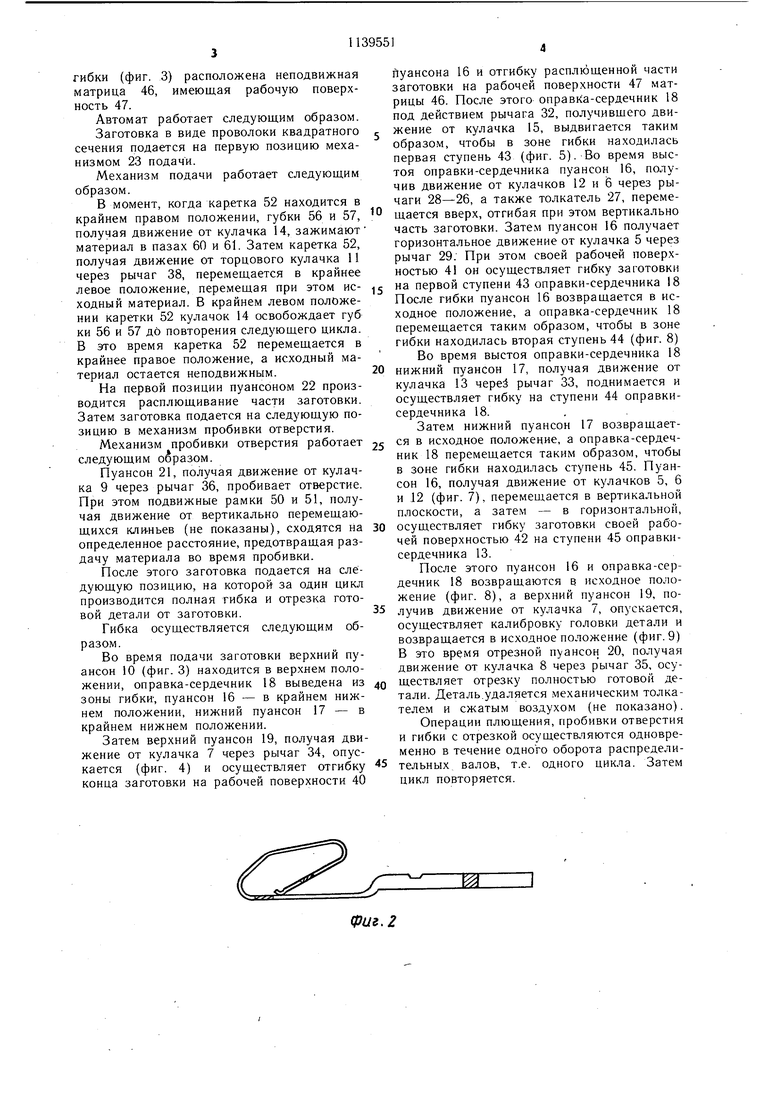
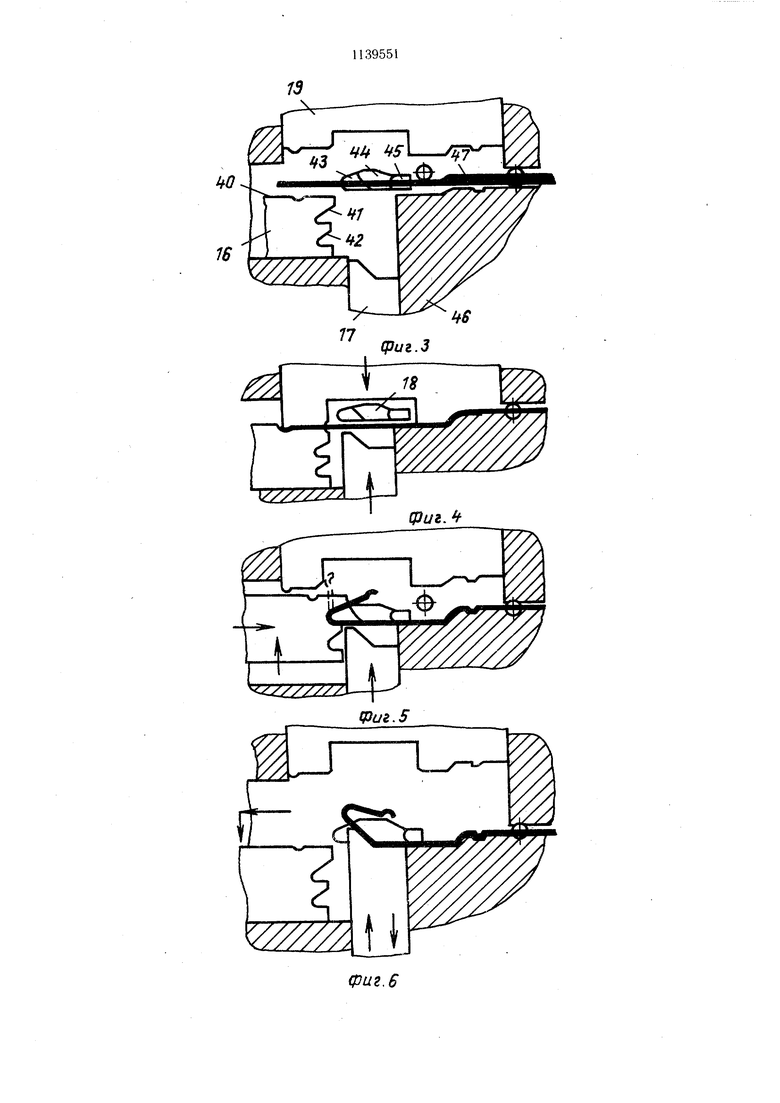
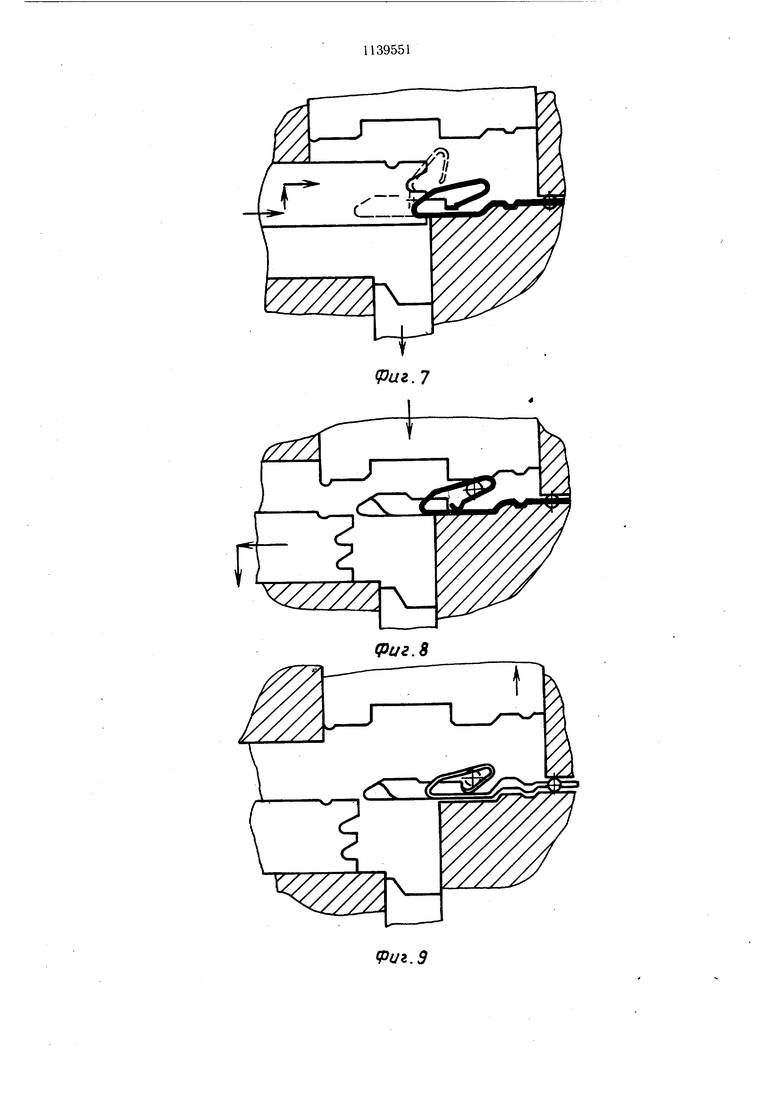
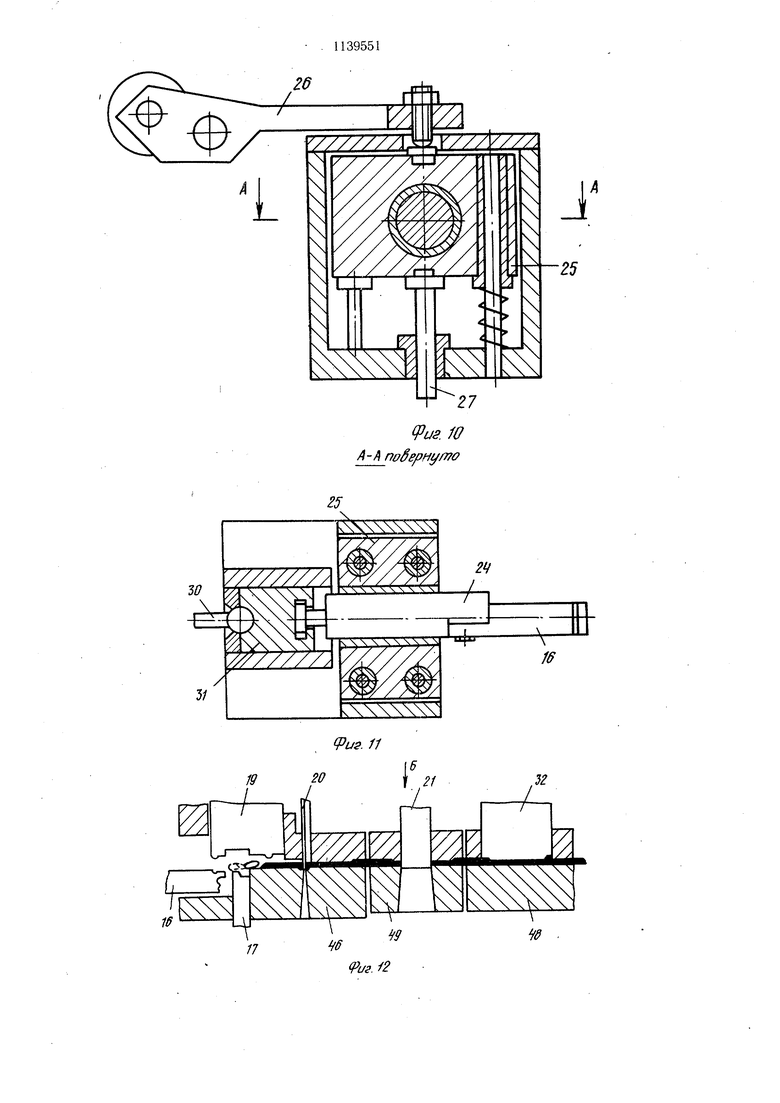
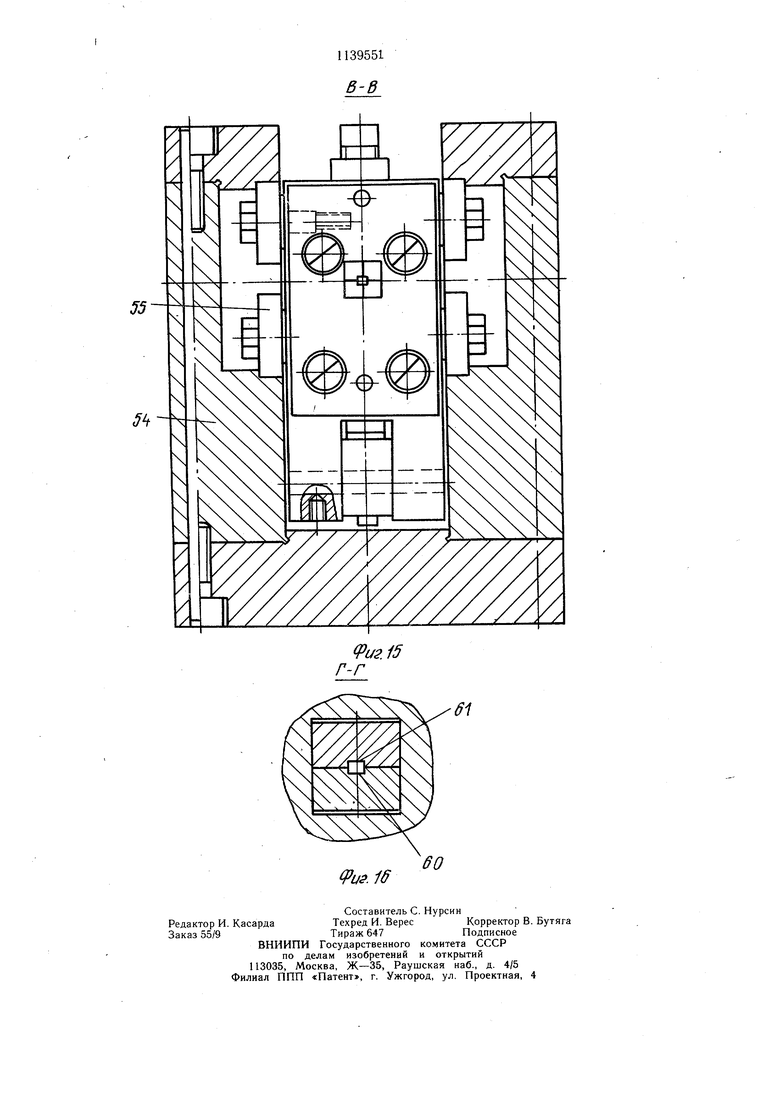
Изобретение относится к оОраОотке металлов давлением, в частности, к оборудованию для изготовления из проволоки мелких деталей типа булавок и контактов. Известен автомат для гибки изделий типа шплинтов, особенностью которого является выполнение окончательной гибки детали после отрезки заготовки от исходного материала 1. Однако это снижает точность детали. Наиболее близким к предлагаемому является устройство для изготовления из проволоки изделий типа булавок, содержащее смонтированные на станине распределительный вал, узел подачи и Зажатия заготовки, механизм изгибания петли, состоящий из сердечника с осевым перемещением и трех ползупов-пуансонов, а также узел фиксации 2. Однако это устройство имеет сложную конструкцию, так как с целью обеспечения сложной гибки заготовка отделяется от исходного материала и фиксируется специальным узлом, имеющим жесткий и пружинный упоры. При этом отделение заготовки от исходного материала снижает точность детали. Кроме того, замкнутый контур изготавливаемой детали достигается закруткой, что не позволяет получать на ней головку некруглой формы. Цель изобретения - расширение технологических возможностей и повышение качества при изготовлении детали счожной формы. Поставленная цель достигается тем, что гибочно-штамповочный автомат имеет механизм плющения, механизм пробивки отверстия и механизм отрезки, размещенный между механизмом гибки и механизмом пробивки отверстия, а узел подачи состоит из приводной каретки и установленных на каретке губок, посредством системы рычагов связанных с кулачковым валом, при этом оправка-сердечник выполнена ступенчатой, а один из гибочных пуансонов имеет дополнительную гибочную поверхность и установлен с возможностью дополнительного перемещения в вертикальной плоскости посредством системы рычагов, связанных с распределительным валом. На фиг. 1 представлена общая кинематическая схема автомата; на фиг. 2 - изготавливаемая на автомате деталь; на фиг. 3-9 - схемы переходов гибки детали; на фиг. Ю - механизм гибки; на фиг. 11 - разрез А-А на фиг. 10; на фиг. 12 - общая технологическая схема изготовления детали на автомате; на фиг. 13 - вид Б на фиг. 12; на фиг. 14 - механизм подачи; на фиг. 15 - разрез В-В на фиг. 14; на фиг. 16 - разрез Г-Г на фиг. 14. Автомат имеет станину (не показана), на которой размещен электродвигатель 1, маховик 2, верхний 3 и нижний 4 распределитель ные валы, с расположенными на них кулачками 5-15, которые через рычажные системы кинематически связаны с боковым гибочным пуансоном 16, нижним гибочным пуансоном 17. Трехступенчатой оправкой-сердечником 18, верхним пуансоном 19, отрезным пуансоном 20, пуансоном 21 пррбивки, пуансоном 22 плющения и механизмом 23 подачи. При этом пуансон 16 жестко закреплен на оправке 24 (фиг. 10 и 11), которая расположена в каретке 25, установленной с возможностью перемещения в вертикальной плоскости под действием рычага 26 от кулачка 6 и толкателя 27, связанного в свою очередь, с кулачком 12 через рычаг 28. Оправка 24 с жестко закрепленным пуансоном 16установлена в каретке 25 с возможностью перемещения в горизонтальной плоскости под действием привода, выполненного в виде кулачка 5, кинематически связа«ного с рычагом 29, шаровым пальцем 30 и сухарем 31. Оправка-сердечник 18 связана с кулачком 15 через рычаг 32, нижний пуансон 17- с кулачком 13 через рычаг 33, верхний пуансон 19 - с кулачком 7 через рычаг 34, отрезной пуансон 20 - с кулачком 8 через рычаг 35. Механизм плющения состоит из пуансона 22 плющения (фиг. 1), кинематически связанного с кулачком 10 посредством рычага 37, и неподвижной матрицы 48 (фиг. 12). Механизм пробивки отверстия состоит из пуансона 21 пробивки (фиг. 1), кинематически связанного с кулачком 9 через рычаг 35, неподвижной матрицы 49 (фиг. 12) и подвижных рамок 50 и 51 (фиг. 13) для зажима материала. Механизм 23 подачи (фиг. 1) состоит из подвижной каретки 52 (фиг. 14), приводимой в движение кулачком 11 через рычаг 38 (фиг. 1). Рычаг 38 соединен с кареткой, шарнирно закрепленной тягой 53 (фиг. 14). Каретка 52 имеет возможность перемещаться по направляющих 54 (фиг. 13) на роликах 55. На каретке 52 расположены губки 56 и 57, предназначенные для захвата исходного материала. Губки 56 и 57 установлены в каретке с возможностью вертикального перемещения и кинематически связаны с кулачком 14 через рычаг 39 (фиг. 1), толкатель (не показан), рычаг 58 (фиг. 14) и стержень 59. На подвижных губках 56 и 57 выполнены пазы 60 и 61 (фиг. 17) для направления и зажима исходного материала. Боковой гибочный пуансон 16 имеет три рабочие поверхности: верхнюю 40, боковую верхнюю 41, боковую нижнюю 42. Оправка-сердечник 18 также имеет три рабочие ступени: первой гибки 43, второй гибки 44 и третьей гибки 45. На позиции гибки (фиг. 3) расположена неподвижная матрица 46, имеющая рабочую поверхность 47. Автомат работает следующим образом. Заготовка в виде проволоки квадратного сечения подается на первую позицию механизмом 23 подачи. Механизм подачи работает следующим образом. В момент, когда каретка 52 находится в крайнем правом положении, губки 56 и 57, получая движение от кулачка 14, зажимают материал в пазах 60 и 61. Затем каретка 52, получая движение от торцового кулачка 11 через рычаг 38, перемещается в крайнее левое положение, перемещая при этом исходный материал. В крайнем левом положении каретки 52 кулачок 14 освобождает губ ки 56 и 57 до повторения следующего цикла. В это время каретка 52 перемещается в крайнее правое положение, а исходный материал остается неподвижным. На первой позиции пуансоном 22 производится расплющивание части заготовки. Затем заготовка подается на следующую позицию в механизм пробивки отверстия. Механизм пробивки отверстия работает следующим образом. Пуансон 21, получая движение от кулачка 9 через рычаг 36, пробивает отверстие. При этом подвижные рамки 50 и 51, получая движение от вертикально перемещающихся кли-ньев (не показаны), сходятся на определенное расстояние, предотвращая раздачу материала во время пробивки. После этого заготовка подается на следующую позицию, на которой за один цикл производится полная гибка и отрезка готовой детали от заготовки. Гибка осуществляется следующим образом. Во время подачи заготовки верхний пуансон 10 (фиг. 3) находится в верхнем положении, оправка-сердечник 18 выведена из зоны гибки-, пуансон 16 - в крайнем нижнем положении, нижний пуансон 17 - в крайнем нижнем положении. Затем верхний пуансон 19, получая движение от кулачка 7 через рычаг 34, опускается (фиг. 4) и осуществляет отгибку конца заготовки на рабочей поверхности 40 пуансона 16 и отгибку расплющенной части заготовки на рабочей поверхности 47 матрицы 46. После этого оправка-сердечник 18 под действием рычага 32, получивщего движение от кулачка 15, выдвигается таким образо.м, чтобы в зоне гибки находилась первая ступень 43 (фиг. 5). Во время выстоя оправки-сердечника пуансон 16, получив движение от кулачков 12 и 6 через рычаги 28-26, а также толкатель 27, перемещается вверх, отгибая при этом вертикально часть заготовки. Затем пуансон 16 получает горизонтальное движение от кулачка 5 через рычаг 29. При этом своей рабочей поверхностью 41 он осуществляет гибку заготовки на первой ступени 43 оправки-сердечника 18 После гибки пуансон 16 возвращается в исходное положение, а оправка-сердечник 18 перемещается таким образом, чтобы в зоне гибки находилась вторая ступень 44 (фиг. 8) Во время выстоя оправки-сердечника 18 нижний пуансон 17, получая движение от кулачка 13 чере: рычаг 33, поднимается и осуществляет гибку на ступени 44 оправкисердечника 18. Затем нижний пуансон 17 возвращается в исходное положение, а оправка-сердечник 18 перемещается таким образом, чтобы в зоне гибки находилась ступень 45. Пуансон 16, получая движение от кулачков 5, 6 и 12 (фиг. 7), перемещается в вертикальной плоскости, а затем - в горизонтальной, осуществляет гибку заготовки своей рабочей поверхностью 42 на ступени 45 оправкисердечника 13. После этого пуансон 16 и оправка-сердечник 18 возвращаются в исходное положение (фиг. 8), а верхний пуансон 19, получив движение от кулачка 7, опускается, осуществляет калибровку головки детали и возвращается в исходное положение (фиг. 9) В это время отрезной пуансон 20, получая движение от кулачка 8 через рычаг 35, осуществляет отрезку полностью готовой детали. Деталь.удаляется механическим толкателем и сжатым воздухом (не показано). Операции плющения, пробивки отверстия и гибки с отрезкой осуществляются одновременно в течение одного оборота распределительных валов, т.е. одного цикла. Затем цикл повторяется.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГИБОЧНО-ШТАМПОВОЧНЫЙ АВТОМАТ | 2000 |
|
RU2177386C1 |
| Автомат для изготовления деталей из проволоки | 1972 |
|
SU444592A1 |
| Автомат для гибки проволоки | 1989 |
|
SU1664444A1 |
| Автомат для изготовления деталейиз пРОВОлОКи C КОльцОМ | 1978 |
|
SU814526A1 |
| Автомат для изготовления рыболовных крючков | 1978 |
|
SU764804A2 |
| Автомат для отрезки и гибки проволочных деталей | 1979 |
|
SU874246A1 |
| Автомат для изготовления изделий из проволоки типа шплинтов | 1982 |
|
SU1093380A1 |
| Универсально-гибочный автомат | 1979 |
|
SU848120A1 |
| Цепевязальный автомат | 1990 |
|
SU1776198A3 |
| Автомат для штамповки контактов | 1986 |
|
SU1430145A1 |

ГИБОЧНО-ШТАМПСВОЧНЫЙ АВТОМАТ, содержащий смонтированные на станине и кинематически связанные между собой посредством кулачкового вала механизм подачи и механизм гибки проволоки, состоящий из оправки-сердечника, установленной с возможностью осевого перемещения,, и трех гибочных пуансонов, установленных с возможностью перемещения относительно сердечника в радиальном направлении, отличающийся тем, что, с целью расщирения технологических возможностей и повыщения качества при изготовлении детали сложной формы, он имеет механизм плющения, механизм пробивки отверстия и механизм отрезки, размещенный между механизмом гибки и механизмом пробивки отверстия, а узел подачи состоит из приводной каретки и установленных на каретке губок, посредством системы рычагов связанных с кулачковым валом, при этом оправка-сердечник выполнена ступенчатой, а один из гибочных пуансонов имеет дополнительную гибочную поверхность и установлен с возможностью дополнительного перемещения в i вертикальной плоскости посредством системы рычагов, связанных с распределительным СЛ валом. со х сд сд 
Ж
16
(риг.З
t
18
f
фигЛ
W
3/
Vus. 11
19
PU3. fff
A-A noSepfiyf} o
Д
f .
(Pu3. 2
53
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Автомат для гибки изделий типа шплинтов | 1974 |
|
SU516459A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для изготовления изпРОВОлОКи издЕлий ТипА булАВОК | 1979 |
|
SU797831A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
