Изобретение относится к вентиляции, предназначено для заполнения бандажей герметизирующей, мастикой при изготовлении воздуховодов на бесфланцевом соединении.
Цель изобретения - повышение производительности и снижение трудоемкости при заполнении бандажей герметизирующей мастикой.
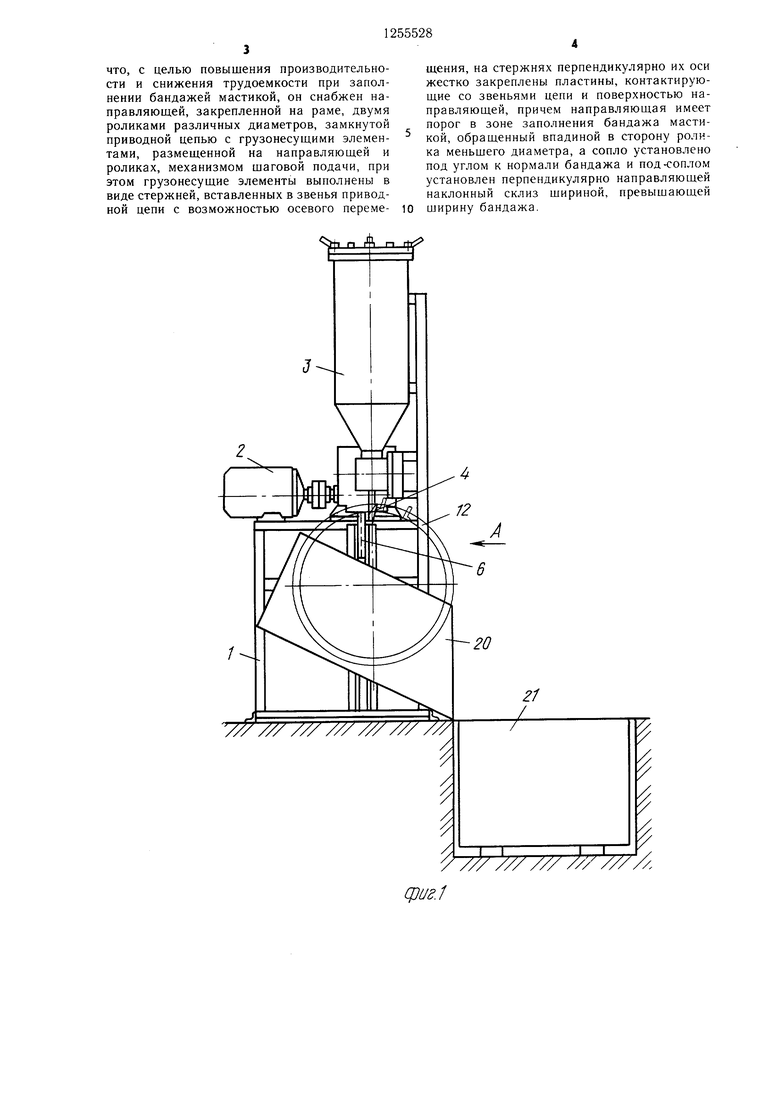
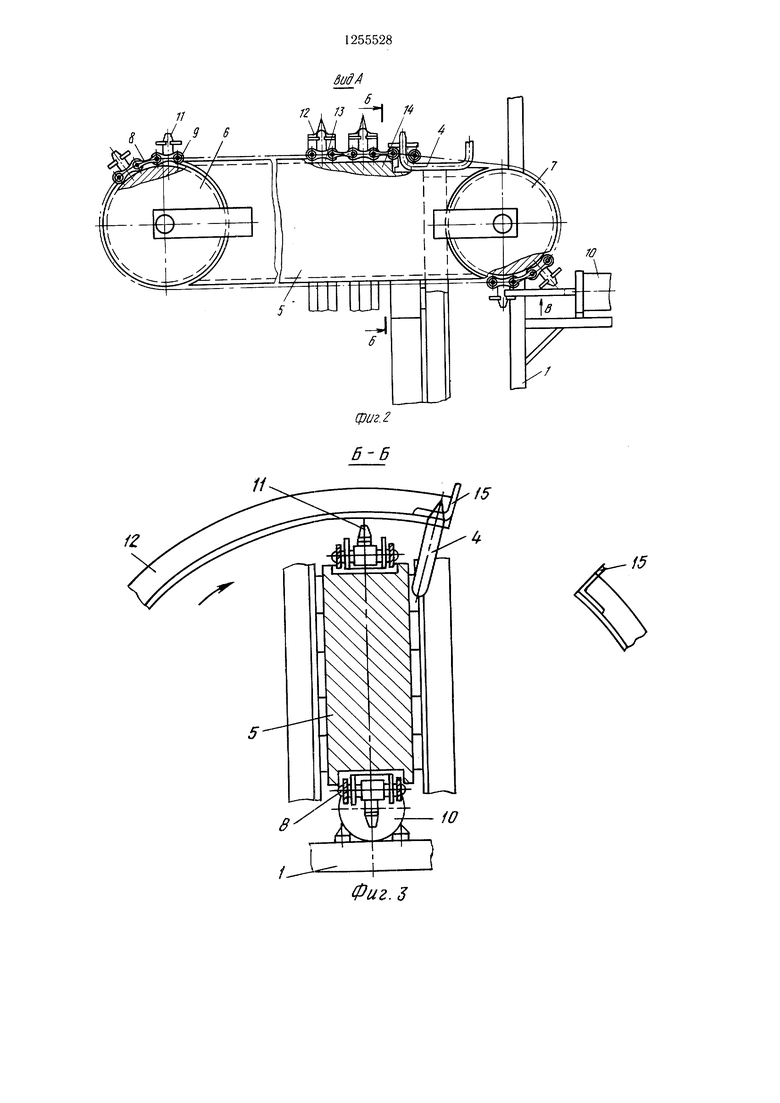
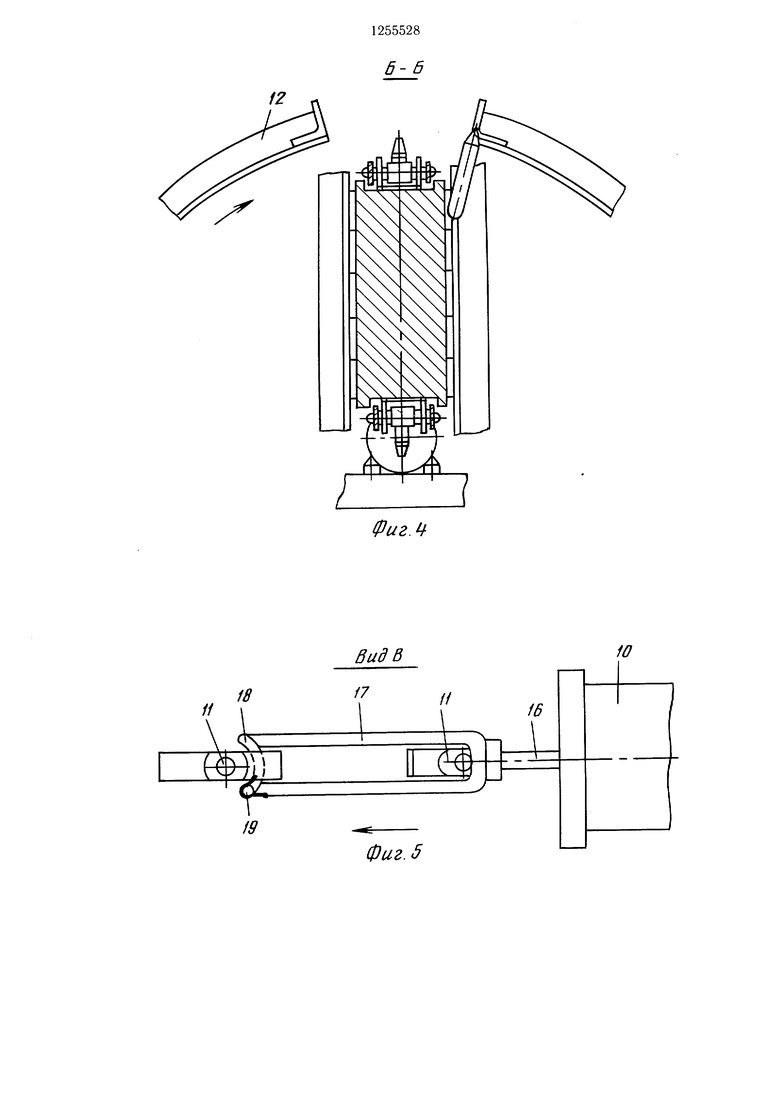
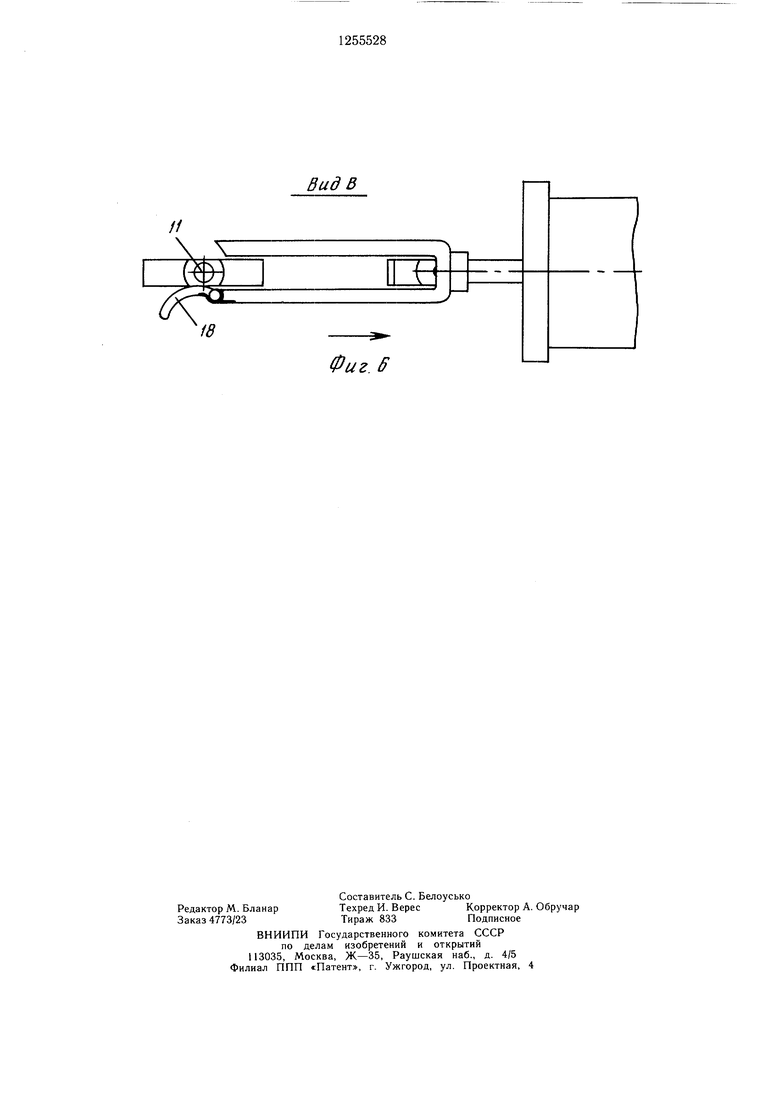
На фиг. 1 изображен полуавтомат для заполнения бандажей герметизирующей мастикой, вид спереди; на фиг. 2 - вид А на на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2, в начальный момент заполнения бандажа; на фиг. 4 - то же, в конечный момент заполнения бандажа; на фиг. 5 - вид В на фиг. 2, механизм шаговой подачи при ходе штока влево, на фиг. б - то же, при ходе што.ка вправо.
Полуавтомат для заполнения бандажей герметизирующей мастикой содержит раму 1, привод 2, камеру 3 с подогревом, сопло 4 для подачи мастики. На раме 1 закреплена направляющая 5, которая снабжена двумя роликами различных диаметров 6 и 7. Ролик 7 меньшего диаметра установлен в зоне закрепления направляющей к раме. На направляющей 5 и роликах 6 и 7 размещена замкнутая приводная роликовая цепь 8, состоящая из звеньев 9. Цепь 8 снабжена механизмом 10 щаговой подачи.
Грузонесущие элементы цепи 8 выполнены в виде стержней, вставленных в звенья 9 цепи 8 с возможностью вертикального перемещения. Стержни 11 выполнены своими концами с наружной стороны цепи 8 по внутреннему профилю бандажа 12. С внутренней стороны основания стержней 11 снабжены жестко закрепленными перпендикулярно их осям пластинами 13. Своими поверхностями пластины 13 взаимносвязаны со збень- ями 9, причем размеры пластин превышают размеры отверстий звеньев во избежание проскакивания при перемещении и повороте цепи 8.
Кроме того, стержни 11 установлены с возможностью перемещения своими пластинами 13 в продольном пазу направляющей 5. Последняя имеет порог 14 в зоне заполнения бандажа 12 мастикой, обращенной впадиной в сторону ролика 7 меньшего диаметра. Сопло 4 установлено под углом к нормали бандажа, необходимым и достаточным для вращения бандажа струей мастики.
Верхний срез сопла 4 выполнен по профилю желоба бандажа 12 и расположен на высоте, достаточной для обеспечения перевешивания бандажа 12 с грузонесущего элемента на сопло 4 при сходе нижней пластины 13 с порога 14, и на расстоянии, меньшем расстояния между ушками 15 бандажа 12.
Механизм 10 шаговой подачи представляет собой приводной цилиндр, установлен.- ный на раме 1 полуавтомата. Шток 16 приводного цилиндра снабжен вилкой 17. На одном
5
0
5
0
5
0
5
из концов вилки 17 шарнирно закреплен откидной упор 18, подпружиненный пружиной 19.
Упор 18 выполнен по радиусу, превышающему радиус стержня 11 грузонесущего элемента и с возможностью взаимодействия с ним. Под соплом 4 установлен перпендикулярно направляющей 5 наклонный коробчатый склиз 20 щириной, превышающей ширину бандажа 12, и рядом со склизом 20 выполнен приямок, в котором установлен контейнер 21 для заполненных мастикой бандажей.
Полуавтомат работает следующим образом.
На ряд грузонесущих элементов навешивают бандажи 12 так, что левые ушки 15 бандажей 12 сориентированы по горизонтальной оси, проходящей через срез сопла 4. Затем включается приводной цилиндр механизма 10 щаговой подачи. Вилка 17 штока 16, перемещаясь влево, установленным на ней упором 18 взаимодействует с одним из стержней 11 грузонесущих элементов, вставленным в звенья 9 приводной цепи 8, перемещая его на шаг. При обратном ходе штока 16 приводного цилиндра происходит откидывание упора 18 очередным стержнем 11, занявщим исходное положение. После прохождения стержня 11 вилкой 17 упор 18 под действием пружины 19 занимает исходное положение. При перемещении стержней 11 на щаг в зоне заполнения бандажа мастикой происходит сход пластины 13 стержня 11 с порога 14 направляющей 5. Стержень 11 перемещается вниз, в результате чего происходит перевешивание бандажа 12 со стержня на сопло 4. Стержни 11, двигаясь после порога 14 по направляющей 5, при подходе к ролику 7 меньшего диаметра занимают исходное положение.
Затем включается привод 2, подогретая мастика из камеры 3 через сопло 4 начинает поступать в желоб бандажа 12, тем самым вращая его до заполнения желоба бандажа по всей окружности. В момент окончания заполнения привод 2 выключается и заполненный бандаж 12, двигаясь по инерции от струи герметика, соскакивает с сопла 4 и попадает в наклонный склиз 20, пропуская сопло 4 и направляющую 5 с цепью 8 и грузо- несущими элементами между ущками 15. По склизу 20 бандаж 12 попадает в контейнер 21, установленный в приемке у полу; автомата. Далее цикл повторяется. Операции подачи, заполнения и выгрузки бандажей производятся автоматически.
Формула изобретения
Полуавтомат для заполнения бандажей герметизирующей мастикой, содержащий раму, привод, камеру с подогревом и сопло для подачи мастики, отличающийся тем.
что, с целью повышения производительности и снижения трудоемкости при заполнении бандажей мастикой, он снабжен направляющей, закрепленной на раме, двумя роликами различных диаметров, замкнутой приводной цепью с грузонесущими элементами, размещенной на направляющей и роликах, механизмом щаговой подачи, при этом грузонесущие элементы выполнены в виде стержней, вставленных в звенья приводной цепи с возможностью осевого переме
щения, на стержнях перпендикулярно их оси жестко закреплены пластины, контактирующие со звеньями цепи и поверхностью направляющей, причем направляющая имеет порог в зоне заполнения бандажа мастикой, обращенный впадиной в сторону ролика меньшего диаметра, а сопло установлено под углом к нормали бандажа и под-соплом установлен перпендикулярно направляющей наклонный склиз шириной, превышающей ширину бандажа.
П Д п г
7/
Фиг.З
6-6
11
18
Фиг.ЧBad В
10
17
//
W
S
W
Фиг. 5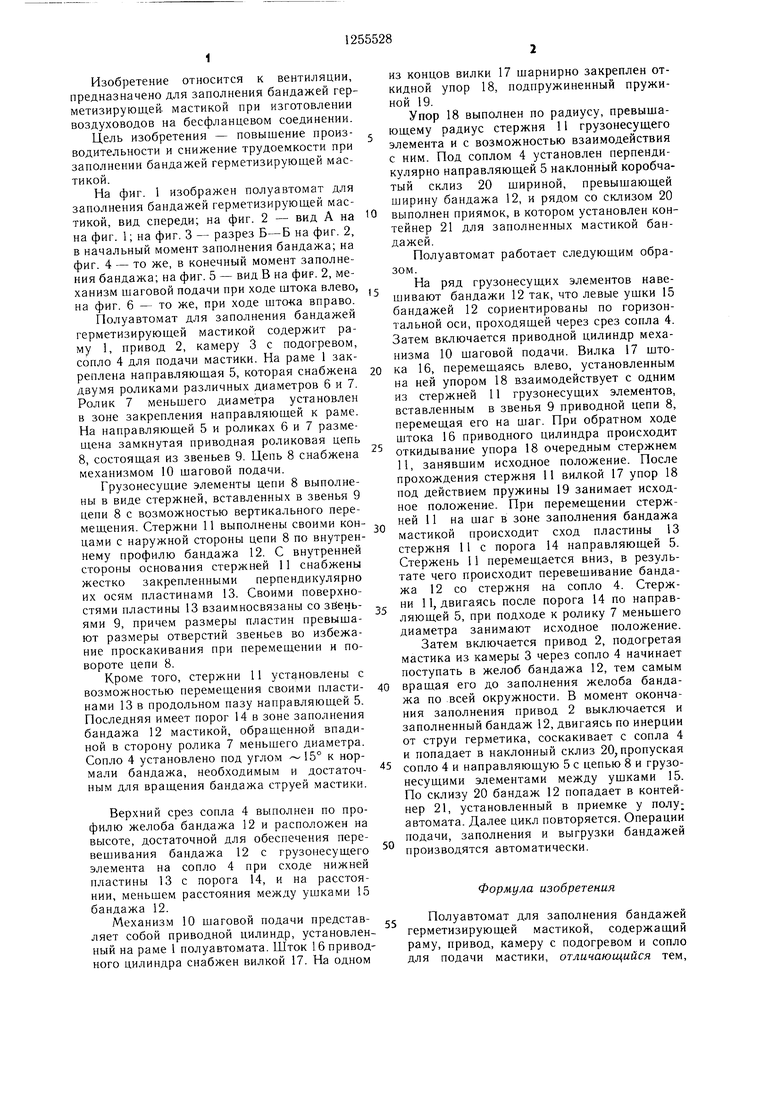
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕЛЕЖКА ДЛЯ СМЕШИВАНИЯ И РАСПРЕДЕЛЕНИЯ КОРМОВ | 1992 |
|
RU2093021C1 |
| Устройство для перемещения и передачи подвесок с грузами | 1983 |
|
SU1133194A1 |
| Самоходный дробильный агрегат | 1979 |
|
SU845845A1 |
| Вертикальный цепной конвейер для транспортирования штучных грузов | 1972 |
|
SU466157A1 |
| Шаговый конвейер | 1984 |
|
SU1222599A1 |
| Штемпельный станок-полуавтомат | 1990 |
|
SU1781085A1 |
| Вертикальный конвейер для штучных грузов | 1988 |
|
SU1549863A1 |
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1983 |
|
SU1176395A1 |
| Конвейер | 1979 |
|
SU839912A1 |
| Транспортное средство | 1990 |
|
SU1735163A1 |
Изобретение относится к вентиляции и предназначено для заполнения бандажей герметизирующей мастикой. Цель изобретения - повышение производительности и снижение трудоемкости. Полуавтомат содержит закрепленную на раме направляющую, снабженную двумя роликами различных диаметров, при этом ролик меньшего диаметра установлен в зоне закрепления направляющей к раме, и размещенную на направляющей и роликах замкнутую приводную цепь с механизмом шаговой подачи, грузонесущие элементы которой представляют собой стержни, вставленные в звенья цепи с возможностью осевого перемещения и установленные концами с наружной ее стороны по внутреннему профилю бандажа. На стержнях жестко закреплены перпендикулярно их вертикальным осям пластины, поверхности которых взаимодействуют с звеньями, выполненными по их профилю. Размеры пластин превышают размеры отверстий звеньев. Стержни установлены с возможностью перемещения пластина.ми в продольном пазу направляющей. Последняя имеет порог в зоне заполнения бандажа мастикой, обращенный впадиной в сторону ролика меньшего диаметра. Кроме того, сопло установлено под углом к нормали бандажа, необходимым для вращения бандажа струей мастики, а верхний срез сопла, выполненный по профилю желоба бандажа, расположен на высоте, достаточной для обеспечения перевешивания бандажа с грузо- несущего элемента на сопло при сходе нижней пластины элемента с порога, и на расстоянии, меньшем расстояния между ушками бандажа. 6 ил. с (Л to СП ел ел ю 00
| Оборудование для производства вентиляционных и санитарно-технических заготовок | |||
| Каталог | |||
| М., ООПЦБНТИ Минмон- тажспецстрой СССР, 1983, с | |||
| Пуговица | 0 |
|
SU83A1 |
