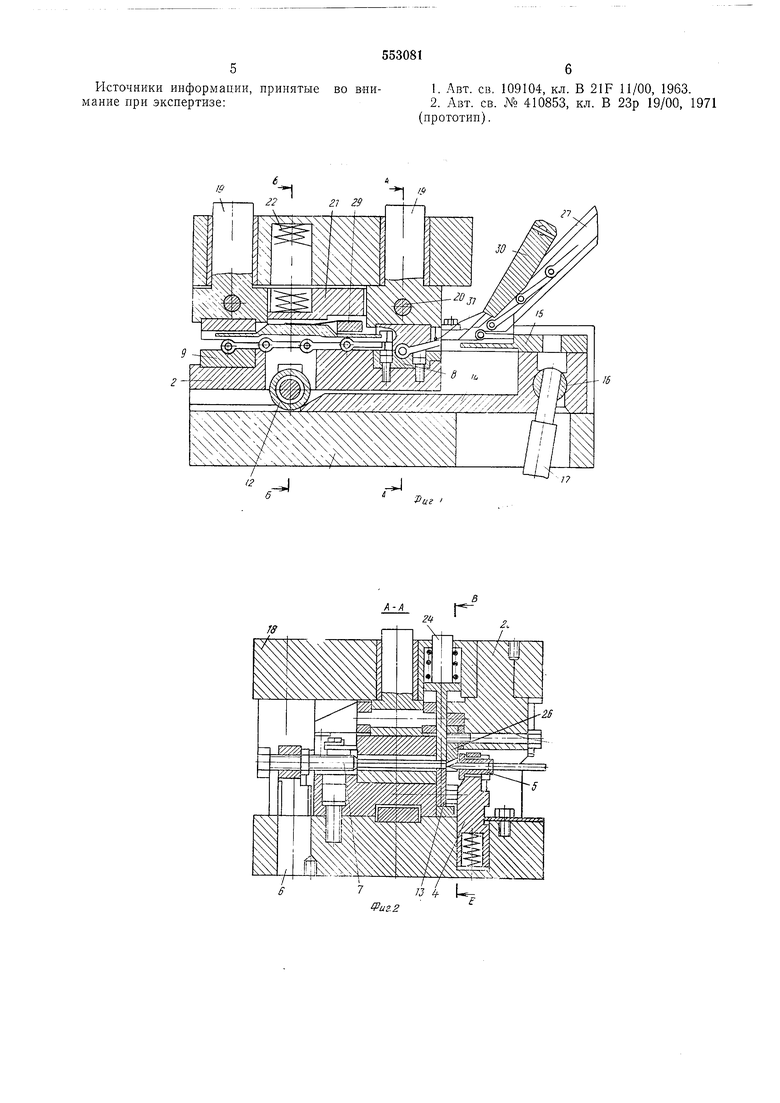
Держатели 19 при помощи шарниров 20 связаны с прижимной рамкой 21, находяпдейся под действием 22. Прижимная рамка имеет два выступа 23, в которые при подъеме упираются колонки 10. В верхней плите размеш,аются также прижим 24 и держатель 25 подвижного ножа 26. Штамп содержит также приемный магазин 27 для размеш;ения полупетель. Для обеспечения ориентированного и упорядоченного перемещения нетель с позиции на позицию в штампе предусмотрены направляющие 28 и пластинчатая пружина 29. Наличие петель в магазине контролируется щупом 30, связанным с конечным выключателем. К магазину крепится пружина 31, которая, нажимая на заднюю кромку петли, приподнимает ее над ручьем обжима для последующего перемещения.
Штамп работает в следующей последовательности. Сложенные попарно полупетли загружаются в наклонный приемный магазин 27. Затем полушка 14 начинает движение вперед и клинообразным языком перемещается под ролик 12, посаженный на поперечину
11.Последняя при этом и связанные с ней колонки 10 поднимаются.
Во время этого движения колонки 10, упираясь в выступы 23 прижимной рамки 21, отжимают ее кверху.
Вместе с прижимной рамкой поднимаются и держатели 19 совместно с верхними инструментальными вставками.
Между верхними и нижними инструментальными вставками образуется зазор, несколько превышающий диаметр трубки полупетли. В этот зазор шибер 15, движущийся вместе с ползушкой 14, заводит верхним выступом нижнюю лару сложенных полупетель и перемещает их до обжимного ручья 8, после чего ползушка с шибером отходит назад.
При этом язык ползушки 14 отпускает ролик 12,И прижимная рамка 21 возвращается нод действием пружины 22 вниз вместе с верхними инструментальными вставками, фиксируя полупетли на позиции обжима.
В этот момент клино;вая подача пресса начинает подавать в штамп проволоку. Проволока, направляясь к втулке 5, проходит через отверстие в трубке полунетель до упора в винт 7.
После этого прижим 24, передвигаясь вместе с верхней плитой 18 вниз, прижимает проволоку к неподвижному ножу 13. При дальнейшем движении верхней плиты Б«ИЗ в работу вступает -подвижный нож 26 и отрезает мерный кусок проволоки, вставленный в трубку полупетель.
При отрезке направляющая втулка перемещается вместе с проволокой под действием верхнего подвижного ножа, которая при этом изгибает проволоку на некоторый угол в пределах упругой деформации, затем пружина
возвращает колонку со втулкой и проволокой
на ось подачи, а отрезанная и размещенная в
полунетлях мерная заготовка оси оставалась
неподвижной. Затем происходит сборка петли.
В самом конце хода вниз верхняя плита 18
находит на заплечики переднего держателя 19 и через него нажимает на трубку полупетель, производя обжим трубки на стержне до заданного размера. Во время повторного цикла, при подъеме прижимной рамки 21 пружина 31 нажимает на собранную петлю, приподнимая ее над обжимным ручьем, затем шибер 15 передним выступом продвигает эту петлю на промежуточную позицию, а задним выступом продвигает очередную пару полупетель из магазина на позицию обжима.
Через пять циклов собранная петля оказывается на позиции раскатки, где при помощи механизма раскатки пресса производится образование головок стержня.
При передвижении петель по промежуточным позициям, они направляются с боков при помощи направляющих 28 и сверху прижимаются пластинчатой пружиной 29. Использование предлагаемого щтампа позволяет уменьшить трудоемкость изготовления продукции, повысить эффективность использования прессового оборудования.
Формула изобретения
Штамп для сборки петель, содержащий омонтированные на основании матрицу и пуаксон, отличающийся тем, что, с целью автоматизации процесса сборки и повышения производительности за счет обеспечения совмещения операций изготовления оси из проволоки и сборки ее с полупетлями, он снабжен
приводной направляющей втулкой, установленной на подпружиненной колонке.
2.Штамп но п. 1, отличающийся тем, что он снабжен механизмом резки мерных заготовок осей, выполненным в виде верхнего
подвижного «ожа, воздействующего на направляющую втулку, и нижнего неподвижного ножа, установленного яа матрице.
3.Штамп по п. 2, отличающийся тем, что, с целью образования заходной фаски на
торце проволоки, подаваемой в полупетли, режущая кромка подвижного ножа выполнена под острым углом к плоскости реза, с возможностью охвата заготовки с трех сторон по контуру, имея при этом заходные заостренные скосы.
РЬсточники информации, принятые во внимание при экснертизе:
1.Авт. св. 109104, кл. В 21F 11/00, 1963.
2.Авт. св. № 410853, кл. В 23р 19/00, 1971 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления петель | 1986 |
|
SU1444041A1 |
| Автомат для сборки пряжек | 1981 |
|
SU986701A1 |
| Штамп для зачистки | 1991 |
|
SU1830298A1 |
| Штамп для гибки | 1988 |
|
SU1523223A1 |
| Штамп для закатки петель | 1990 |
|
SU1801667A1 |
| Штамп для изготовления петель | 1977 |
|
SU721197A1 |
| МНОГОПОЗИЦИОННЫЙ КОМБИНИРОВАННЫЙ ШТАМП | 1955 |
|
SU103861A1 |
| Штамп для изготовления коушей | 1990 |
|
SU1738436A1 |
| Штамп для рубки листового материала | 1983 |
|
SU1181792A1 |
| Многопозиционный штамп последовательного действия к прессу | 1990 |
|
SU1780915A1 |
Г8
Риг
Vus.2
,.
ЛJ Риг. J/2
1I
