Изобретение относится к машиностроению и может быть использовано при автоматизации резьбонакатньпс станков.
Целью изобретения является повы - шение надежности работы устройства.
На чертеже изображено npe yiarae- мое устройство, общий вид.
Загрузочное устройство содержит механизмподачи заготовок из бункера в зону обработки Механизм подачи состоит из ползуна 1, корпуса 2 в виде направляющей призмы, стопора 3 с пружиной 4, винта 5 упора, опорной планки 6, Ползун имеет приемное окно 7 для захвата заготовки с размером, равным диаметру заготовки + 0,5 мм.
В ползуне установлен сигнальшж флажок 8,
В отверстие вертикальной стенки корпз са 2 вставлена подводящая трубка 9 питателя О инжекторного типа с каналами, диаметр которых равен диаметру заготовки +1 ,0 мм. Шевмо- привод связан с ползуном штоком 11 с помощью стопора 3 и кольцевой канавки 12 на штоке под сТопор.
Привод состоит из рабочего пнев- моцилиндра 13 одностороннего действия, соединенного воздухопроводом 14 с золотником 15.
Пневмоцилиндр имеет порщевь 16, посаженный на шток П, хвостовик 17
пружину 18 на хвостовике.
Хвостовик навинчивается на резьбовую часть штока, поджимает поршень 16 и составляет единое подвижное звено.
На хвостовике имеется канавка 19 для свободного входа-выхода атмосферного воздуха из левой полости цилиндра при работе порпшя. Регулировк натяжения пружины 18 осуществляется пробкой 20. В полости золотника 15 установлены направляющая гильза 21 с плунжером 22, который получает возвратно-поступательное движение с одной стороны от пружины 23, а с другой - от коромысла 24 через винты 25 регулировки. Коромысло получает Колебательное движение от пружины 23 через плунжер 22 с одной стороны и от штанги 26, связанной с за- тапкивателем 27 заготовки в зону накатывания - с другой стороны. Плунжер 22 имеет кольцевую выточку 28 для прохода воздуха от сети в правую
а
2552541
полость рабочего пневмоцилиндра 13, паз 29 для отвода воздуха из правой полости пневмоцилиндра в атмосферу через паз 30 на хвостовике плунжера,
5 а также паз 31 под шпонку для ориентации плунжера пазом 29 относительного входного 32 и выходного 33 отверстий золотника 15.
Устройство работает следующим
to образом.
При отходе заталкивателя 27 в крайнее левое (фиг.) положение штанга 26, воздействуя на плечо коромысла, другим его плечом подает вперед
15 плунжер 22 золотника 15 до совмещения кольцевой выточки 28 плунжера с входным 32 и выходным 33 отверстиями пневмосистемы.
Таким образом, сжатый воздух от
30 сети свободно по воздухопроводу 14 попадает в правую полость пневмоцилиндра 13 отжимает влево поршень 16 совместно со штокой 11 и ползуном 1, совместив приемное окно 7 с подво25 дящей трубкой 9 питателя 10,
Заготовка под воздушной струи питателя 10 подается в зону обработки до ограничивающего упора 34 и располагается между ориентирующей лапкой 35 и торцом заталкивателя 27. В момент заталкивания заготовки штанга 26 совместно с заталкивателем перемещается вперед, освобождает плечо коромысла, а плунжер 22 золотника 15 под действием пружины 23 перемещается в левое положение, перекрывая отверстие 32, а отверстие 33 совмещается с пазом 29. Таким образом, правая полость пневмоцилиндра через воздухопровод 14, отверстие 33, пазы 29 и 30 сообщается с атмосферой и поршень 16 под воздействием пружины 18 перемещается вперед, тем самым совмещает окно 7 захвата заготовки с направляющим лотком 36 вибробункера. При этом очередная заготов.ка при совмещении с окном 7 входит в него под воздействием работы бункера. Для надежной работы механизма подачи необходима предварительная его отладка, , которая состоит в следующем. Приемное ркно 7 ползуна должно быть сцентрировано с направляющим лот- .ком 36 вибробункера и установлено передней кромкой ползуна от среза 55 дотка на величину I (0,5 заг -2), что обеспечивает удаление коротких заготовок ПО принципу разности центров тяжести.
30
35
40
45
50
Заготовка от бункера по лотку 36 входит в отверстие ползуна, устанавливается задним торцом от среза лотка на 4 мм. В упор за первой идет последующая заготовка, которая при переносе первой к трубке - питателя упирается в верхнюю поверхность ползуна, скользит по ней и входит в приемное окно при возвращении ползуна в исходное положение. Далее цикл повторяется.
. При сбоях в подачах бункера возможна ситуация, при которой ползун начинает движение, когда передний ко
нец заготовки будет в окне, а задний - в лотке бункера. При этом сработает блокировка, при которой шток 11, преодолев усилие стопора 3 выйдет из зацепления с ним, свободно отойдет с поршнем назад, не выходя своим передним концом из отверстия в ползуне под шток. При движении поршня со штоком вперед соединение шток - стопор - пЪлзун восстанавливается благодаря упорному винту 5. Сигналом заклинивания в цепи подачи заготовки служит остановка флажка, установленного на ползуне.
20
36
ВИИИПИ Заказ 4748/10.
Произв.-полигр. пр-тие, г. Ужгород, ул. Проектная, 4
Тираж 655 Подписное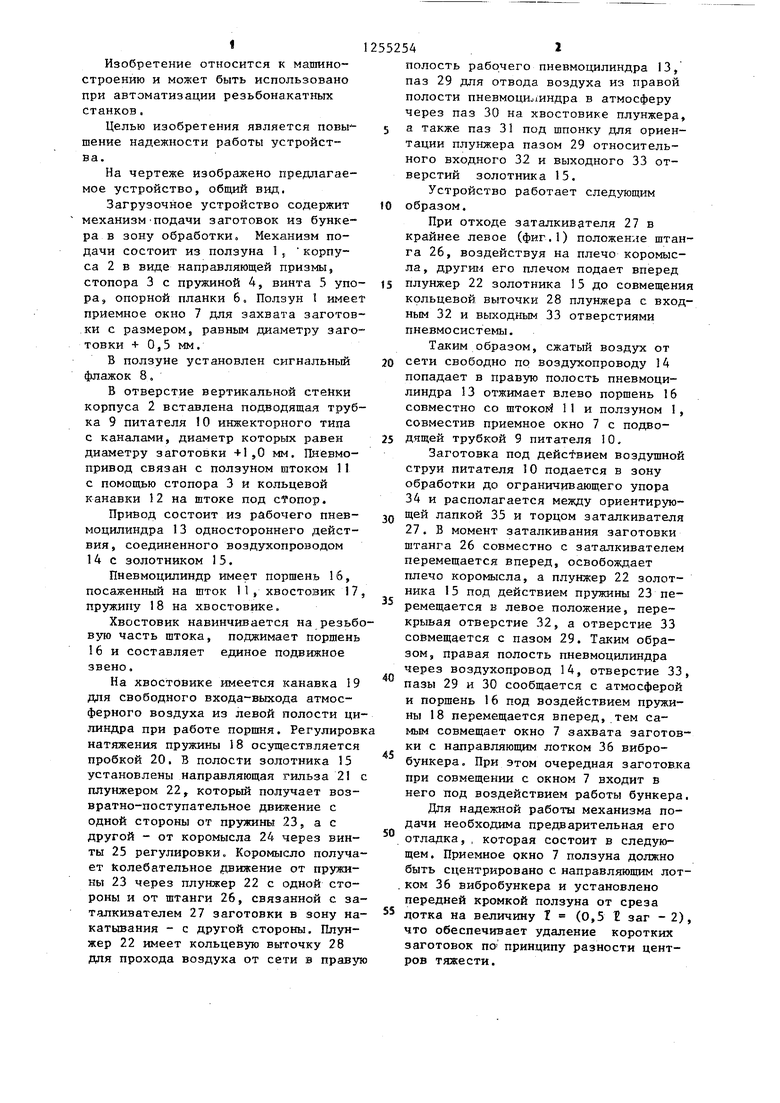
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки штучных заготовок | 1988 |
|
SU1538964A1 |
| Загрузочное устройство для длинномерных заготовок | 1981 |
|
SU973456A1 |
| Устройство для подачи гильз в трубопрокатный стан | 1984 |
|
SU1178518A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ | 1995 |
|
RU2100192C1 |
| СИСТЕМА ВОЗДУШНОГО ПУСКА И РЕВЕРСИРОВАНИЯ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 1973 |
|
SU394979A1 |
| Резьбонакатной станок | 1989 |
|
SU1680424A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ "ГЕЯ" | 1992 |
|
RU2063333C1 |
| Автомат для нарезания винтовой канавки | 1988 |
|
SU1704970A1 |
| УСТРОЙСТВО для ПРОТАЛКИВАНИЯ НЕЗАОСТРЕН ЗАГОТОВКИ В ВОЛОКУ ВОЛОЧИЛЬНОГО СТАНАБИ В г^'-•:.'")'I'jl^^f* V,. • | 1972 |
|
SU338280A1 |
| УСТРОЙСТВО для ОКОНЧАТЕЛЬНОГО ФОРМОВАНИЯ полых СТЕКЛОИЗДЕЛИЙ | 1972 |
|
SU336284A1 |
| Миропольский Ю.А | |||
| и ЛуголойЖ.П, Накатьгаание резьб и профилей | |||
| - М.: Машиностроение, 1976, с | |||
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
