Изобретение относится к технологии механической обработки и может найти применение при изготовлении деталей, к качеству поверхности которых и точности изготовления предъявляются повышенные требования.
Цель изобретения - повышение качества поверхности, точности контроля и производительности обработки за счет контроля параметров электромагнитного излучения с обработанной ювенильной поверхности и с необработанной поверхности и разницы между ними и управления режимами обработки по результатам контроля.
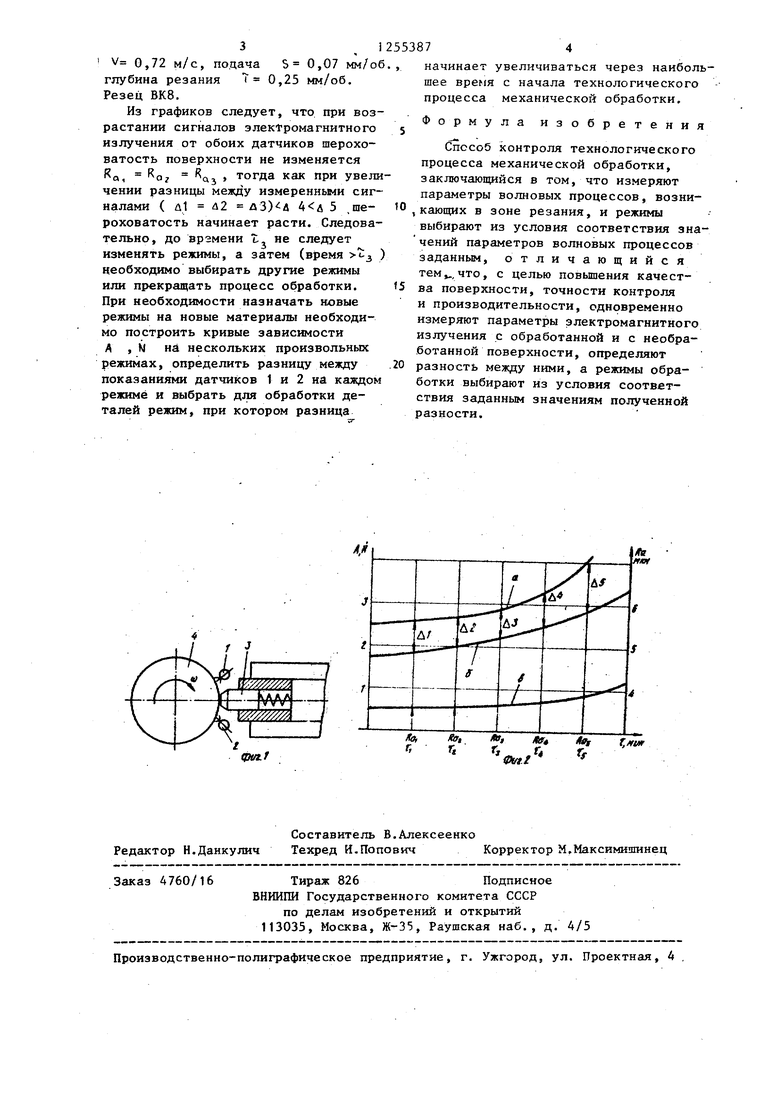
На фиг. 1 изображена схема реализации способа нд фиг. 2 - график изменения сигналов электромагнитного излучения амплитуды (А) и интенсивности IN) от времени обработ-.
/ л, i
ки {I-).
Устройство для реализации способа содержит датчик 1, измеряющий электромагнитное излучение с необработанной поверхности, датчик 2, измеряющий электромагнитное излучение с обработанной ювенильной поверхности, инструмент 3, деталь 4. Обозначены также направление вращения детали и инструмента, запись а с датчика 1, запись 5 с датчика 2, кривая 6 - изменение шероховатости поверхности, d .j - разница сигналов с датчиков 1 и 2.
Сущность способа заключается в следующем.
При механической обработке материалов резанием, например, фрезерованием, точением, алмазным выглаживанием образуется новая ювенильна поверхность, качество которой в существенной мере зависит от режимов обработки - скорости, подачи инструмента, усилия прижатия интентора, глубины резания.
Одним из информативных факторов, объективно отражающих состояние поверхности, является электромагнитное излучение, генерируемое в резултате воздействия инструмента на материал. Основной вклад в уровень электромагнитного излучения вносят волны механических напряжений (ВН) и экзоэлектронная эмиссия (ЭЭ). Причем, ВН способствуют одинаковому электромагнитному излучению как с обработанной,- так и с необработанной поверхности ввиду большой скорости распространения ВН (X 5000 м/с), а экзоэлектронная эмиссия имеет место toлькo на обработанной поверхности по своей физической сути. Электромагнитное излучение от ВН несет информацию в основном о характере разрушения в зоне контакта инструмента с деталью, а электромагнитное излучение от экзоэлектронной эмиссии свидетельствует о состоянии поверхностных слоев обработанной поверхности - твердости, наклепа, шероховатости. Поэтому, проводя одновременно измерения электромагнит- ного излучения с двух поверхностей, можно повысить точность контроля технологического процесса, повысить качество обрабатываемой поверхности и производительность обработки за счет возможности повьш1ения режимов обработки.
Пример. Датчики 1 и 2 электромагнитного излучения устанавливают на одинаковом расстоянии от оси инструмента 3 и на одинаковом расстоянии от поверхностей детали 4. Датчики выполнены в виде антенн электромагнитного излучения и могут иметь различное конструктивное оформ- ление. При испытаниях применяют характерные индуктивные антенны. Для исключения влияния стружки корпуса датчиков защищают бронировкой. После предварительного усиления сигнал поступает в блок фильтров, где выбирается наиболее информативный частотный диапазон 60-1200 кГц. После обработки сигнала в амплитудном дискриминаторе, пшрокополосном уси- лителе, пиковом детекторе и интен- симетре сигнал записывается на ленте самописца. В качестве информативных параметров записывается амплитуда и интенсивность электромагнитного из- лучения. При наличии устройства
сравнения на ленте самописца можно . непосредственно получать искомую величину разницы сигналов от датчика 1 и 2.
На графике приведены зависимости амплитуды (А) и интенсивности {ISl сигналов электромагнитного излучения от датчика 1 (кривая л) и от датчика 2 (кривая бО , а также измеренные
значения шероховатости поверхностиR (кривая 6) от времени обработкиt. Для материала ХН77ТЮ, обрабатываемого с режимами, скорость резания
V 0,72 м/с, подача S 0,07 мм/об. глубина резания 7 0,25 мм/об, Резец ВК8.
Из графиков следует, что при возрастании сигналов электромагнитного излучения от обоих датчиков шероховатость поверхности не изменяется К
а.
ог - о. i тогда как при увеличении разницы между измеренньми сигналами ( л1 й2 - лЗ) 5 ,шероховатость начинает расти. Следовательно, до врзмени L не следует изменять режимы, а затем (время t необходимо выбирать другие режимы или прекращать процесс обработки. При необходимости назначать нхэвые режимы на новые материалы необходимо построить кривые зависимости Д , К1 Hd нескольких произвольных режимах, определить разницу между показаниями датчиков I и 2 на каждом режиме и выбрать для обработки деталей режим, при котором разница
начинает увеличиваться через наибольшее время с начала технологического процесса механической обработки.
Формула изобретения
Способ контроля технологического процесса механической обработки, заключающийся в том, что измеряют параметры волновых процессов, возни, кающих в зоне резания, и режимы выбирают из условия соответствия зна чений параметров волновых процессов заданным, отличающийся , с целью повышения качества поверхности, точности контроля и производительности, одновременно измеряют параметры электромагнитного излучения с обработанной и с необработанной поверхности, определяют разность между ними, а режимы обработки выбирают из условия соответствия заданным значениям полученной разности.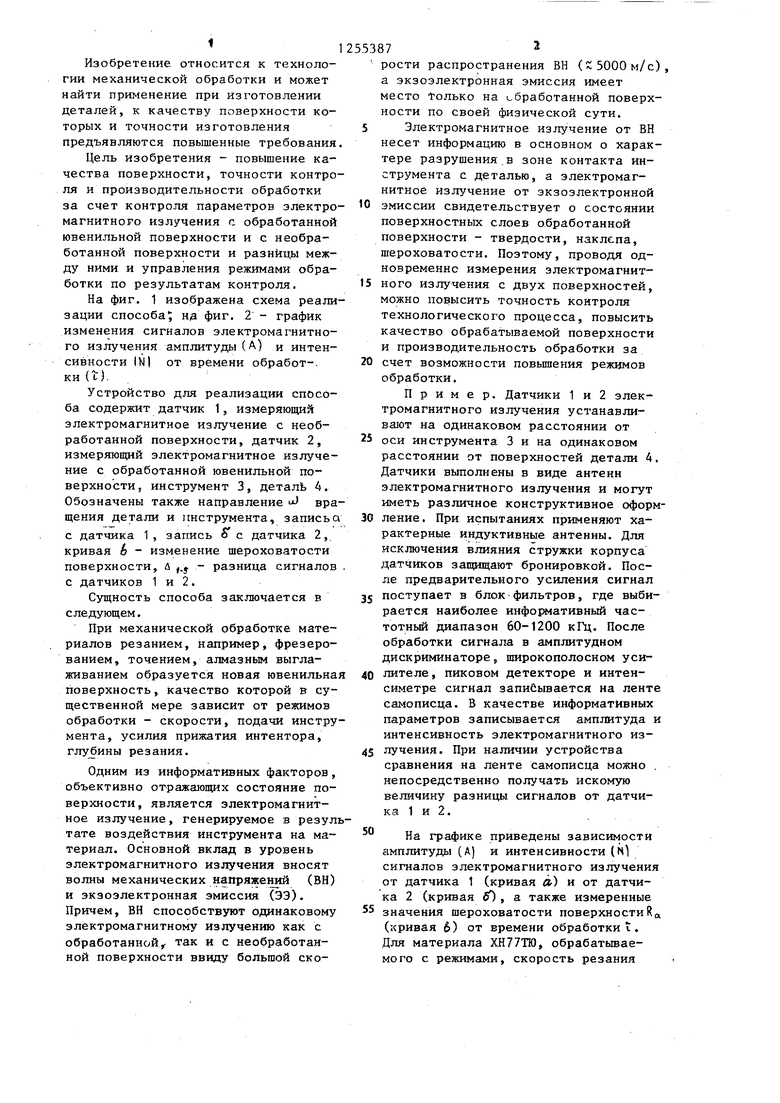
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПРЕДЕЛЕНИЯ КРИСТАЛЛОГРАФИЧЕСКИХ ОСЕЙ АЛМАЗОВ ПРИ ИХ МЕХАНИЧЕСКОЙ ОБРАБОТКЕ | 1992 |
|
RU2023576C1 |
| Способ настройки технологического процесса | 1982 |
|
SU1074659A1 |
| Устройство для контроля выходных параметров процесса резания | 1980 |
|
SU921689A1 |
| СПОСОБ КОНТРОЛЯ КАЧЕСТВА КВАРЦЕВЫХ РЕЗОНАТОРОВ | 1991 |
|
RU2045041C1 |
| Способ контроля износа режущего инструмента | 1987 |
|
SU1516236A1 |
| Способ активного контроля техпроцесса | 1981 |
|
SU971620A1 |
| Способ контроля качества режущего инструмента | 1985 |
|
SU1310692A1 |
| Способ оптимизации процесса механической обработки | 1987 |
|
SU1445861A1 |
| Способ определения качества обработки поверхности | 1980 |
|
SU883704A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ШЕРОХОВАТОСТИ ПОВЕРХНОСТИ ДЕТАЛИ ПРИ ОБРАБОТКЕ НА МЕТАЛЛОРЕЖУЩЕМ СТАНКЕ | 2000 |
|
RU2163182C1 |
Изобретение относится к технологии механической обработки. Цель изобретения - повышение качества поверхности, точности контроля, производительности обработки. Параметры волновых процессов измеряют одновременно с обработанной ювениль-- ной поверхности и необработанной поверхности. В качестве параметра волновых процессов выбирают электромагнитное излучение. По разнице полученных сигналов определяют режимы обработки. Это позволяет оценить шероховатость поверхности детали. 2 ил. о 9 f С Сл Сл СА: сх ч
f J
(pnf
f. .. . . г.,
0eiJ
Редактор Н.Данкулич
Составитель В.Алексеенко
Техред И.Попович Корректор М.Максимишинец
Заказ 4760/16 Тираж 826Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб. , д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Способ активного контроля техпроцесса | 1981 |
|
SU971620A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
